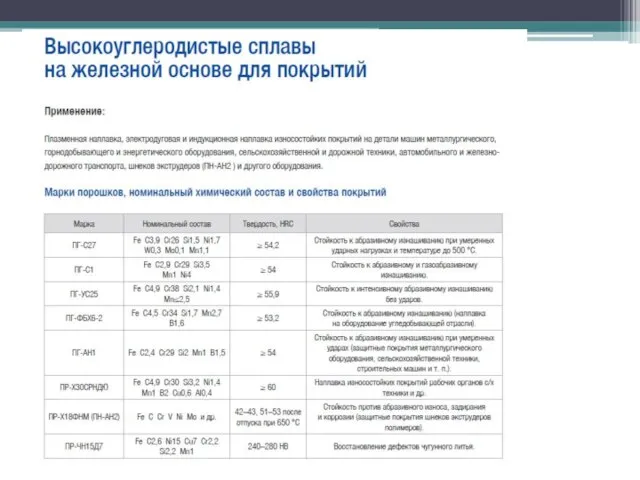
- Повышение твердости покрытий, получаемых наплавкой под слоем флюса

Содержание
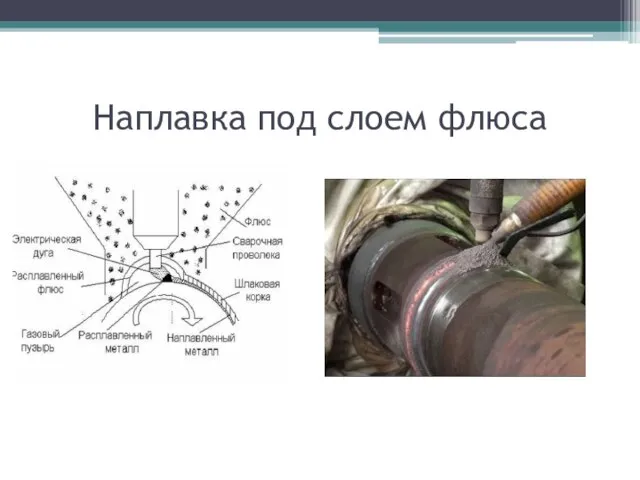
- 2. Наплавка под слоем флюса
- 3. Особенности наплавки под слоем флюса Преимущества: высокая производительность труда; невысокая сложность процесса. наплавка под слоем флюса
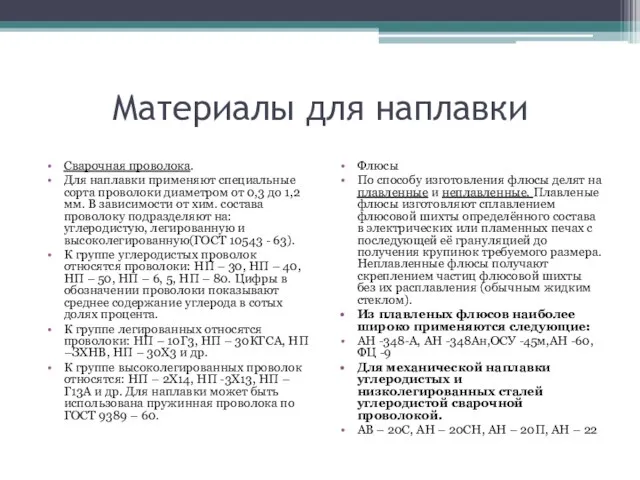
- 4. Материалы для наплавки Сварочная проволока. Для наплавки применяют специальные сорта проволоки диаметром от 0,3 до 1,2
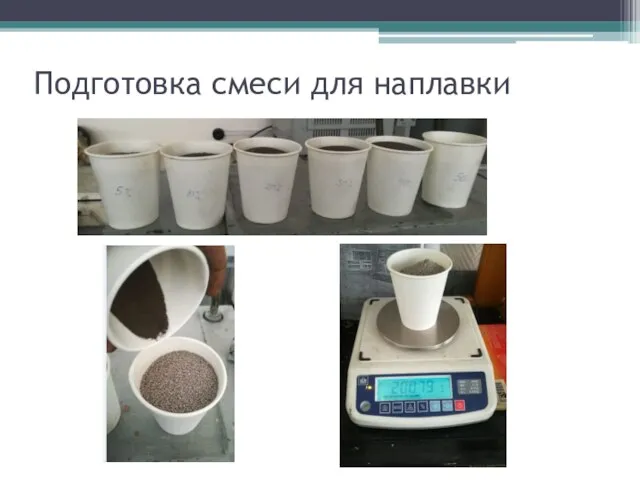
- 6. Подготовка смеси для наплавки
- 7. Подготовка образца для измерения твердости
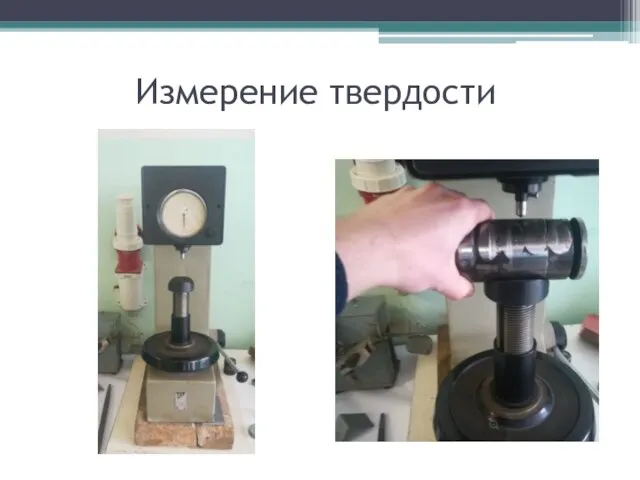
- 8. Измерение твердости
- 9. Графики изменения среднего значения твердости и среднего квадратического отклонения в зависимости от состава смеси порошка ПГ-С27
- 11. Скачать презентацию
Слайд 3Особенности наплавки под слоем флюса
Преимущества:
высокая производительность труда;
невысокая сложность процесса.
наплавка под слоем флюса
Особенности наплавки под слоем флюса
Преимущества:
высокая производительность труда;
невысокая сложность процесса.
наплавка под слоем флюса
Слайд 4Материалы для наплавки
Сварочная проволока.
Для наплавки применяют специальные сорта проволоки диаметром от
Материалы для наплавки
Сварочная проволока.
Для наплавки применяют специальные сорта проволоки диаметром от
Слайд 6Подготовка смеси для наплавки
Подготовка смеси для наплавки
Слайд 7Подготовка образца для измерения твердости
Подготовка образца для измерения твердости

Слайд 8Измерение твердости
Измерение твердости
Слайд 9Графики изменения среднего значения твердости и среднего квадратического отклонения в зависимости от
Графики изменения среднего значения твердости и среднего квадратического отклонения в зависимости от

 Воспитательная система «Супер десятка»МОУ «Москвинская средняя общеобразовательная школа»Классный руководитель 5 класса Тер
Воспитательная система «Супер десятка»МОУ «Москвинская средняя общеобразовательная школа»Классный руководитель 5 класса Тер Приёмы здоровьесберегающих технологий в начальной школе
Приёмы здоровьесберегающих технологий в начальной школе Презентация на тему Отдел Моховидные
Презентация на тему Отдел Моховидные Приготовление и оформление блюд из варёных овощей
Приготовление и оформление блюд из варёных овощей Дизайн
Дизайн Запоминающие устройства ПК. Вопросы: Регистровая память. Кэш-память. Основная память. Статическая и динамическая оперативная пам
Запоминающие устройства ПК. Вопросы: Регистровая память. Кэш-память. Основная память. Статическая и динамическая оперативная пам Методы дизайн-проектирования. Бионический
Методы дизайн-проектирования. Бионический « Уникальные уголки природы нашего района - родина великихлюдей »Номинация «Летопись родного края»
« Уникальные уголки природы нашего района - родина великихлюдей »Номинация «Летопись родного края»  Гимнастика
Гимнастика «Преступление и наказание»Ф.М. Достоевскогов экранизациях, театральных постановках.Герои романа.
«Преступление и наказание»Ф.М. Достоевскогов экранизациях, театральных постановках.Герои романа. Компьютерная графика
Компьютерная графика СЧИТАЙТЕСАМИ:эффективная проверка видео с участковых веб-камерhttp://считайтесами.рфhttp://
СЧИТАЙТЕСАМИ:эффективная проверка видео с участковых веб-камерhttp://считайтесами.рфhttp:// a
a ТЕМПЕРАТУРА ВОЗДУХА
ТЕМПЕРАТУРА ВОЗДУХА Повесть А.И.Куприна "Олеся"
Повесть А.И.Куприна "Олеся" Управление визуального мерчендайзинга. Форма для фотоочета
Управление визуального мерчендайзинга. Форма для фотоочета Рождественский стол
Рождественский стол Политические решения
Политические решения Металлы побочных подгрупп Марганец Хром
Металлы побочных подгрупп Марганец Хром Реализация интеллектуально –творческого потенциала одаренных детей среднего звена школы
Реализация интеллектуально –творческого потенциала одаренных детей среднего звена школы Предмет астрономии
Предмет астрономии Презентация на тему Внешняя политика Ивана Грозного
Презентация на тему Внешняя политика Ивана Грозного  Школа активного гражданина. Активный гражданин: мои поступки - моя ответственность
Школа активного гражданина. Активный гражданин: мои поступки - моя ответственность Туризм в России: каталог святынь Красногвардейского района Белгородской области
Туризм в России: каталог святынь Красногвардейского района Белгородской области Цивилизация и общество
Цивилизация и общество Психологическое сопровождение учащихся лицея с разными видами одаренности
Психологическое сопровождение учащихся лицея с разными видами одаренности Восточные славяне и их соседи
Восточные славяне и их соседи  ЭКВАТОРИАЛЬНЫЕ ЛЕСА
ЭКВАТОРИАЛЬНЫЕ ЛЕСА