- Поточное производство (Лекция 3,4)

Содержание
- 2. Поточная форма организации технологических процессов Поточная форма организации технологических процессов характеризуется: —специализацией каждого рабочего места на
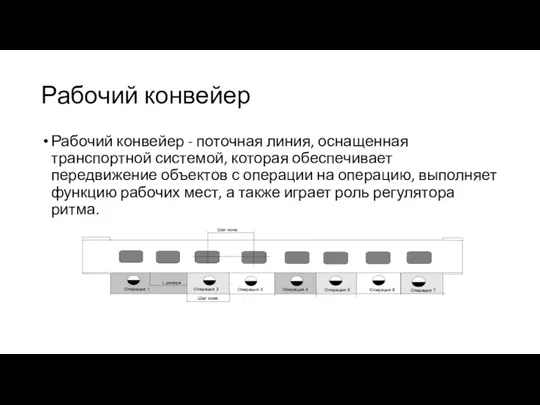
- 3. Рабочий конвейер Рабочий конвейер - поточная линия, оснащенная транспортной системой, которая обеспечивает передвижение объектов с операции
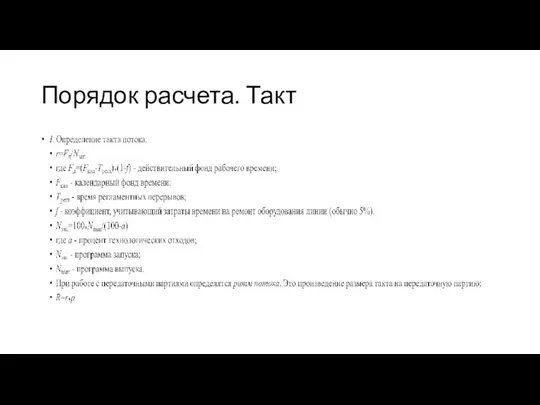
- 4. Порядок расчета. Такт
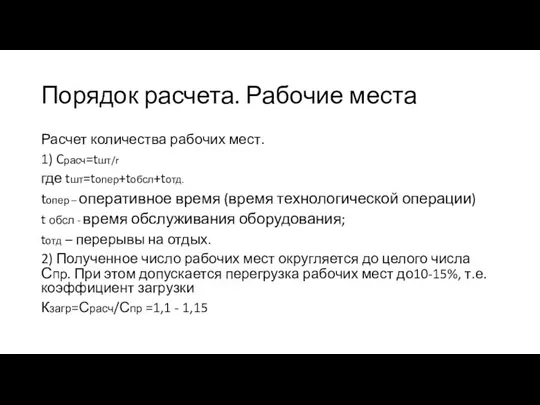
- 5. Порядок расчета. Рабочие места Расчет количества рабочих мест. 1) Cрасч=tшт/r где tшт=tопер+tобсл+tотд. tопер – оперативное время
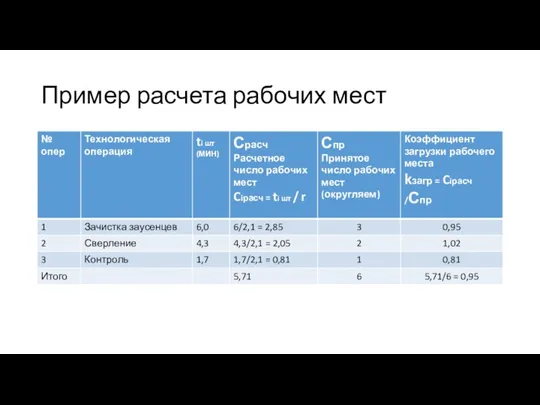
- 6. Пример расчета рабочих мест
- 7. Порядок расчета. Шаг III Шаг конвейера. Предметы на конвейере располагаются равномерно, расстояние между осями симметрии двух
- 8. Порядок расчета. Скорость ленты Скорость движения транспортной ленты. V=l0/r; при работе передаточными партиями: V=l0/(r*p) При непрерывном
- 9. Порядок расчета. Длина конвейера Длина рабочей части конвейера. Рабочая зона или станция - часть длины конвейера,
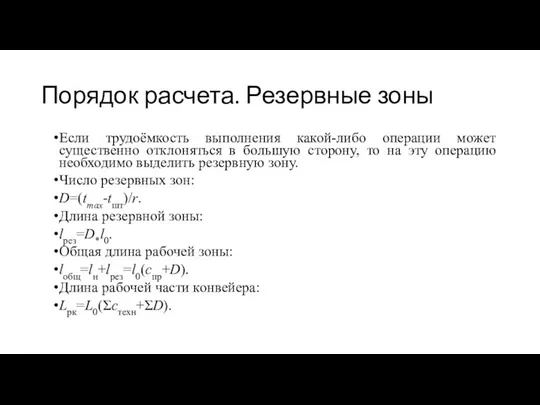
- 10. Порядок расчета. Резервные зоны Если трудоёмкость выполнения какой-либо операции может существенно отклоняться в большую сторону, то
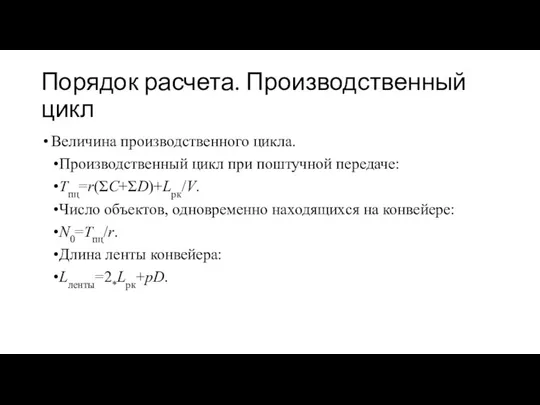
- 11. Порядок расчета. Производственный цикл Величина производственного цикла. Производственный цикл при поштучной передаче: Tпц=r(ΣС+ΣD)+Lрк/V. Число объектов, одновременно
- 12. Расчёт непрерывно-поточной линии с распределительным конвейером Поточная линия с распределительным конвейером характеризуется: 1) наличием на операциях
- 13. Порядок расчёта. Шаг r, R, Сpасч, Сnp, kзагр, V - как при расчёте любого конвейера. Отличие
- 14. Схема распределительного конвейера
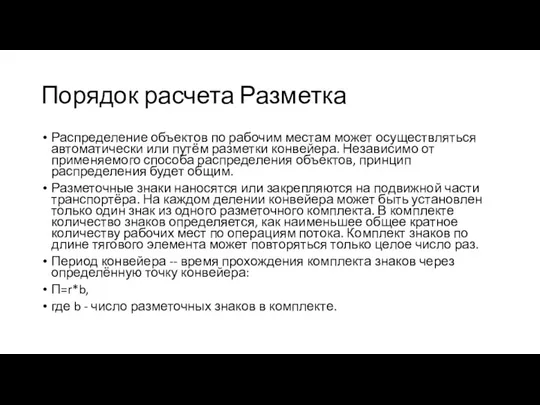
- 15. Порядок расчета Разметка Распределение объектов по рабочим местам может осуществляться автоматически или путём разметки конвейера. Независимо
- 16. Порядок расчета. Определение длины конвейера
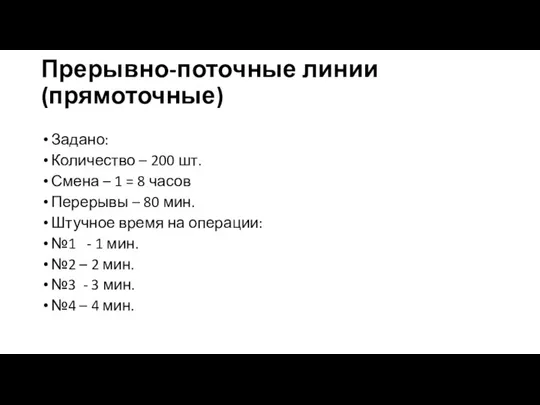
- 17. Прерывно-поточные линии (прямоточные) Задано: Количество – 200 шт. Смена – 1 = 8 часов Перерывы –
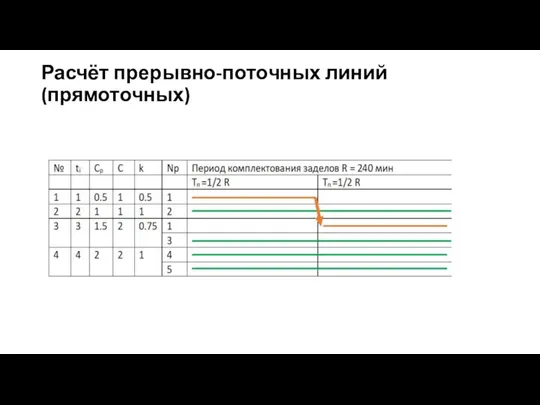
- 18. Расчёт прерывно-поточных линий (прямоточных)
- 19. Расчёт прерывно-поточных линий (прямоточных)
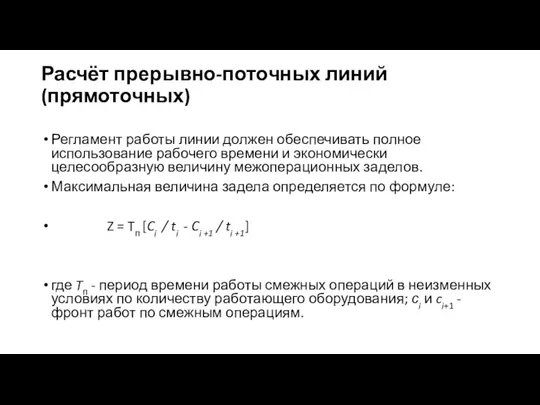
- 20. Расчёт прерывно-поточных линий (прямоточных) Регламент работы линии должен обеспечивать полное использование рабочего времени и экономически целесообразную
- 22. Скачать презентацию
Слайд 2Поточная форма организации технологических процессов
Поточная форма организации технологических процессов характеризуется:
—специализацией каждого
Поточная форма организации технологических процессов
Поточная форма организации технологических процессов характеризуется:
—специализацией каждого
Слайд 3Рабочий конвейер
Рабочий конвейер - поточная линия, оснащенная транспортной системой, которая обеспечивает передвижение
Рабочий конвейер
Рабочий конвейер - поточная линия, оснащенная транспортной системой, которая обеспечивает передвижение
Слайд 4Порядок расчета. Такт
Порядок расчета. Такт
Слайд 5Порядок расчета. Рабочие места
Расчет количества рабочих мест.
1) Cрасч=tшт/r
где tшт=tопер+tобсл+tотд.
tопер – оперативное время
Порядок расчета. Рабочие места
Расчет количества рабочих мест.
1) Cрасч=tшт/r
где tшт=tопер+tобсл+tотд.
tопер – оперативное время
Слайд 6Пример расчета рабочих мест
Пример расчета рабочих мест
Слайд 7Порядок расчета. Шаг
III Шаг конвейера.
Предметы на конвейере располагаются равномерно, расстояние между осями
Порядок расчета. Шаг
III Шаг конвейера.
Предметы на конвейере располагаются равномерно, расстояние между осями
Слайд 8Порядок расчета. Скорость ленты
Скорость движения транспортной ленты.
V=l0/r;
при работе передаточными партиями:
V=l0/(r*p)
При непрерывном движении
Порядок расчета. Скорость ленты
Скорость движения транспортной ленты.
V=l0/r;
при работе передаточными партиями:
V=l0/(r*p)
При непрерывном движении
Слайд 9Порядок расчета. Длина конвейера
Длина рабочей части конвейера.
Рабочая зона или станция - часть
Порядок расчета. Длина конвейера
Длина рабочей части конвейера.
Рабочая зона или станция - часть
Слайд 10Порядок расчета. Резервные зоны
Если трудоёмкость выполнения какой-либо операции может существенно отклоняться в
Порядок расчета. Резервные зоны
Если трудоёмкость выполнения какой-либо операции может существенно отклоняться в
Слайд 11Порядок расчета. Производственный цикл
Величина производственного цикла.
Производственный цикл при поштучной передаче:
Tпц=r(ΣС+ΣD)+Lрк/V.
Число объектов, одновременно
Порядок расчета. Производственный цикл
Величина производственного цикла.
Производственный цикл при поштучной передаче:
Tпц=r(ΣС+ΣD)+Lрк/V.
Число объектов, одновременно
Слайд 12Расчёт непрерывно-поточной линии с распределительным конвейером
Поточная линия с распределительным конвейером характеризуется:
1) наличием
Расчёт непрерывно-поточной линии с распределительным конвейером
Поточная линия с распределительным конвейером характеризуется:
1) наличием
Слайд 13Порядок расчёта. Шаг
r, R, Сpасч, Сnp, kзагр, V - как при расчёте
Порядок расчёта. Шаг
r, R, Сpасч, Сnp, kзагр, V - как при расчёте
Слайд 14Схема распределительного конвейера
Схема распределительного конвейера

Слайд 15Порядок расчета Разметка
Распределение объектов по рабочим местам может осуществляться автоматически или путём
Порядок расчета Разметка
Распределение объектов по рабочим местам может осуществляться автоматически или путём
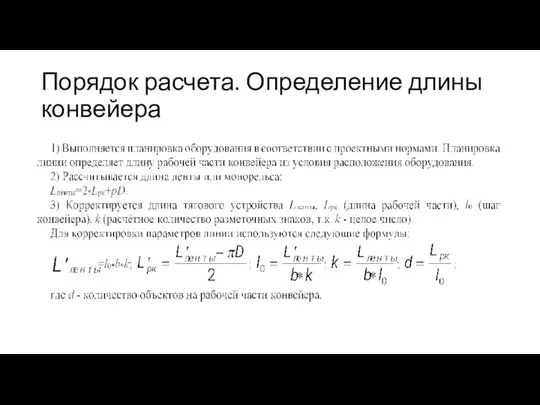
Слайд 16Порядок расчета. Определение длины конвейера
Порядок расчета. Определение длины конвейера
Слайд 17Прерывно-поточные линии (прямоточные)
Задано:
Количество – 200 шт.
Смена – 1 = 8 часов
Перерывы –
Прерывно-поточные линии (прямоточные)
Задано:
Количество – 200 шт.
Смена – 1 = 8 часов
Перерывы –
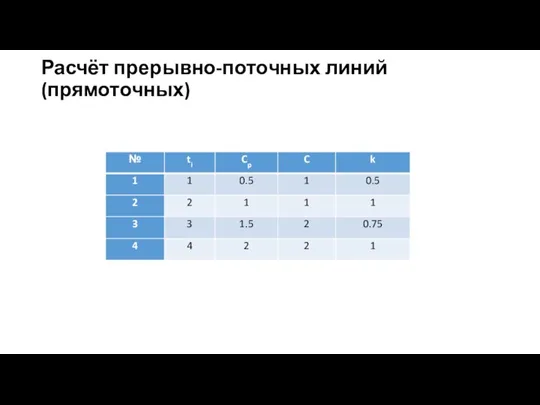
Слайд 18Расчёт прерывно-поточных линий (прямоточных)
Расчёт прерывно-поточных линий (прямоточных)
Слайд 19Расчёт прерывно-поточных линий (прямоточных)
Расчёт прерывно-поточных линий (прямоточных)
Слайд 20Расчёт прерывно-поточных линий (прямоточных)
Регламент работы линии должен обеспечивать полное использование рабочего времени
Расчёт прерывно-поточных линий (прямоточных)
Регламент работы линии должен обеспечивать полное использование рабочего времени
 Балтийцы в сражении за Кингисеппский район К 60-летию разгрома немецко-фашистских войск под Ленинградом, освобождения от оккупации
Балтийцы в сражении за Кингисеппский район К 60-летию разгрома немецко-фашистских войск под Ленинградом, освобождения от оккупации Реки и озёра Восточной Сибири (Задания)
Реки и озёра Восточной Сибири (Задания) Казочка про фею Теплинку
Казочка про фею Теплинку 2МАРТА2008
2МАРТА2008 Презентация на тему Блудный сын
Презентация на тему Блудный сын «Испокон века книга растит человека» Родительское собрание в начальной школе (проект)
«Испокон века книга растит человека» Родительское собрание в начальной школе (проект) Как помогать ребенку готовиться к ЕГЭ
Как помогать ребенку готовиться к ЕГЭ Мы живем в Российском государстве
Мы живем в Российском государстве Актуальные проблемы в сфере образования детей раннего возраста
Актуальные проблемы в сфере образования детей раннего возраста Образование
Образование Orléans
Orléans Презентация на тему Альбрехт Дюрер
Презентация на тему Альбрехт Дюрер  Урок по окружающему миру во 2 классе
Урок по окружающему миру во 2 классе Презентация на тему Первая помощь утопающему
Презентация на тему Первая помощь утопающему Решение задач по теме «Пропорциональная зависимость»
Решение задач по теме «Пропорциональная зависимость» Основы уголовного права
Основы уголовного права Мастер-класс Учитель: Джеманкулова Э.А
Мастер-класс Учитель: Джеманкулова Э.А Основные принципы урока
Основные принципы урока П а с х а
П а с х а Презентация на тему Россия в начале 20 в
Презентация на тему Россия в начале 20 в  РАЗМЕЩЕНИЕ ЭЛЕМЕНТОВ СИСТЕМ ВОДЯНОГО ОТОПЛЕНИЯ В ЗДАНИЯХ
РАЗМЕЩЕНИЕ ЭЛЕМЕНТОВ СИСТЕМ ВОДЯНОГО ОТОПЛЕНИЯ В ЗДАНИЯХ Ботанический памятник природы, п. Старопышминск
Ботанический памятник природы, п. Старопышминск Флаг России- судьба России!
Флаг России- судьба России! Математическая рулетка
Математическая рулетка Презентация на тему Правописание личных окончаний глаголов
Презентация на тему Правописание личных окончаний глаголов  Презентация на тему Структуры данных: деревья, сети, графы, таблицы
Презентация на тему Структуры данных: деревья, сети, графы, таблицы «У Природы нет плохой погоды»
«У Природы нет плохой погоды» Е. ЕвстигнеевНАЛОГОВЫЙ МЕНЕДЖМЕНТ КАК СЛОЖНАЯ СИСТЕМА
Е. ЕвстигнеевНАЛОГОВЫЙ МЕНЕДЖМЕНТ КАК СЛОЖНАЯ СИСТЕМА