- Пластмассы

Содержание
- 2. ОПРЕДЕЛЕНИЕ Пластическими массами (пластмассами) называют твердые или упругие материалы, получаемые из полимерных соединений и формуемые в
- 3. ЦЕННЫЕ СВОЙСТВА
- 4. ИЗДЕЛИЯ
- 5. ИСТОРИЯ ПЛАСТМАСС
- 7. Древесная мука Бумага Хлопчатобумажная ткань Графит Кварц Асбест
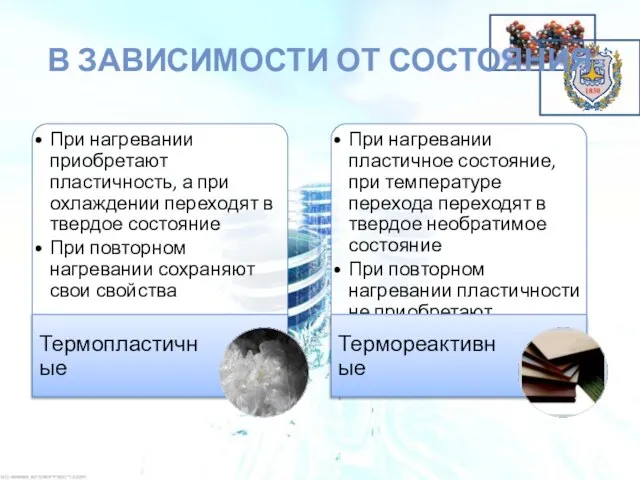
- 9. В ЗАВИСИМОСТИ ОТ СОСТОЯНИЯ
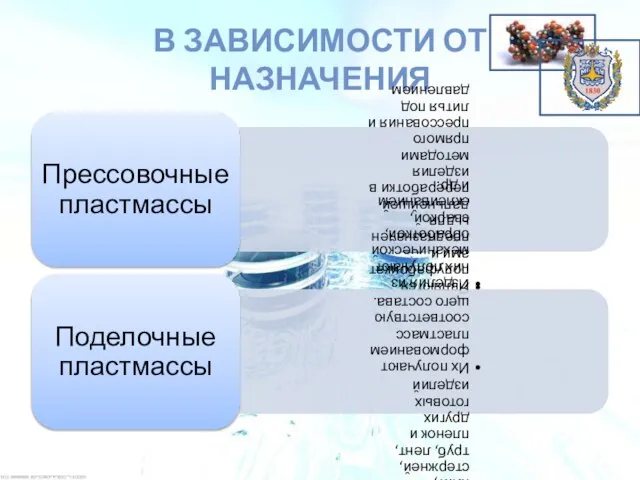
- 10. В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ
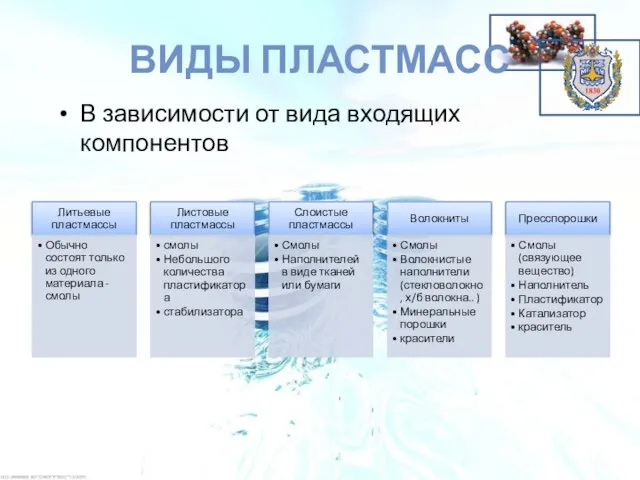
- 11. ВИДЫ ПЛАСТМАСС В зависимости от вида входящих компонентов
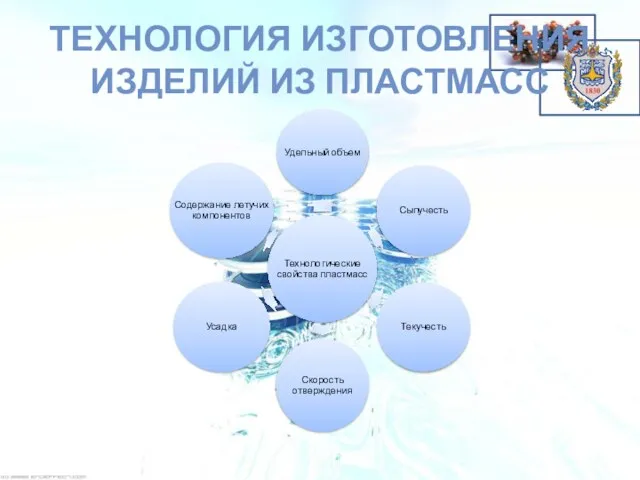
- 12. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
- 15. Предварительное дозирование Весовое Объемное Штучное
- 16. ТЕХНОЛОГИЯ ФОРМОВАНИЯ Литье под давлением Для термопластичных материалов Прямое прессование Для термореактивных материалов Литьевое прессование Для
- 17. ПО ХАРАКТЕРУ ЭКСПЛУАТАЦИИ ФОРМЫ ДЕЛЯТ НА:
- 18. КОНСТРУКТИВНАЯ РАЗРАБОТКА ПРЕСС-ФОРМ НАЧИНАЕТСЯ С ОПРЕДЕЛЕНИЯ СЛЕДУЮЩИХ ОСНОВНЫХ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ПРОЕКТИРУЕМОЙ ФОРМЫ:
- 19. ПЕРЕРАБОТКА ПЛАСТМАСС В ИЗДЕЛИЯ Основные способы изготовления изделий (деталей) из пластмасс – литье под давлением и
- 20. ЛИТЬЕ ПОД ДАВЛЕНИЕМ Используется в массовом производстве деталей простой и сложной конфигурации. Осуществляется на специальных машинах,
- 21. ЛИТЬЕ ПОД ДАВЛЕНИЕМ Перерабатывают:
- 22. ЛИТЬЕ ПОД ДАВЛЕНИЕМ Схемы дозирующего и прессующего устройства литьевых машин – без предварительной и с предварительной
- 23. ЛИТЬЕ ПОД ДАВЛЕНИЕМ
- 24. ПРЯМОЕ ПРЕССОВАНИЕ Используют для производства деталей мелких и средних размеров. Способом прямого прессования могут быть получены
- 25. ПРЯМОЕ ПРЕССОВАНИЕ
- 26. ПРЯМОЕ ПРЕССОВАНИЕ Пресс-формы для прямого прессования: а) – съемная; б) – стационарная закрытая; в) открытая;
- 27. ПРЯМОЕ ПРЕССОВАНИЕ Схема прямого прессования: а) – загрузка пресс-материала; б) – прессование; в) – размыкание формы
- 28. ПРЯМОЕ ПРЕССОВАНИЕ
- 29. ЛИТЬЕВОЕ ПРЕССОВАНИЕ При литьевом прессование материал загружается в литьевую камеру предварительно закрытой нагретой пресс-формы. Нагреваясь, прессматериал
- 30. ЛИТЬЕВОЕ ПРЕССОВАНИЕ + Возможность изготовления изделий с малопрочной сквозной арматурой, с глубокими отверстиями малого диаметра, с
- 31. ЛИТЬЕВОЕ ПРЕССОВАНИЕ
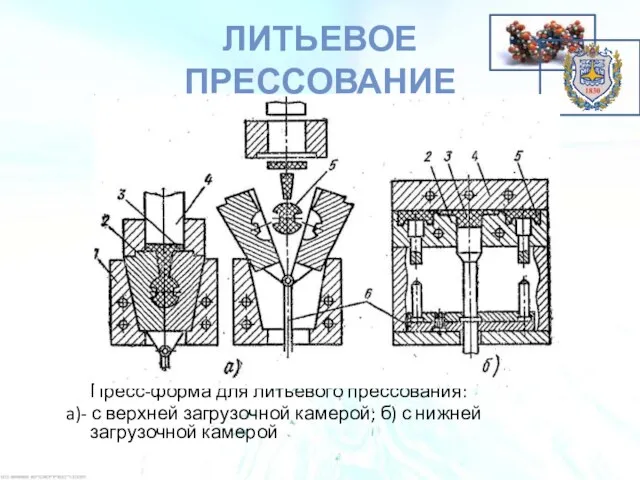
- 32. ЛИТЬЕВОЕ ПРЕССОВАНИЕ Пресс-форма для литьевого прессования: a)- с верхней загрузочной камерой; б) с нижней загрузочной камерой
- 34. Скачать презентацию
Слайд 2ОПРЕДЕЛЕНИЕ
Пластическими массами (пластмассами) называют твердые или упругие материалы, получаемые из полимерных соединений
ОПРЕДЕЛЕНИЕ
Пластическими массами (пластмассами) называют твердые или упругие материалы, получаемые из полимерных соединений
Слайд 3ЦЕННЫЕ СВОЙСТВА
ЦЕННЫЕ СВОЙСТВА

Слайд 4ИЗДЕЛИЯ
ИЗДЕЛИЯ
Слайд 5ИСТОРИЯ ПЛАСТМАСС
ИСТОРИЯ ПЛАСТМАСС

Слайд 7Древесная мука
Бумага
Хлопчатобумажная ткань
Графит
Кварц
Асбест
Древесная мука
Бумага
Хлопчатобумажная ткань
Графит
Кварц
Асбест

Слайд 9В ЗАВИСИМОСТИ ОТ СОСТОЯНИЯ
В ЗАВИСИМОСТИ ОТ СОСТОЯНИЯ
Слайд 10В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ
В ЗАВИСИМОСТИ ОТ НАЗНАЧЕНИЯ
Слайд 11ВИДЫ ПЛАСТМАСС
В зависимости от вида входящих компонентов
ВИДЫ ПЛАСТМАСС
В зависимости от вида входящих компонентов
Слайд 12ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Слайд 15Предварительное дозирование
Весовое
Объемное
Штучное
Предварительное дозирование
Весовое
Объемное
Штучное
Слайд 16ТЕХНОЛОГИЯ ФОРМОВАНИЯ
Литье под давлением
Для термопластичных материалов
Прямое прессование
Для термореактивных материалов
Литьевое прессование
Для термореактивных (термопластичных
ТЕХНОЛОГИЯ ФОРМОВАНИЯ
Литье под давлением
Для термопластичных материалов
Прямое прессование
Для термореактивных материалов
Литьевое прессование
Для термореактивных (термопластичных

Слайд 17ПО ХАРАКТЕРУ ЭКСПЛУАТАЦИИ ФОРМЫ ДЕЛЯТ НА:
ПО ХАРАКТЕРУ ЭКСПЛУАТАЦИИ ФОРМЫ ДЕЛЯТ НА:
Слайд 18КОНСТРУКТИВНАЯ РАЗРАБОТКА ПРЕСС-ФОРМ НАЧИНАЕТСЯ С ОПРЕДЕЛЕНИЯ СЛЕДУЮЩИХ ОСНОВНЫХ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ПРОЕКТИРУЕМОЙ ФОРМЫ:
КОНСТРУКТИВНАЯ РАЗРАБОТКА ПРЕСС-ФОРМ НАЧИНАЕТСЯ С ОПРЕДЕЛЕНИЯ СЛЕДУЮЩИХ ОСНОВНЫХ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ПРОЕКТИРУЕМОЙ ФОРМЫ:
Слайд 19ПЕРЕРАБОТКА
ПЛАСТМАСС В ИЗДЕЛИЯ
Основные способы изготовления изделий (деталей) из пластмасс – литье
ПЕРЕРАБОТКА
ПЛАСТМАСС В ИЗДЕЛИЯ
Основные способы изготовления изделий (деталей) из пластмасс – литье
Слайд 20ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
Используется в массовом производстве деталей простой и сложной конфигурации. Осуществляется
ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
Используется в массовом производстве деталей простой и сложной конфигурации. Осуществляется
Слайд 21ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
Перерабатывают:
ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
Перерабатывают:
Слайд 22ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
Схемы дозирующего
и прессующего устройства литьевых машин – без предварительной
ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
Схемы дозирующего
и прессующего устройства литьевых машин – без предварительной

Слайд 23ЛИТЬЕ ПОД
ДАВЛЕНИЕМ
ЛИТЬЕ ПОД
ДАВЛЕНИЕМ

Слайд 24ПРЯМОЕ
ПРЕССОВАНИЕ
Используют для производства деталей мелких и средних размеров.
Способом прямого прессования могут
ПРЯМОЕ
ПРЕССОВАНИЕ
Используют для производства деталей мелких и средних размеров.
Способом прямого прессования могут
Слайд 25ПРЯМОЕ ПРЕССОВАНИЕ
ПРЯМОЕ ПРЕССОВАНИЕ
Слайд 26ПРЯМОЕ
ПРЕССОВАНИЕ
Пресс-формы для прямого прессования:
а) – съемная; б) – стационарная закрытая; в)
ПРЯМОЕ
ПРЕССОВАНИЕ
Пресс-формы для прямого прессования:
а) – съемная; б) – стационарная закрытая; в)

Слайд 27ПРЯМОЕ
ПРЕССОВАНИЕ
Схема прямого прессования: а) – загрузка пресс-материала; б) – прессование; в)
ПРЯМОЕ
ПРЕССОВАНИЕ
Схема прямого прессования: а) – загрузка пресс-материала; б) – прессование; в)

Слайд 28ПРЯМОЕ
ПРЕССОВАНИЕ
ПРЯМОЕ
ПРЕССОВАНИЕ

Слайд 29ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
При литьевом прессование материал загружается в литьевую камеру предварительно закрытой
ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
При литьевом прессование материал загружается в литьевую камеру предварительно закрытой
Слайд 30ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
+
Возможность изготовления изделий с малопрочной сквозной арматурой, с глубокими отверстиями малого
ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
+
Возможность изготовления изделий с малопрочной сквозной арматурой, с глубокими отверстиями малого
Слайд 31ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
Слайд 32ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
Пресс-форма для литьевого прессования:
a)- с верхней загрузочной камерой; б) с
ЛИТЬЕВОЕ
ПРЕССОВАНИЕ
Пресс-форма для литьевого прессования:
a)- с верхней загрузочной камерой; б) с
 Влияние срочной службы в армии на заработки
Влияние срочной службы в армии на заработки Преподобный Тихон Калужский
Преподобный Тихон Калужский Урок 1. Где и когда ты живешь
Урок 1. Где и когда ты живешь История Великой Отечественной войны в плакатах военного времени
История Великой Отечественной войны в плакатах военного времени Р-даы олданыстаы мырышты-орасынды байыту
Р-даы олданыстаы мырышты-орасынды байыту От инфраструктуры к бизнесу: трансформация сознания Денис Кириенко
От инфраструктуры к бизнесу: трансформация сознания Денис Кириенко Обирай майбутнє без тютюну
Обирай майбутнє без тютюну Личность и ее структура
Личность и ее структура Структура курсовой работы
Структура курсовой работы Когнитивные функции у больных после некардиохирургических вмешательств в условиях общей анестезии: профилактика и коррекция воз
Когнитивные функции у больных после некардиохирургических вмешательств в условиях общей анестезии: профилактика и коррекция воз Продукция Бабушкин квас
Продукция Бабушкин квас Разработка и внедрение инновационных программ в начальной школе МОУ СОШ № 25
Разработка и внедрение инновационных программ в начальной школе МОУ СОШ № 25 Информационная карта как технология описания инновационного опыта
Информационная карта как технология описания инновационного опыта АВТОРСКИЕ ИНСТРУМЕНТАЛЬНЫЕ СРЕДЫ
АВТОРСКИЕ ИНСТРУМЕНТАЛЬНЫЕ СРЕДЫ Англицизмы в русском языке
Англицизмы в русском языке Лекция №6. Түстану
Лекция №6. Түстану Социальная безопасность молодежи
Социальная безопасность молодежи  volejbol
volejbol Формирование универсальных учебных действий в основной школе
Формирование универсальных учебных действий в основной школе Московский авиационный институт. Проектирование специальных авиационных комплексов
Московский авиационный институт. Проектирование специальных авиационных комплексов Dasha Kozlova
Dasha Kozlova СПОРТИВНЫЕ ПРАЗДНИКИ 7«а» КЛАССА
СПОРТИВНЫЕ ПРАЗДНИКИ 7«а» КЛАССА Как изменить фон слайда
Как изменить фон слайда Георгий Алексеевич Скребицкий и Геннадий Яковлевич Снегирев
Георгий Алексеевич Скребицкий и Геннадий Яковлевич Снегирев Презентация на тему 19 февраля День защиты морских млекопитающих
Презентация на тему 19 февраля День защиты морских млекопитающих  Настольный теннис
Настольный теннис ГОУ «Куртамышская кадетская школа-интернат»
ГОУ «Куртамышская кадетская школа-интернат» Организация и выявление фронтальной композициии
Организация и выявление фронтальной композициии