- Проектирование печатных плат

Содержание
- 2. 4.1.3 ТОПОЛОГИЧЕСКИЕ НОРМЫ ПРОЕКТИРОВАНИЯ ПЕЧАТНЫХ ПЛАТ С МОНТАЖОМ НА ПОВЕРХНОСТЬ 4.1.3.1. Проектирование контактных площадок, печатных проводников
- 3. 4.1.3.1. Проектирование контактных площадок, печатных проводников Одним из основных моментов при разработке топологии является проектирование контактных
- 4. Комитеты по стандартизации IPC - Institute for Interconnecting and Packaging Electronic Circuits - Институт печатного монтажа
- 5. О стандартах IPC IPC (The Institute for Interconnecting and Packaging Electronic Circuits) – международная ассоциация производителей
- 6. Карта выбора стандартов IPC
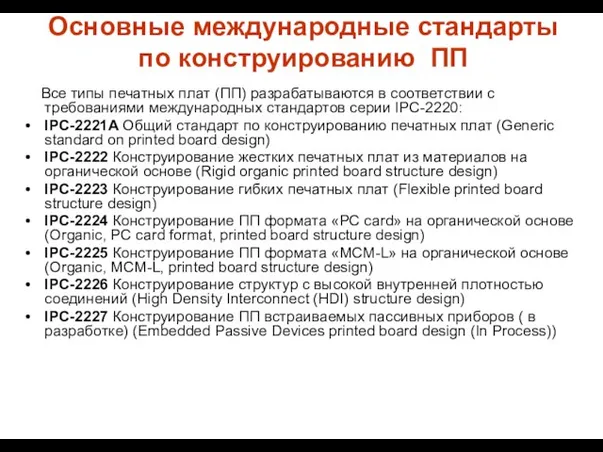
- 7. Основные международные стандарты по конструированию ПП Все типы печатных плат (ПП) разрабатываются в соответствии с требованиями
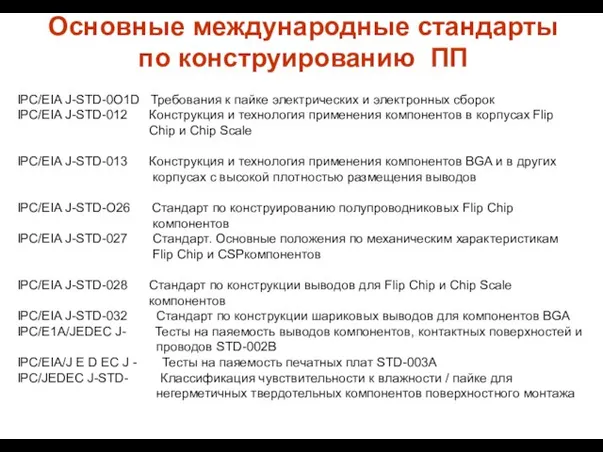
- 8. Основные международные стандарты по конструированию ПП IPC/EIA J-STD-0O1D Требования к пайке электрических и электронных сборок IPC/EIA
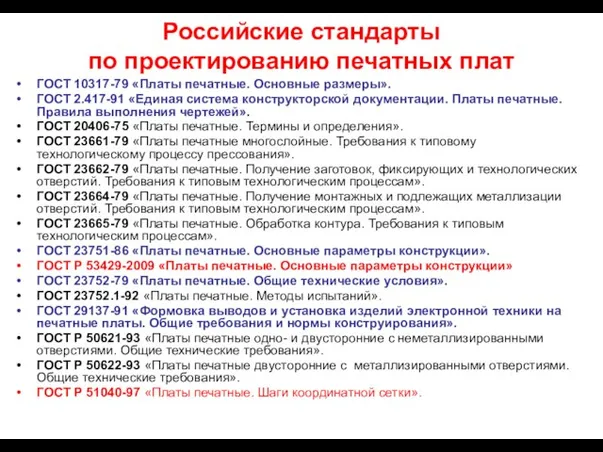
- 9. Российские стандарты по проектированию печатных плат ГОСТ 10317-79 «Платы печатные. Основные размеры». ГОСТ 2.417-91 «Единая система
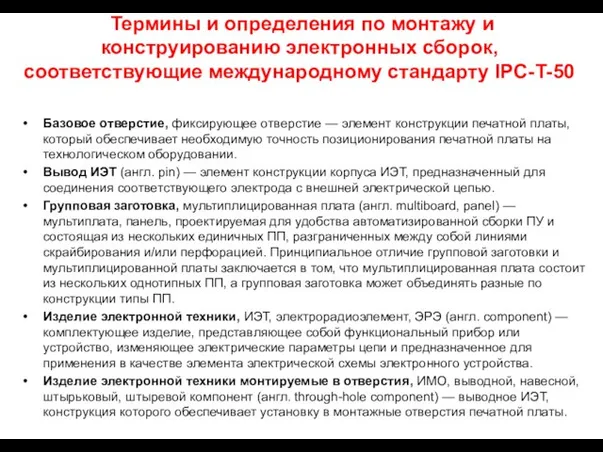
- 10. Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному стандарту IPC-T-50 Базовое отверстие, фиксирующее
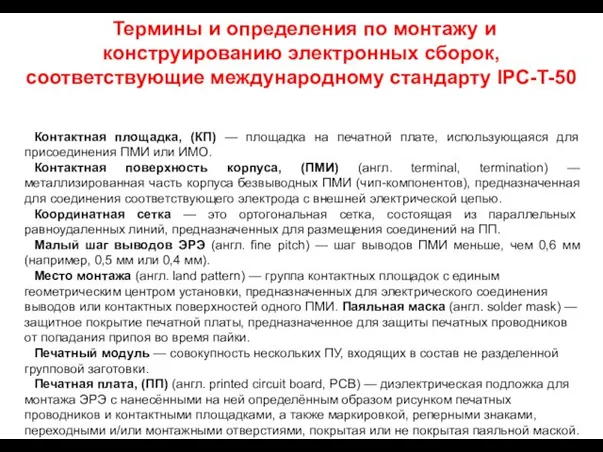
- 11. Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному стандарту IPC-T-50 Контактная площадка, (КП)
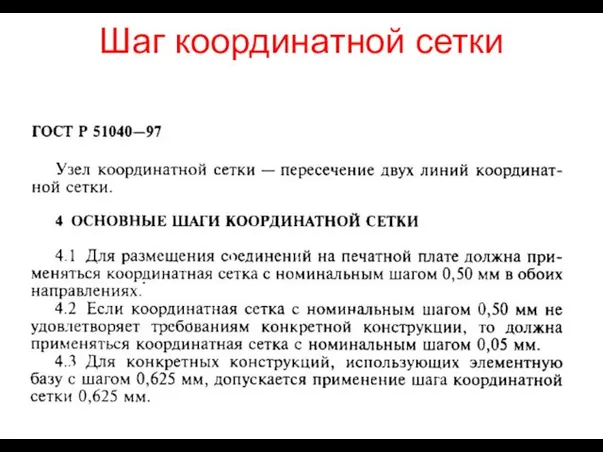
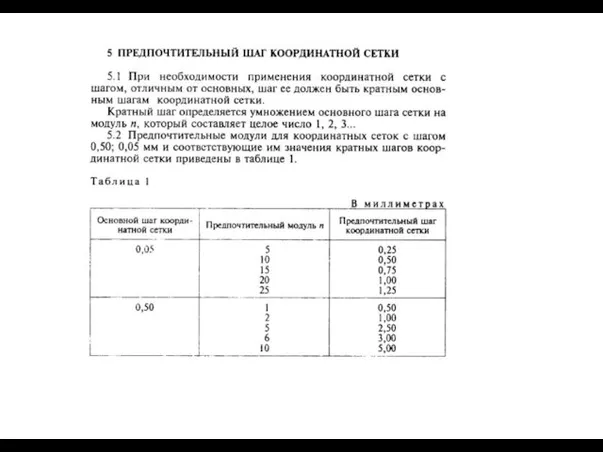
- 12. Шаг координатной сетки
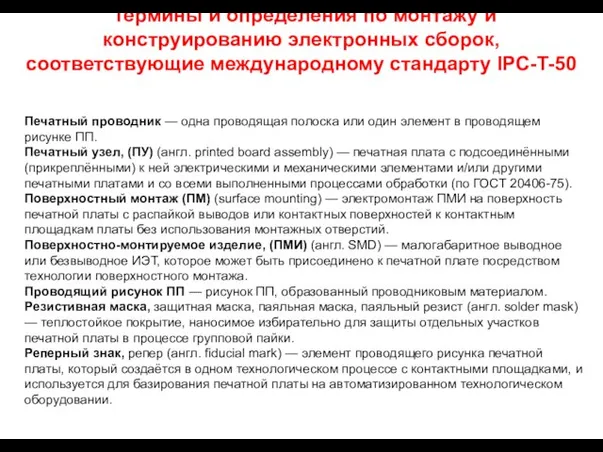
- 14. Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному стандарту IPC-T-50 Печатный проводник —
- 15. Конструирование ПП выполняется в соответствии с требованиями, предъявляемыми к конечному изделию — прибору, и условно делится
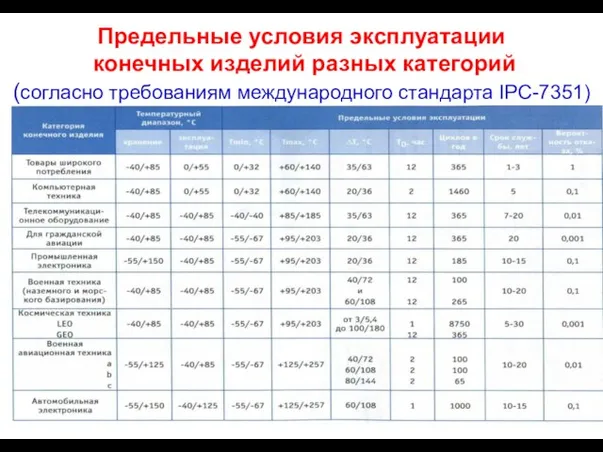
- 16. Предельные условия эксплуатации конечных изделий разных категорий (согласно требованиям международного стандарта IPC-7351)
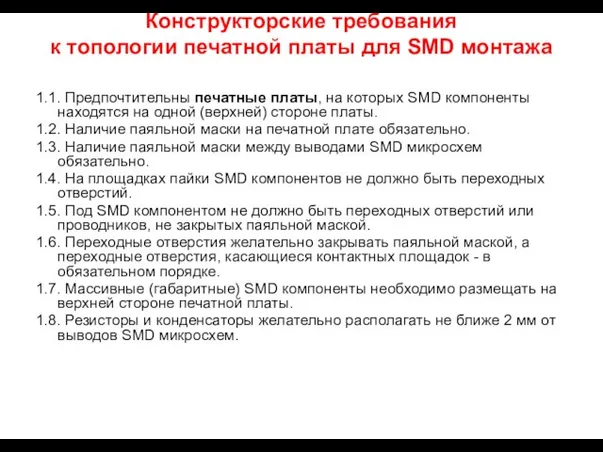
- 17. Конструкторские требования к топологии печатной платы для SMD монтажа 1.1. Предпочтительны печатные платы, на которых SMD
- 18. 1.9. Все перемычки между ножками SMD микросхемы должны находиться вне места пайки: 1.10. Площадки SMD компонентов,
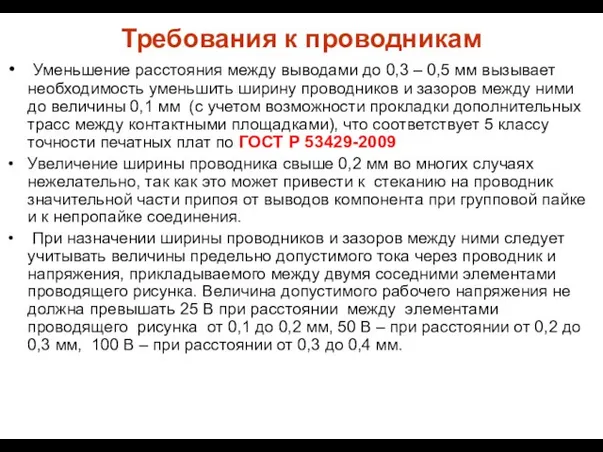
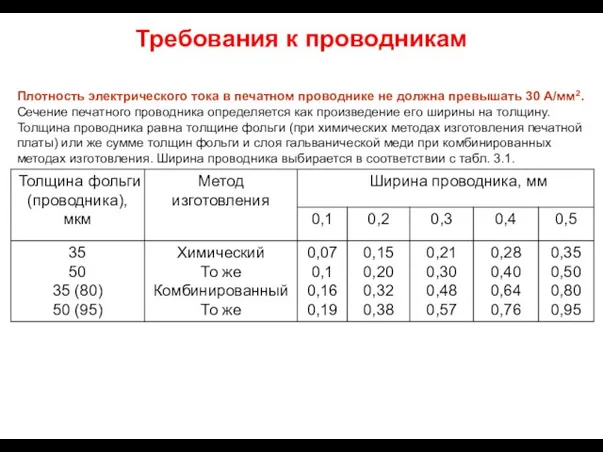
- 19. Требования к проводникам Уменьшение расстояния между выводами до 0,3 – 0,5 мм вызывает необходимость уменьшить ширину
- 20. Плотность электрического тока в печатном проводнике не должна превышать 30 А/мм2. Сечение печатного проводника определяется как
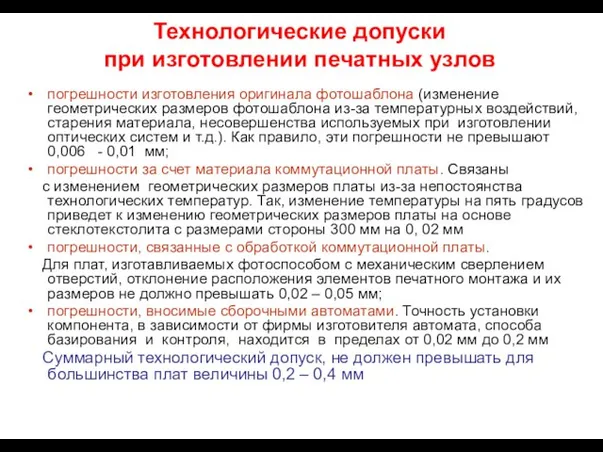
- 21. Технологические допуски при изготовлении печатных узлов погрешности изготовления оригинала фотошаблона (изменение геометрических размеров фотошаблона из-за температурных
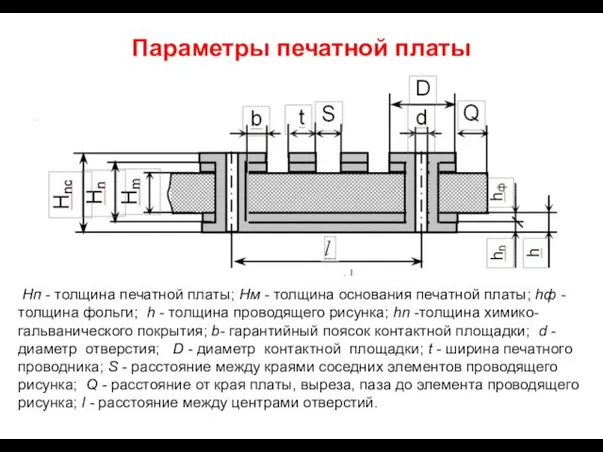
- 22. Параметры печатной платы . Нп - толщина печатной платы; Нм - толщина основания печатной платы; hф
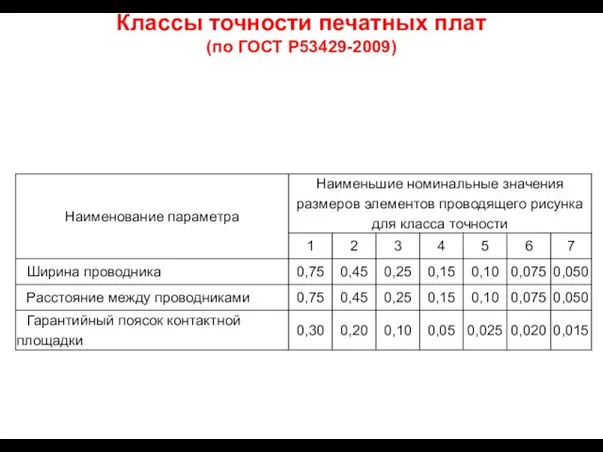
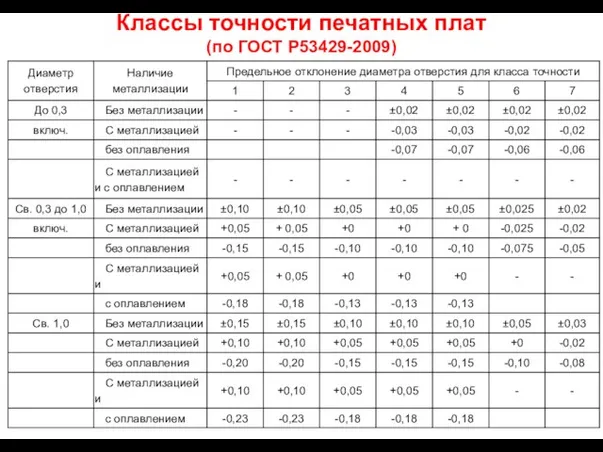
- 23. Классы точности печатных плат (по ГОСТ Р53429-2009)
- 24. Классы точности печатных плат (по ГОСТ Р53429-2009)
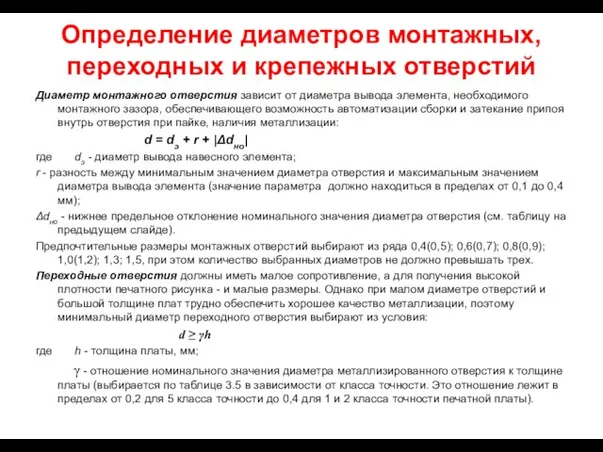
- 25. Определение диаметров монтажных, переходных и крепежных отверстий Диаметр монтажного отверстия зависит от диаметра вывода элемента, необходимого
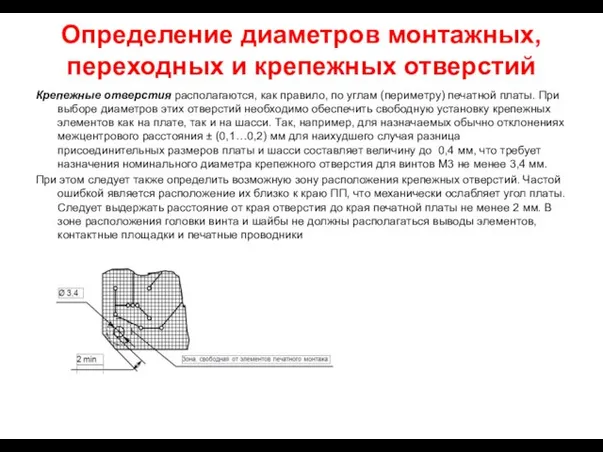
- 26. Определение диаметров монтажных, переходных и крепежных отверстий Крепежные отверстия располагаются, как правило, по углам (периметру) печатной
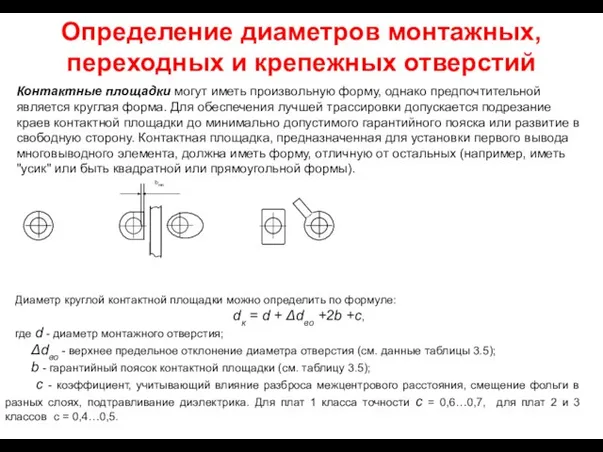
- 27. Определение диаметров монтажных, переходных и крепежных отверстий Контактные площадки могут иметь произвольную форму, однако предпочтительной является
- 28. Классы точности печатных плат
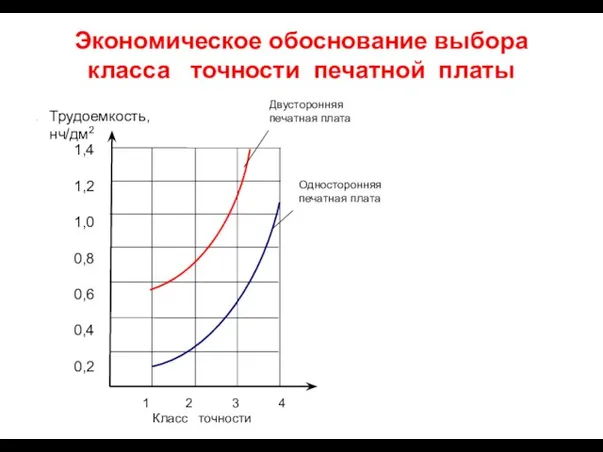
- 29. Экономическое обоснование выбора класса точности печатной платы .
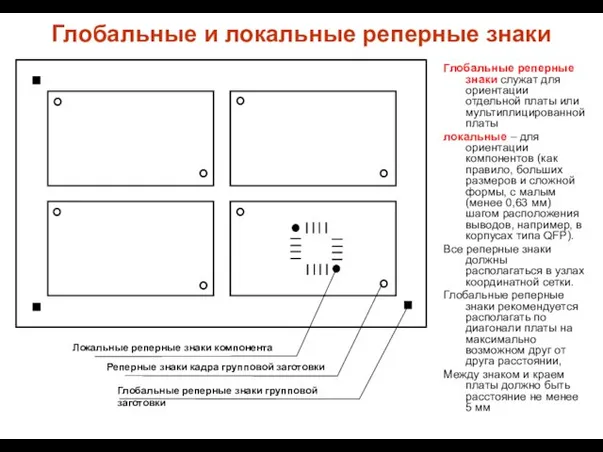
- 30. Глобальные и локальные реперные знаки Глобальные реперные знаки служат для ориентации отдельной платы или мультиплицированной платы
- 31. Расположение глобальных и локальных реперных знаков
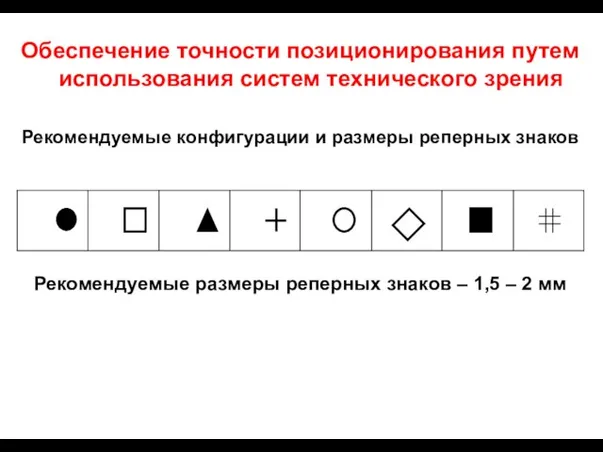
- 32. Обеспечение точности позиционирования путем использования систем технического зрения Рекомендуемые конфигурации и размеры реперных знаков Рекомендуемые размеры
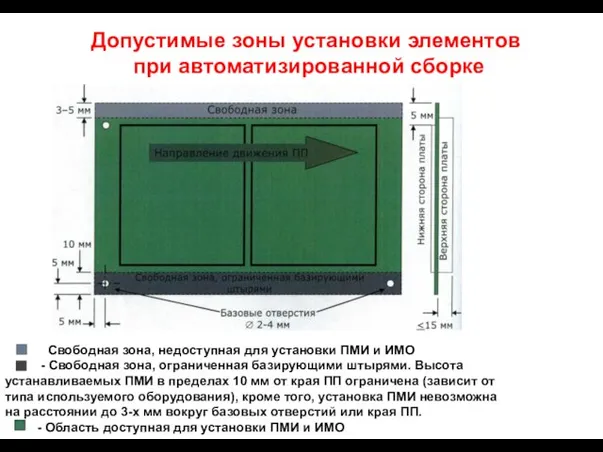
- 33. Допустимые зоны установки элементов при автоматизированной сборке Свободная зона, недоступная для установки ПМИ и ИМО -
- 34. Расположение реперных знаков
- 35. Отбраковочные маркеры При проектировании мультиплицированных плат следует предусматривать отбраковочные маркеры на каждом из ПУ для автоматического
- 36. Расположение печатной платы на паллете Конструкция системы фиксации по базовым отверстиям Пример с системой фиксации печатной
- 37. Типичные размеры краевых полей на ПП
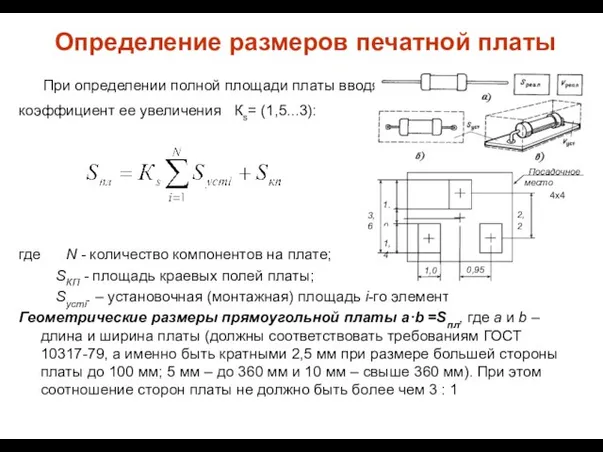
- 38. Определение размеров печатной платы При определении полной площади платы вводят коэффициент ее увеличения Кs= (1,5...3): где
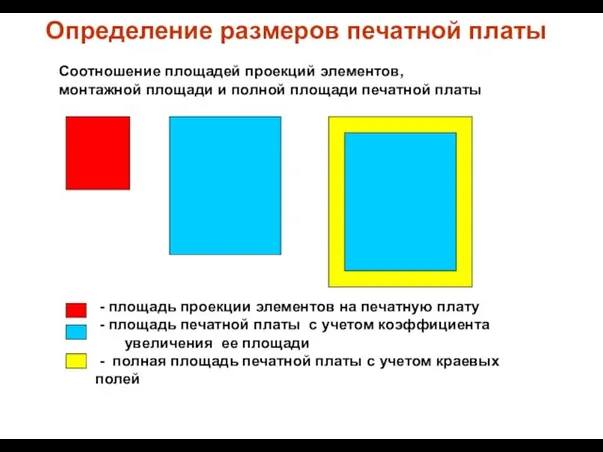
- 39. Определение размеров печатной платы Соотношение площадей проекций элементов, монтажной площади и полной площади печатной платы -
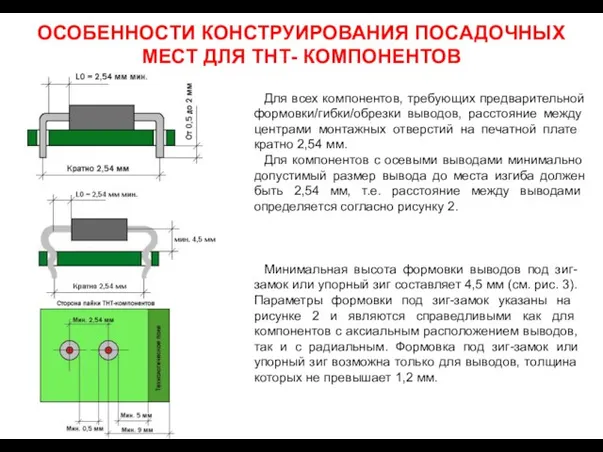
- 40. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ПОСАДОЧНЫХ МЕСТ ДЛЯ ТНТ- КОМПОНЕНТОВ Для всех компонентов, требующих предварительной формовки/гибки/обрезки выводов, расстояние между
- 41. Выбор варианта установки компонентов, монтируемых в отверстия В зависимости от условий эксплуатации, метода изготовления печатной платы,
- 42. Варианты установки навесных элементов в соответствии с ОСТ 4.010.030-81 (см. Горобец А.И. Справочник по конструированию РЭА
- 43. Варианты установки навесных элементов в соответствии с ОСТ 4.010.030-81
- 44. Выводы элементов должны располагаться в узлах координатной сетки
- 45. Расположение посадочных мест КМП
- 46. Размеры печатных плат Габаритные размеры ПП определяются в соответствии с ГОСТ I03I7-79 при максимальном соотношении сторон
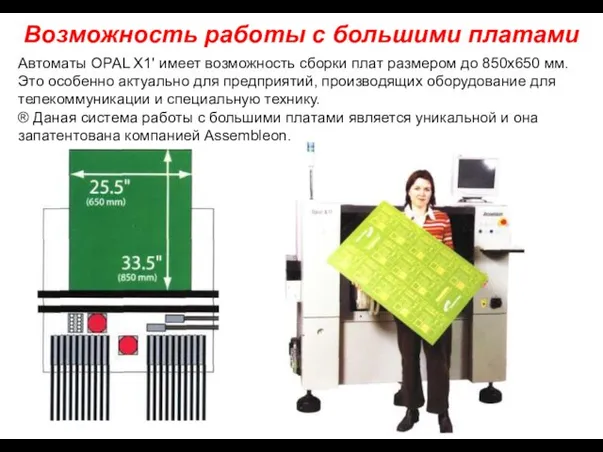
- 47. Возможность работы с большими платами Автоматы OPAL X1' имеет возможность сборки плат размером до 850x650 мм.
- 48. Размеры печатных плат по ОСТ 4.010.020-83 (фрагмент)
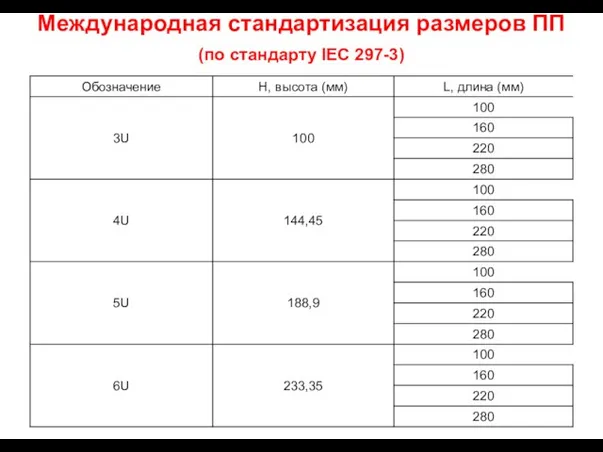
- 49. Международная стандартизация размеров ПП (по стандарту IEC 297-3)
- 50. Особенности проектирования контактных площадок Возможные смещения компонентов при монтаже и рекомендуемое расположение контактных площадок е) а)
- 51. Примеры возникающих дефектов при неправильном проектировании контактных площадок
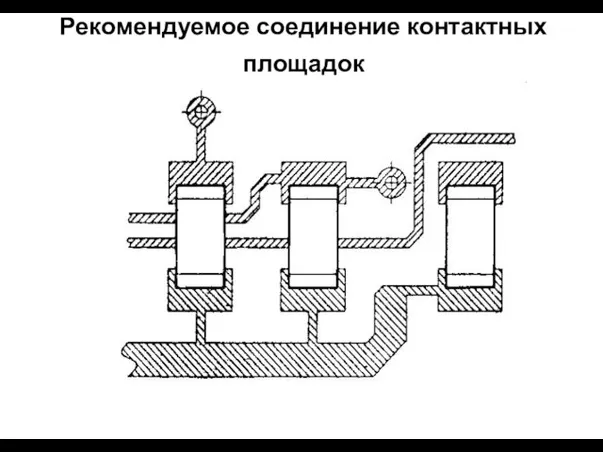
- 52. Рекомендуемое соединение контактных площадок
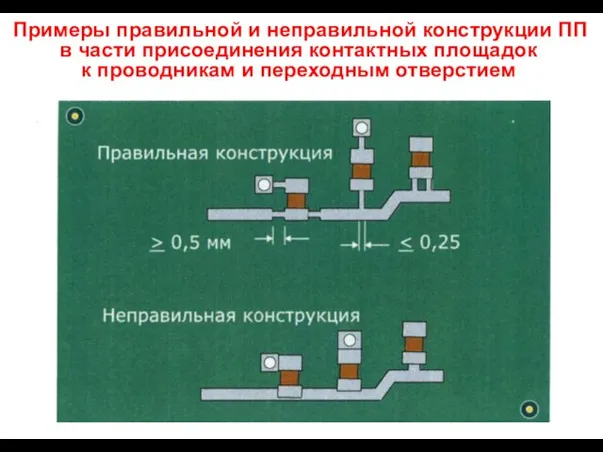
- 53. Примеры правильной и неправильной конструкции ПП в части присоединения контактных площадок к проводникам и переходным отверстием
- 54. Основные габаритные размеры чип-компонента (а) и разметка посадочного места (б) а) б)
- 55. Размеры контактной площадки, определяемые требованиями качественной пайки
- 56. Размеры знакомест для типичных корпусов КМП l
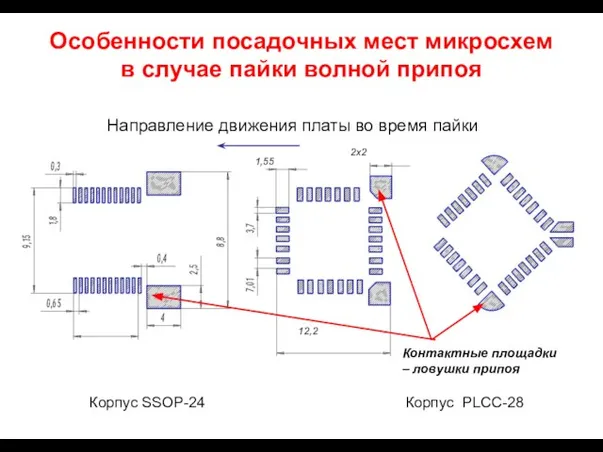
- 57. Особенности посадочных мест микросхем в случае пайки волной припоя
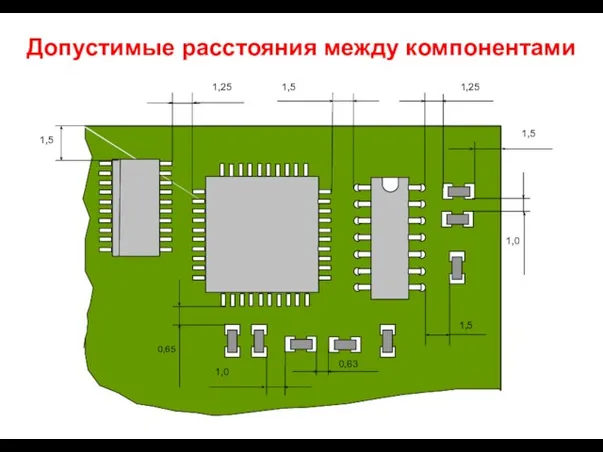
- 58. Допустимые расстояния между компонентами 0,63 1,5
- 59. Допустимые расстояния между компонентами .
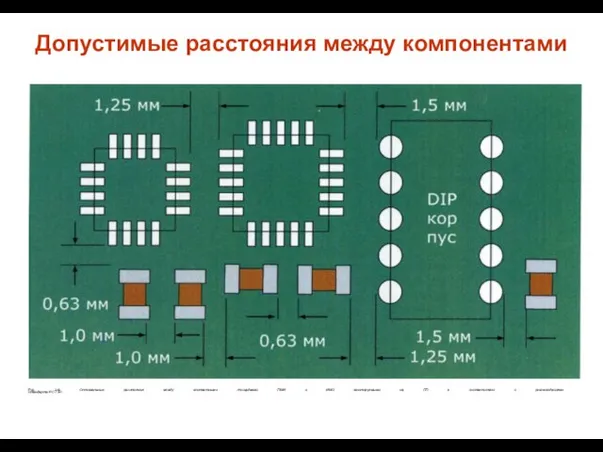
- 60. Допустимые расстояния между компонентами
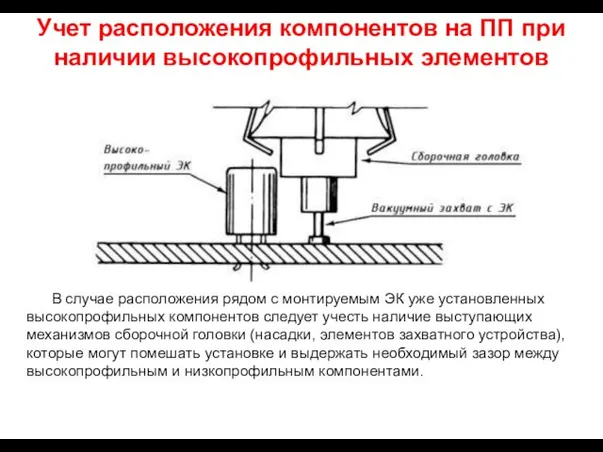
- 61. Учет расположения компонентов на ПП при наличии высокопрофильных элементов В случае расположения рядом с монтируемым ЭК
- 62. Рекомендации по расположению компонентов на плате .
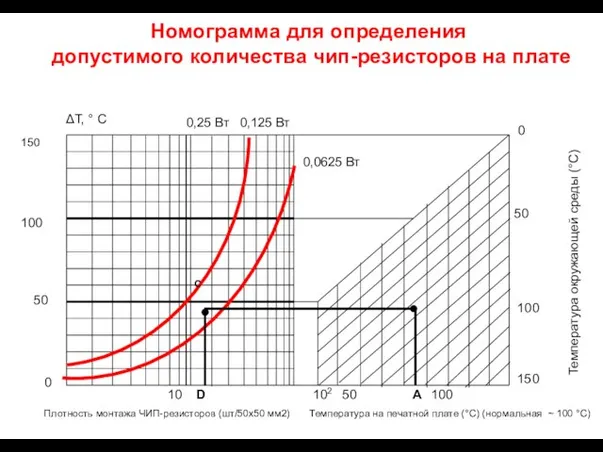
- 63. Номограмма для определения допустимого количества чип-резисторов на плате Плотность монтажа ЧИП-резисторов (шт/50х50 мм2) Температура на печатной
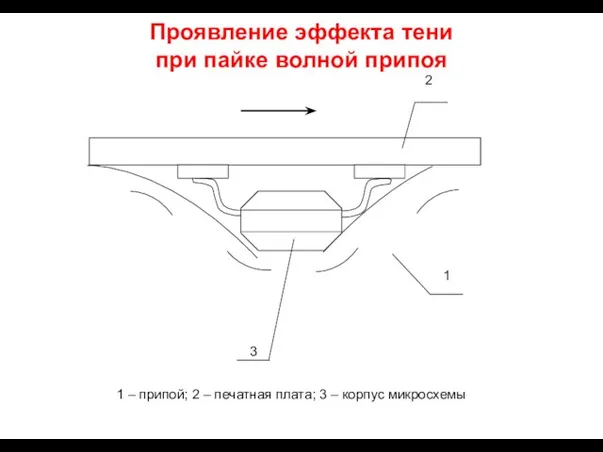
- 64. Проявление эффекта тени при пайке волной припоя 1 – припой; 2 – печатная плата; 3 –
- 65. Рекомендуемая ориентация КМП на плате при пайке волной припоя 1 2 3 4 1- корпус типа
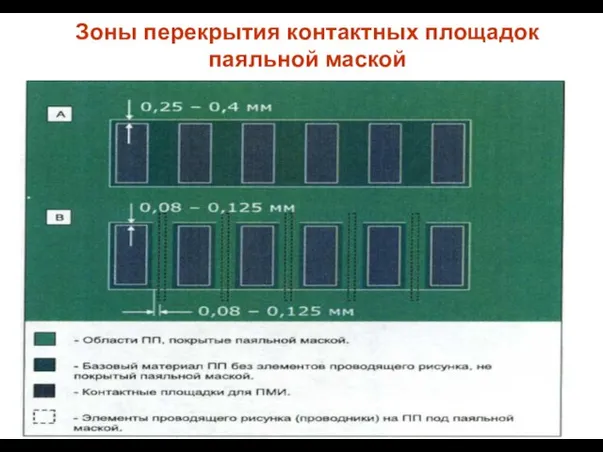
- 66. Зоны перекрытия контактных площадок паяльной маской .
- 67. Маркировка ПП и групповых заготовок Маркировка ПП и групповых заготовок производится с целью их последующей автоматической
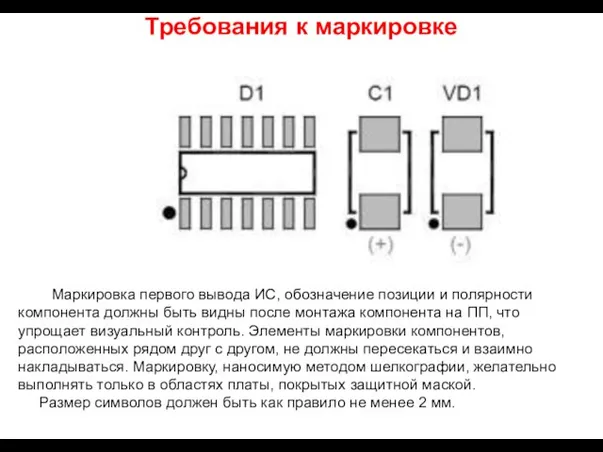
- 68. Требования к маркировке Маркировка первого вывода ИС, обозначение позиции и полярности компонента должны быть видны после
- 69. Элементы тест-котроля При изготовлении радиоэлектронных узлов проверка их функционирования может производиться путем тестирования в отдельных точках
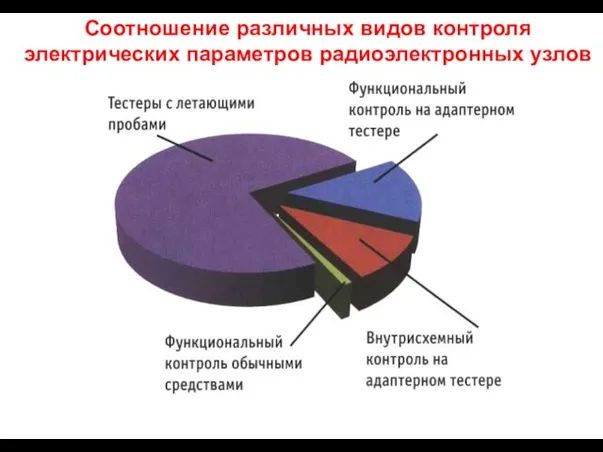
- 70. Соотношение различных видов контроля электрических параметров радиоэлектронных узлов
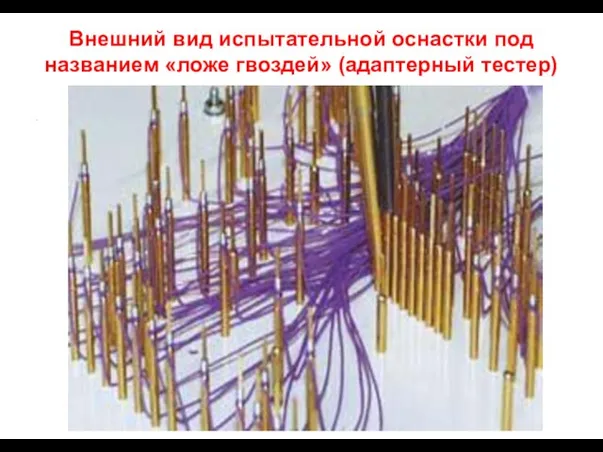
- 71. Внешний вид испытательной оснастки под названием «ложе гвоздей» (адаптерный тестер) .
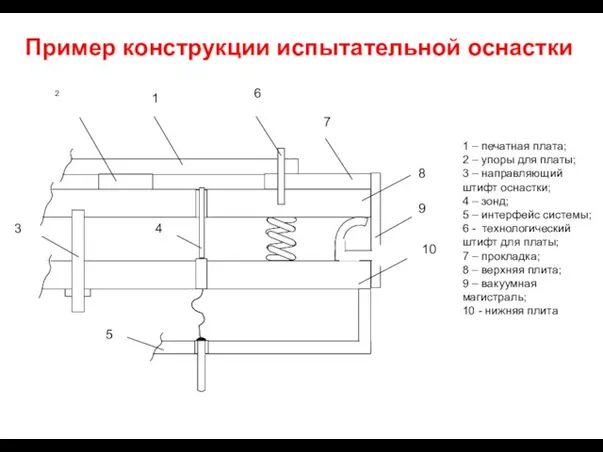
- 72. Пример конструкции испытательной оснастки 1 – печатная плата; 2 – упоры для платы; 3 – направляющий
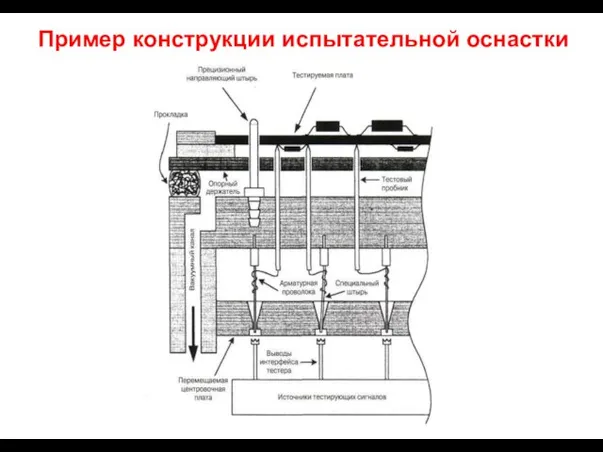
- 73. Пример конструкции испытательной оснастки
- 74. Тестирование с помощью летающих зондов Технические возможности: • 248 фиксированных и 4 "летающих" зондов • размер
- 75. Тестирование плат летающими зондами
- 76. Элементы тест-контроля При проектировании элементов тест-контроля необходимо учитывать следующее зондовый контакт контрольного приспособления должен осуществляться только
- 77. Элементы внешнего контактирования
- 78. Особенности конструкции печатной вставки (для разъемов типа SL-36, SL-62, SL-98, SL-120, СНП 15-96)
- 80. Присоединение кабеля к контактам способом прокалывания При соединении способом прокалывания провод с изоляцией с усилием вводится
- 81. Методы установки и присоединений соединителей к печатным платам, расположенным во взаимно перпендикулярных плоскостях: а — пайка
- 82. Конструкция вилки Онп-КГ-26 1 – штырь разъема; 2- планка разъема; 3 – печатная плата
- 83. Разновидности разъемов, устанавливаемых на печатные платы
- 84. Разъемы для монтажа на поверхность .
- 85. Автоматическая установка разъема с использованием механического захвата
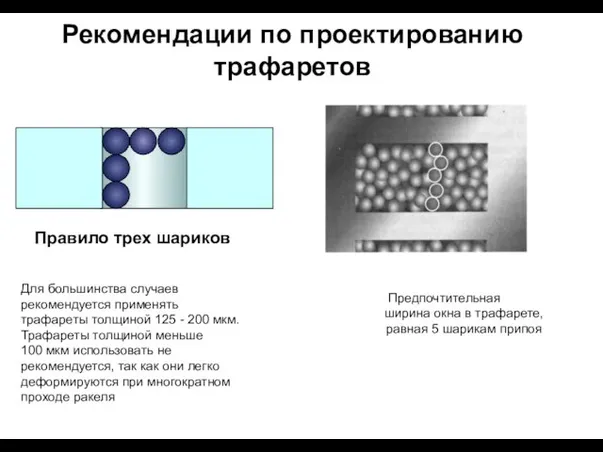
- 86. Рекомендации по проектированию трафаретов
- 87. Рекомендации по проектированию трафаретов Правило трех шариков Предпочтительная ширина окна в трафарете, равная 5 шарикам припоя
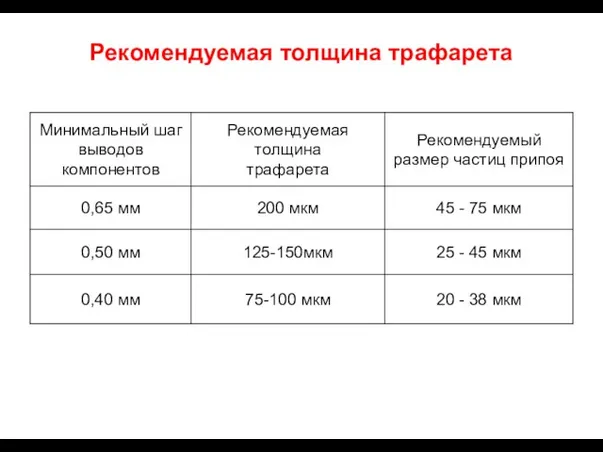
- 88. Рекомендуемая толщина трафарета
- 89. Конструкция окон в трафарете для предотвращения образования шариков припоя .
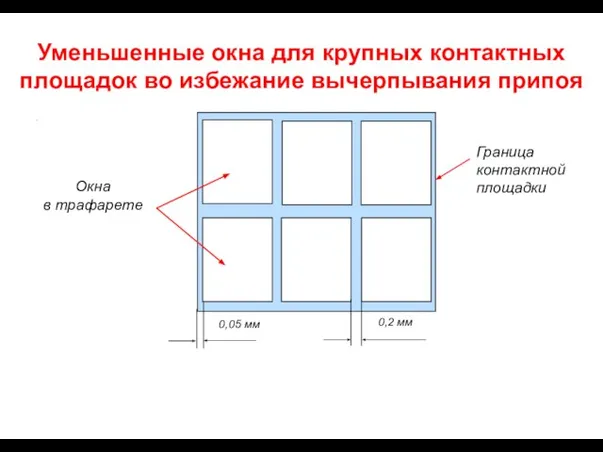
- 90. Уменьшенные окна для крупных контактных площадок во избежание вычерпывания припоя .
- 91. Использование программ Sprint Lay Out и Dip Trace для ручной трассировки печатных плат
- 92. Программное обеспечение для разработки печатных плат Полный перечень программ см.: http://www.rcmgroup.ru/Programmnoe-obespechenie-dlja-proektirovanija-pech.345.0.html, а также на диске N
- 93. Особенности разработки печатной платы с использованием программы Sprint-Layout Общие сведения о программе Интерфейс программы Процесс создания
- 95. Скачать презентацию
Слайд 24.1.3 ТОПОЛОГИЧЕСКИЕ НОРМЫ ПРОЕКТИРОВАНИЯ
ПЕЧАТНЫХ ПЛАТ С МОНТАЖОМ НА ПОВЕРХНОСТЬ
4.1.3.1. Проектирование контактных
4.1.3 ТОПОЛОГИЧЕСКИЕ НОРМЫ ПРОЕКТИРОВАНИЯ
ПЕЧАТНЫХ ПЛАТ С МОНТАЖОМ НА ПОВЕРХНОСТЬ
4.1.3.1. Проектирование контактных
Слайд 34.1.3.1. Проектирование контактных площадок, печатных проводников
Одним из основных моментов при разработке
4.1.3.1. Проектирование контактных площадок, печатных проводников
Одним из основных моментов при разработке
Слайд 4Комитеты по стандартизации
IPC - Institute for Interconnecting and Packaging Electronic Circuits -
Комитеты по стандартизации
IPC - Institute for Interconnecting and Packaging Electronic Circuits -
Слайд 5О стандартах IPC
IPC (The Institute for Interconnecting and Packaging Electronic Circuits)
О стандартах IPC
IPC (The Institute for Interconnecting and Packaging Electronic Circuits)
Слайд 6Карта выбора стандартов IPC
Карта выбора стандартов IPC

Слайд 7Основные международные стандарты
по конструированию ПП
Все типы печатных плат (ПП) разрабатываются
Основные международные стандарты
по конструированию ПП
Все типы печатных плат (ПП) разрабатываются
Слайд 8Основные международные стандарты
по конструированию ПП
IPC/EIA J-STD-0O1D Требования к пайке электрических
Основные международные стандарты
по конструированию ПП
IPC/EIA J-STD-0O1D Требования к пайке электрических
Слайд 9Российские стандарты
по проектированию печатных плат
ГОСТ 10317-79 «Платы печатные. Основные размеры».
ГОСТ
Российские стандарты
по проектированию печатных плат
ГОСТ 10317-79 «Платы печатные. Основные размеры».
ГОСТ
Слайд 10 Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному
Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному
Слайд 11 Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному
Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному
Слайд 12Шаг координатной сетки
Шаг координатной сетки
Слайд 14 Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному
Термины и определения по монтажу и конструированию электронных сборок, соответствующие международному
Слайд 15Конструирование ПП выполняется в соответствии с требованиями, предъявляемыми к конечному изделию —
Конструирование ПП выполняется в соответствии с требованиями, предъявляемыми к конечному изделию —
Слайд 16Предельные условия эксплуатации
конечных изделий разных категорий
(согласно требованиям международного стандарта IPC-7351)
Предельные условия эксплуатации конечных изделий разных категорий (согласно требованиям международного стандарта IPC-7351)
Слайд 17Конструкторские требования
к топологии печатной платы для SMD монтажа
1.1. Предпочтительны печатные платы, на
Конструкторские требования
к топологии печатной платы для SMD монтажа
1.1. Предпочтительны печатные платы, на
Слайд 181.9. Все перемычки между ножками SMD микросхемы должны находиться вне места пайки:
1.9. Все перемычки между ножками SMD микросхемы должны находиться вне места пайки:

Слайд 19Требования к проводникам
Уменьшение расстояния между выводами до 0,3 – 0,5 мм
Требования к проводникам
Уменьшение расстояния между выводами до 0,3 – 0,5 мм
Слайд 20Плотность электрического тока в печатном проводнике не должна превышать 30 А/мм2.
Сечение
Плотность электрического тока в печатном проводнике не должна превышать 30 А/мм2.
Сечение
Слайд 21Технологические допуски
при изготовлении печатных узлов
погрешности изготовления оригинала фотошаблона (изменение геометрических размеров
Технологические допуски
при изготовлении печатных узлов
погрешности изготовления оригинала фотошаблона (изменение геометрических размеров
Слайд 22Параметры печатной платы
.
Нп - толщина печатной платы; Нм - толщина основания
Параметры печатной платы
.
Нп - толщина печатной платы; Нм - толщина основания
Слайд 23Классы точности печатных плат
(по ГОСТ Р53429-2009)
Классы точности печатных плат
(по ГОСТ Р53429-2009)
Слайд 24Классы точности печатных плат
(по ГОСТ Р53429-2009)
Классы точности печатных плат
(по ГОСТ Р53429-2009)
Слайд 25
Определение диаметров монтажных, переходных и крепежных отверстий
Диаметр монтажного отверстия зависит от диаметра
Определение диаметров монтажных, переходных и крепежных отверстий
Диаметр монтажного отверстия зависит от диаметра
Слайд 26
Определение диаметров монтажных, переходных и крепежных отверстий
Крепежные отверстия располагаются, как правило, по
Определение диаметров монтажных, переходных и крепежных отверстий
Крепежные отверстия располагаются, как правило, по
Слайд 27
Определение диаметров монтажных, переходных и крепежных отверстий
Контактные площадки могут иметь произвольную форму,
Определение диаметров монтажных, переходных и крепежных отверстий
Контактные площадки могут иметь произвольную форму,
Слайд 28Классы точности печатных плат
Классы точности печатных плат

Слайд 29Экономическое обоснование выбора
класса точности печатной платы
.
Экономическое обоснование выбора
класса точности печатной платы
.
Слайд 30Глобальные и локальные реперные знаки
Глобальные реперные знаки служат для ориентации отдельной
Глобальные и локальные реперные знаки
Глобальные реперные знаки служат для ориентации отдельной
Слайд 31 Расположение глобальных
и локальных реперных знаков
Расположение глобальных
и локальных реперных знаков

Слайд 32Обеспечение точности позиционирования путем использования систем технического зрения
Рекомендуемые конфигурации и размеры
Обеспечение точности позиционирования путем использования систем технического зрения
Рекомендуемые конфигурации и размеры
Слайд 33Допустимые зоны установки элементов
при автоматизированной сборке
Свободная зона, недоступная для установки
Допустимые зоны установки элементов
при автоматизированной сборке
Свободная зона, недоступная для установки
Слайд 34Расположение реперных знаков
Расположение реперных знаков

Слайд 35Отбраковочные маркеры
При проектировании мультиплицированных плат следует предусматривать отбраковочные маркеры на каждом из
Отбраковочные маркеры
При проектировании мультиплицированных плат следует предусматривать отбраковочные маркеры на каждом из

Слайд 36Расположение печатной платы на паллете
Конструкция системы фиксации по базовым отверстиям
Пример с
Расположение печатной платы на паллете
Конструкция системы фиксации по базовым отверстиям
Пример с

Слайд 37Типичные размеры краевых полей на ПП
Типичные размеры краевых полей на ПП

Слайд 38 Определение размеров печатной платы
При определении полной площади платы вводят
коэффициент
Определение размеров печатной платы
При определении полной площади платы вводят
коэффициент
Слайд 39 Определение размеров печатной платы
Соотношение площадей проекций элементов, монтажной площади и
Определение размеров печатной платы
Соотношение площадей проекций элементов, монтажной площади и
Слайд 40ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ПОСАДОЧНЫХ МЕСТ ДЛЯ ТНТ- КОМПОНЕНТОВ
Для всех компонентов, требующих предварительной формовки/гибки/обрезки
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ПОСАДОЧНЫХ МЕСТ ДЛЯ ТНТ- КОМПОНЕНТОВ
Для всех компонентов, требующих предварительной формовки/гибки/обрезки
Слайд 41Выбор варианта установки компонентов, монтируемых в отверстия
В зависимости от условий эксплуатации,
Выбор варианта установки компонентов, монтируемых в отверстия
В зависимости от условий эксплуатации,

Слайд 42Варианты установки навесных элементов в соответствии с ОСТ 4.010.030-81
(см. Горобец А.И. Справочник
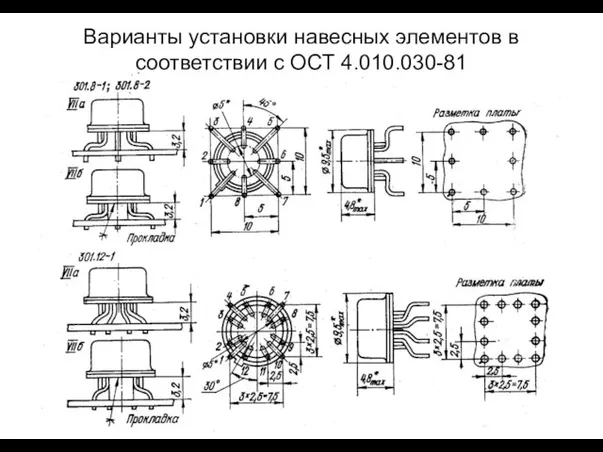
Варианты установки навесных элементов в соответствии с ОСТ 4.010.030-81 (см. Горобец А.И. Справочник

Слайд 43Варианты установки навесных элементов в соответствии с ОСТ 4.010.030-81
Варианты установки навесных элементов в соответствии с ОСТ 4.010.030-81
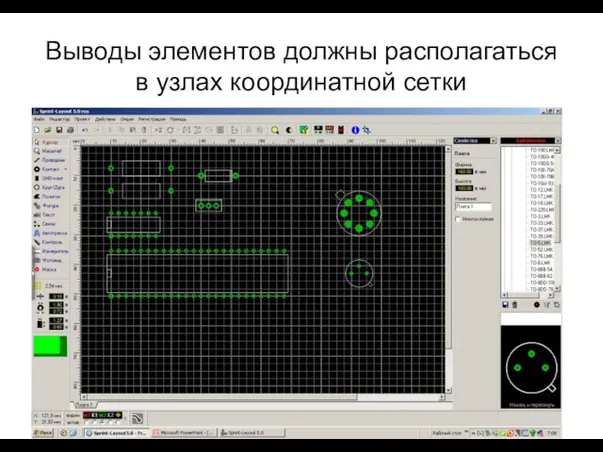
Слайд 44Выводы элементов должны располагаться в узлах координатной сетки
Выводы элементов должны располагаться в узлах координатной сетки
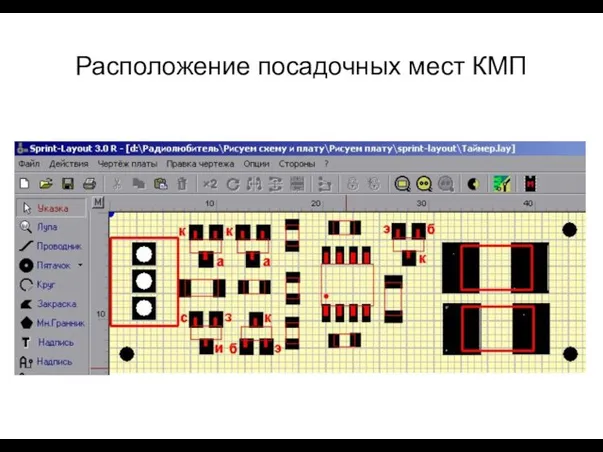
Слайд 45Расположение посадочных мест КМП
Расположение посадочных мест КМП
Слайд 46Размеры печатных плат
Габаритные размеры ПП определяются в соответствии с ГОСТ I03I7-79
Размеры печатных плат
Габаритные размеры ПП определяются в соответствии с ГОСТ I03I7-79
Слайд 47Возможность работы с большими платами
Автоматы OPAL X1' имеет возможность сборки плат размером
Возможность работы с большими платами
Автоматы OPAL X1' имеет возможность сборки плат размером
Слайд 48Размеры печатных плат по ОСТ 4.010.020-83 (фрагмент)
Размеры печатных плат по ОСТ 4.010.020-83 (фрагмент)

Слайд 49Международная стандартизация размеров ПП (по стандарту IEC 297-3)
Международная стандартизация размеров ПП (по стандарту IEC 297-3)
Слайд 50Особенности проектирования
контактных площадок
Возможные смещения компонентов при монтаже и
рекомендуемое расположение контактных
Особенности проектирования контактных площадок Возможные смещения компонентов при монтаже и рекомендуемое расположение контактных

Слайд 51Примеры возникающих дефектов при неправильном проектировании контактных площадок
Примеры возникающих дефектов при неправильном проектировании контактных площадок

Слайд 52Рекомендуемое соединение контактных площадок
Рекомендуемое соединение контактных площадок
Слайд 53 Примеры правильной и неправильной конструкции ПП
в части присоединения контактных площадок
Примеры правильной и неправильной конструкции ПП в части присоединения контактных площадок
Слайд 54Основные габаритные размеры чип-компонента (а) и разметка посадочного места (б)
а)
б)
Основные габаритные размеры чип-компонента (а) и разметка посадочного места (б)
а)
б)

Слайд 55Размеры контактной площадки, определяемые требованиями качественной пайки
Размеры контактной площадки, определяемые требованиями качественной пайки

Слайд 56Размеры знакомест для типичных корпусов КМП
l
Размеры знакомест для типичных корпусов КМП
l

Слайд 57Особенности посадочных мест микросхем
в случае пайки волной припоя
Особенности посадочных мест микросхем
в случае пайки волной припоя
Слайд 58Допустимые расстояния между компонентами
0,63
1,5
Допустимые расстояния между компонентами
0,63
1,5
Слайд 59Допустимые расстояния между компонентами
.
Допустимые расстояния между компонентами
.
Слайд 60Допустимые расстояния между компонентами
Допустимые расстояния между компонентами

Слайд 61Учет расположения компонентов на ПП при наличии высокопрофильных элементов
В случае расположения
Учет расположения компонентов на ПП при наличии высокопрофильных элементов
В случае расположения
Слайд 62Рекомендации по расположению компонентов
на плате
.
Рекомендации по расположению компонентов
на плате
.

Слайд 63Номограмма для определения
допустимого количества чип-резисторов на плате
Плотность монтажа ЧИП-резисторов (шт/50х50 мм2)
Номограмма для определения
допустимого количества чип-резисторов на плате
Плотность монтажа ЧИП-резисторов (шт/50х50 мм2)
Слайд 64Проявление эффекта тени
при пайке волной припоя
1 – припой; 2 – печатная
Проявление эффекта тени
при пайке волной припоя
1 – припой; 2 – печатная
Слайд 65Рекомендуемая ориентация КМП на плате
при пайке волной припоя
1
2
3
4
1- корпус типа
Рекомендуемая ориентация КМП на плате
при пайке волной припоя
1
2
3
4
1- корпус типа

Слайд 66Зоны перекрытия контактных площадок паяльной маской
.
Зоны перекрытия контактных площадок паяльной маской
.
Слайд 67
Маркировка ПП и групповых заготовок
Маркировка ПП и групповых заготовок производится
Маркировка ПП и групповых заготовок
Маркировка ПП и групповых заготовок производится

Слайд 68Требования к маркировке
Маркировка первого вывода ИС, обозначение позиции и полярности компонента
Требования к маркировке
Маркировка первого вывода ИС, обозначение позиции и полярности компонента
Слайд 69Элементы тест-котроля
При изготовлении радиоэлектронных узлов проверка их функционирования может производиться путем тестирования
Элементы тест-котроля
При изготовлении радиоэлектронных узлов проверка их функционирования может производиться путем тестирования
Слайд 70Соотношение различных видов контроля электрических параметров радиоэлектронных узлов
Соотношение различных видов контроля электрических параметров радиоэлектронных узлов
Слайд 71Внешний вид испытательной оснастки под названием «ложе гвоздей» (адаптерный тестер)
.
Внешний вид испытательной оснастки под названием «ложе гвоздей» (адаптерный тестер)
.
Слайд 72Пример конструкции испытательной оснастки
1 – печатная плата;
2 – упоры для
Пример конструкции испытательной оснастки
1 – печатная плата;
2 – упоры для
Слайд 73Пример конструкции испытательной оснастки
Пример конструкции испытательной оснастки
Слайд 74Тестирование с помощью летающих зондов
Технические возможности:
• 248 фиксированных и 4 "летающих" зондов
•
Тестирование с помощью летающих зондов
Технические возможности:
• 248 фиксированных и 4 "летающих" зондов
•

Слайд 75Тестирование плат летающими зондами
Тестирование плат летающими зондами

Слайд 76Элементы тест-контроля
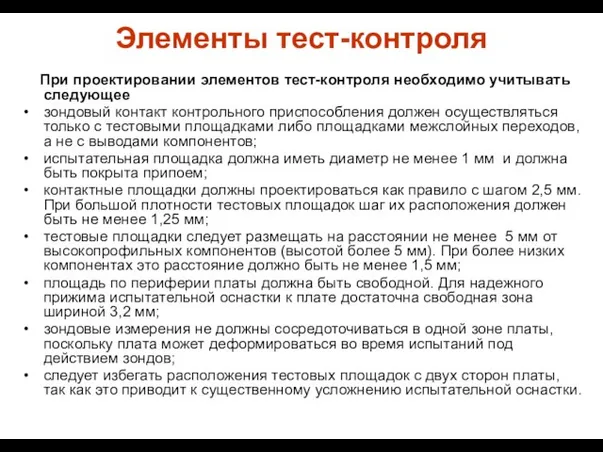
При проектировании элементов тест-контроля необходимо учитывать следующее
зондовый контакт
Элементы тест-контроля
При проектировании элементов тест-контроля необходимо учитывать следующее
зондовый контакт
Слайд 77Элементы внешнего контактирования
Элементы внешнего контактирования

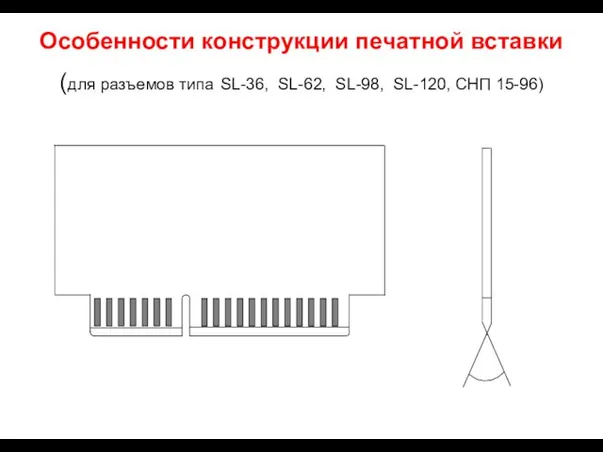
Слайд 78Особенности конструкции печатной вставки (для разъемов типа SL-36, SL-62, SL-98, SL-120, СНП
Особенности конструкции печатной вставки (для разъемов типа SL-36, SL-62, SL-98, SL-120, СНП

Слайд 80Присоединение кабеля к контактам
способом прокалывания
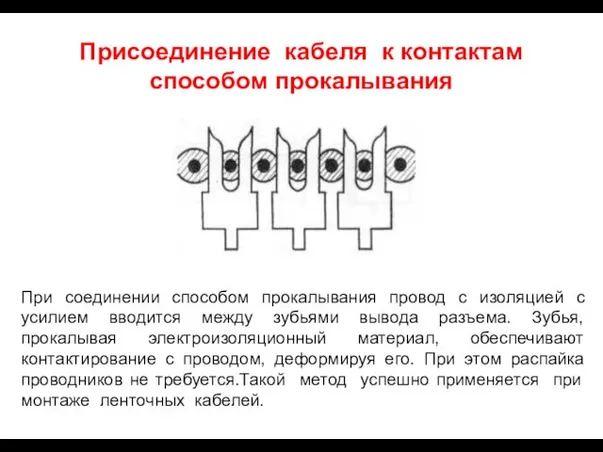
При соединении способом прокалывания провод с изоляцией
Присоединение кабеля к контактам
способом прокалывания
При соединении способом прокалывания провод с изоляцией
Слайд 81Методы установки и присоединений соединителей
к печатным платам, расположенным во взаимно перпендикулярных
Методы установки и присоединений соединителей к печатным платам, расположенным во взаимно перпендикулярных

Слайд 82Конструкция вилки Онп-КГ-26
1 – штырь разъема;
2- планка разъема;
3 –
Конструкция вилки Онп-КГ-26
1 – штырь разъема;
2- планка разъема;
3 –

Слайд 83Разновидности разъемов, устанавливаемых на печатные платы
Разновидности разъемов, устанавливаемых на печатные платы

Слайд 84Разъемы для монтажа на поверхность
.
Разъемы для монтажа на поверхность
.

Слайд 85Автоматическая установка разъема с использованием механического захвата
Автоматическая установка разъема с использованием механического захвата

Слайд 86Рекомендации по проектированию трафаретов
Рекомендации по проектированию трафаретов
Слайд 87Рекомендации по проектированию трафаретов
Правило трех шариков
Предпочтительная
ширина окна в
Рекомендации по проектированию трафаретов
Правило трех шариков
Предпочтительная
ширина окна в
Слайд 88Рекомендуемая толщина трафарета
Рекомендуемая толщина трафарета
Слайд 89Конструкция окон в трафарете для предотвращения образования шариков припоя
.
Конструкция окон в трафарете для предотвращения образования шариков припоя
.

Слайд 90Уменьшенные окна для крупных контактных площадок во избежание вычерпывания припоя
.
Уменьшенные окна для крупных контактных площадок во избежание вычерпывания припоя
.
Слайд 91Использование программ
Sprint Lay Out и Dip Trace
для ручной трассировки печатных
Использование программ Sprint Lay Out и Dip Trace для ручной трассировки печатных

Слайд 92Программное обеспечение
для разработки печатных плат
Полный перечень программ см.: http://www.rcmgroup.ru/Programmnoe-obespechenie-dlja-proektirovanija-pech.345.0.html, а также
Программное обеспечение
для разработки печатных плат
Полный перечень программ см.: http://www.rcmgroup.ru/Programmnoe-obespechenie-dlja-proektirovanija-pech.345.0.html, а также
Слайд 93Особенности разработки печатной платы с использованием программы Sprint-Layout
Общие сведения о программе
Интерфейс
Особенности разработки печатной платы с использованием программы Sprint-Layout
Общие сведения о программе
Интерфейс
 Тип Кишечнополостные животные
Тип Кишечнополостные животные Сервировка стола к завтраку
Сервировка стола к завтраку Архитектурные постройки
Архитектурные постройки Макияж при близорукости, дальнозоркости, для тех, кто носит линзы
Макияж при близорукости, дальнозоркости, для тех, кто носит линзы الخطأ السياقي
الخطأ السياقي Презентация по обществознанию на тему _Мировоззрение и его роль в жизни человека_ (10
Презентация по обществознанию на тему _Мировоззрение и его роль в жизни человека_ (10 Spotlight
Spotlight Создай образ с TRESemme
Создай образ с TRESemme Linkin park
Linkin park Презентация на тему Степные животные
Презентация на тему Степные животные Сочинение –описание животного.Моя собака Крош.
Сочинение –описание животного.Моя собака Крош. Предпринимательский модуль. Мастерская агробизнеса
Предпринимательский модуль. Мастерская агробизнеса Обзор методологии Scrum Auriga Inc. Дмитрий Сидоренко. - презентация
Обзор методологии Scrum Auriga Inc. Дмитрий Сидоренко. - презентация Обращение к психологу, страшно или нет
Обращение к психологу, страшно или нет Салон штор и гардин LINENS™
Салон штор и гардин LINENS™ Непроектное мероприятие «Образование детей-инвалидов»
Непроектное мероприятие «Образование детей-инвалидов» Гимнастика. Виды гимнастики
Гимнастика. Виды гимнастики Балет - один из языков истории
Балет - один из языков истории Отзывы о Чувышии
Отзывы о Чувышии Сигналы тревоги.
Сигналы тревоги. Олимпиаде в Сочи посвящается… Кроссворд Олимпийские игры
Олимпиаде в Сочи посвящается… Кроссворд Олимпийские игры Современный дизайн. Место дизайна в современном мире. Тренды в графическом дизайне
Современный дизайн. Место дизайна в современном мире. Тренды в графическом дизайне Время Present Perfect
Время Present Perfect Бережливое управление МБУ УБГБ (1)
Бережливое управление МБУ УБГБ (1) Лавис и резерваж. Манеры офорта
Лавис и резерваж. Манеры офорта Презентация на тему Фотосинтез и дыхание растений (6 класс)
Презентация на тему Фотосинтез и дыхание растений (6 класс)  Страна под настроение
Страна под настроение Создание системы бюджетного управления
Создание системы бюджетного управления