- Пайка. Технологические процессы паяния и лужения

Содержание
- 2. Пайкой называется процесс получения неразъемного соединения или герметичного соединения при помощи присадочных материалов - припоев. При
- 3. Увеличению степени диффузии способствует: - наличие чистых металлических поверхностей свариваемых деталей. При окислении степень диффузии значительно
- 4. В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие) медь и её
- 5. Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким слоем расплавленного припоя, образующего
- 6. Преимущества пайки - простота технологического процесса и применяемого оборудования; - высокая производительность процесса - сохранение точной
- 7. 2. Технологические процессы паяния и лужения
- 8. Технологически процесс паяния состоит из следующих операций: - механической (шабером, напильником, шлифовальной шкуркой) или химической чистки.
- 9. - покрытие флюсом; - нагревания (паяльником, паяльной лампой; - предварительное облуживание припоем; - скрепление мест спаивания,
- 10. 3. Припои и флюсы
- 11. Пайка мягкими припоями Пайка мягкими припоями может обеспечить герметичность шва и электрический контакт, однако дает невысокую
- 12. Мягкими припоями паяют при помощи паяльников, которые нагреваются в печах, горнах, паяльными лампами или электрическим током.
- 13. Пайка твердыми припоями Когда от соединения требуется высокая механическая прочность и герметичность, детали паяют твердыми припоями.
- 14. Для пайки контактов прерывателей и реле-регуляторов применяют серебряные припои ПСР 25, ПСР 45, ПСР-70. Числа, стоящие
- 15. Подготовленную к пайке поверхность обмазывают флюсом, нагревают паяльной лампой или газовой горелкой до температуры плавления припоя
- 17. Скачать презентацию
Слайд 2Пайкой называется процесс получения неразъемного соединения или герметичного соединения при помощи присадочных
Пайкой называется процесс получения неразъемного соединения или герметичного соединения при помощи присадочных
Слайд 3Увеличению степени диффузии способствует:
- наличие чистых металлических поверхностей свариваемых деталей. При окислении
Увеличению степени диффузии способствует:
- наличие чистых металлических поверхностей свариваемых деталей. При окислении
Слайд 4В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие,
В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие,
Слайд 5Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким
Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким
Слайд 6Преимущества пайки
- простота технологического процесса и применяемого оборудования;
- высокая производительность процесса
- сохранение
Преимущества пайки
- простота технологического процесса и применяемого оборудования;
- высокая производительность процесса
- сохранение
Слайд 72. Технологические процессы паяния и лужения
Слайд 8Технологически процесс паяния состоит из следующих операций:
- механической (шабером, напильником, шлифовальной шкуркой)
Технологически процесс паяния состоит из следующих операций:
- механической (шабером, напильником, шлифовальной шкуркой)
Слайд 9- покрытие флюсом;
- нагревания (паяльником, паяльной лампой;
- предварительное облуживание припоем;
- скрепление мест
- покрытие флюсом;
- нагревания (паяльником, паяльной лампой;
- предварительное облуживание припоем;
- скрепление мест
Слайд 103. Припои и флюсы
Слайд 11Пайка мягкими припоями
Пайка мягкими припоями может обеспечить герметичность шва и электрический контакт,
Пайка мягкими припоями
Пайка мягкими припоями может обеспечить герметичность шва и электрический контакт,
Слайд 12Мягкими припоями паяют при помощи паяльников, которые нагреваются в печах, горнах, паяльными
Мягкими припоями паяют при помощи паяльников, которые нагреваются в печах, горнах, паяльными
Слайд 13Пайка твердыми припоями
Когда от соединения требуется высокая механическая прочность и герметичность, детали
Пайка твердыми припоями
Когда от соединения требуется высокая механическая прочность и герметичность, детали
Слайд 14Для пайки контактов прерывателей и реле-регуляторов применяют серебряные припои ПСР 25, ПСР
Для пайки контактов прерывателей и реле-регуляторов применяют серебряные припои ПСР 25, ПСР
Слайд 15Подготовленную к пайке поверхность обмазывают флюсом, нагревают паяльной лампой или газовой горелкой
Подготовленную к пайке поверхность обмазывают флюсом, нагревают паяльной лампой или газовой горелкой
 Политика
Политика Доходная недвижимость
Доходная недвижимость Britain
Britain Tatjana Moisejeva
Tatjana Moisejeva  Формы и технологии организации образовательного процесса стимулирующие учебную мотивацию в начальных классах
Формы и технологии организации образовательного процесса стимулирующие учебную мотивацию в начальных классах Тире в бессоюзном сложном предложении - ряд упражнений
Тире в бессоюзном сложном предложении - ряд упражнений Презентация на тему Храм
Презентация на тему Храм Права и обязанности детей
Права и обязанности детей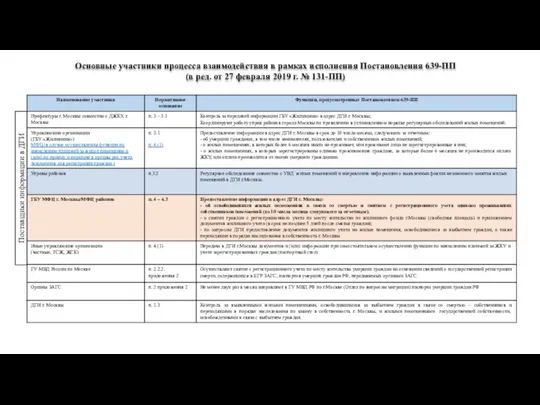 Основные участники процесса взаимодействия в рамках исполнения Постановления 639-ПП
Основные участники процесса взаимодействия в рамках исполнения Постановления 639-ПП Инвестиционный меморандум
Инвестиционный меморандум Пожары – страшное бедствие
Пожары – страшное бедствие Симбиоз
Симбиоз Etymological composition of the Englisg word-stock
Etymological composition of the Englisg word-stock Дракончики
Дракончики Искусство кино
Искусство кино Сахарный диабет
Сахарный диабет «Обдумай цель раньше, чем начать.»«С началом считается глупец, о конце думает мудрец»«Мудрый меняет свои решения, а дурак никогда
«Обдумай цель раньше, чем начать.»«С началом считается глупец, о конце думает мудрец»«Мудрый меняет свои решения, а дурак никогда Презентация на тему Языки программирования
Презентация на тему Языки программирования Эрнст Сетон - Томпсон
Эрнст Сетон - Томпсон Образ Петербурга в литературе XIX века.
Образ Петербурга в литературе XIX века. Гефест – бог огня
Гефест – бог огня ЭФФЕКТИВНОСТЬ ИННОВАЦИОННЫХ ПРОЕКТОВ ТЕХНОПАРКА
ЭФФЕКТИВНОСТЬ ИННОВАЦИОННЫХ ПРОЕКТОВ ТЕХНОПАРКА Продвижение проекта
Продвижение проекта Знаки препинания при однородных членах предложения
Знаки препинания при однородных членах предложения Структура ВС РФ
Структура ВС РФ Правители России 20 века
Правители России 20 века НОД и НОК Делимость чисел
НОД и НОК Делимость чисел Августовскоесовещаниепедагогическогоактива
Августовскоесовещаниепедагогическогоактива