- Проектирование ТП изготовления валов

Содержание
- 2. Проектирование ТП изготовления валов Основное назначение вала – передача крутящего момента вдоль своей осевой линии и
- 3. бесступенчатые и ступенчатые; цельные и пустотелые; гладкие и шлицевые; валы-шестерни; Несмотря на это, при разработке технологического
- 4. Классификация ступенчатых валов
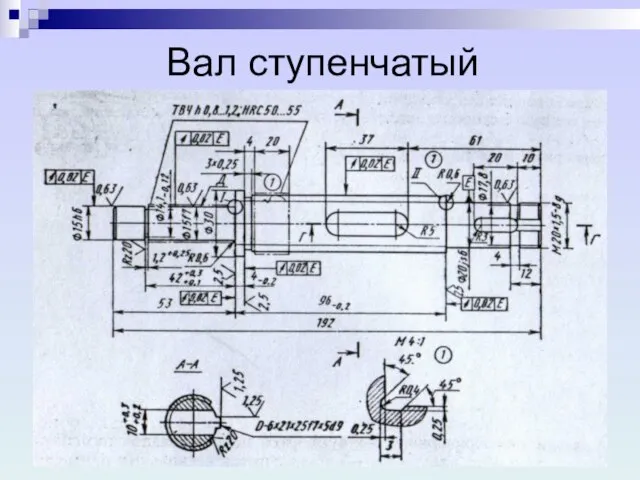
- 5. Вал ступенчатый
- 6. обладать высокой прочностью; обладать хорошей обрабатываемостью; обладать малой чувствительностью к концентрации напряжений; Поэтому валы в основном
- 7. Этим требованиям наиболее полно отвечают стали 35, 40, 45, 40Х, 50Х, 40Г2 и др. Легированные стали
- 8. Способы получения заготовок Отрезанием от горячекатаных или холодно-тянутых нормальных прутков заготовки получают: в единичном и мелкосерийном
- 9. В производстве с достаточно большим масш-табом выпуска, а также при изготовлении валов более сложной конфигурации со
- 10. Эти методы позволяют получать заготовки по форме и размерам наиболее близкие к готовой детали, что значительно
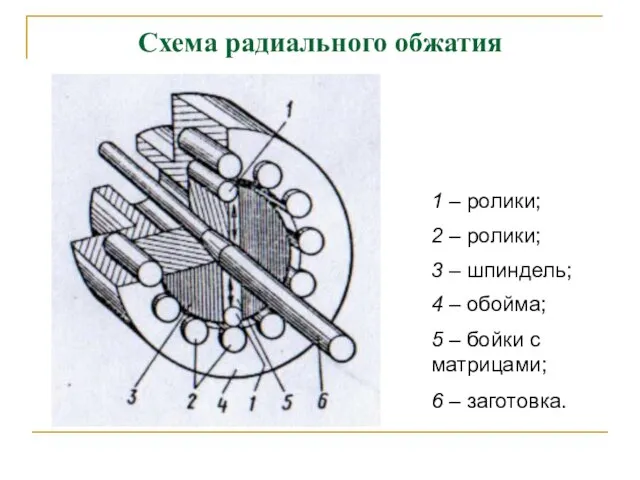
- 11. Схема радиального обжатия
- 12. Схема поперечно-винтовой прокатки вдоль переменного сечения по длине на трехвалковых станах
- 13. ТП изготовления ступенчатых валов ТП зависит от масштаба выпуска и конст-рукции вала, необходимости проведения термической обработки
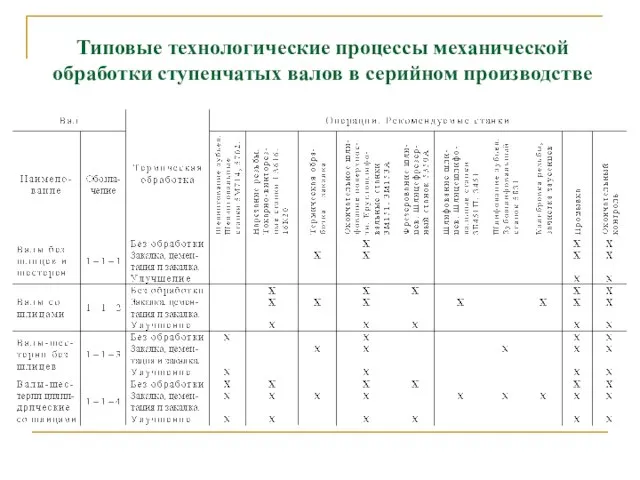
- 14. Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
- 15. Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
- 16. Основными базами большинства валов являются поверхности его опорных шеек. Однако использовать их в качестве технологических баз
- 17. Это позволяет обработать почти все наружные поверхности вала на единых базах с установкой его в центрах.
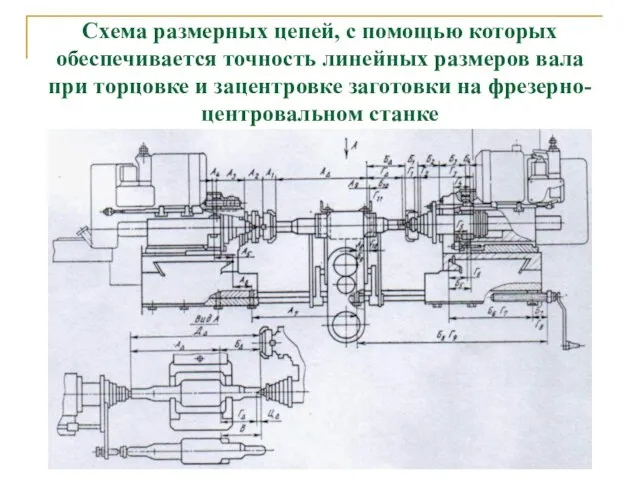
- 18. Схема размерных цепей, с помощью которых обеспечивается точность линейных размеров вала при торцовке и зацентровке заготовки
- 19. токарных станках; токарно-копировальных полуавтоматах; горизонтальных многорезцовых полуавто-матах; Наружные поверхности ступенчатых валов обтачивают на: вертикальных автоматах; токарных
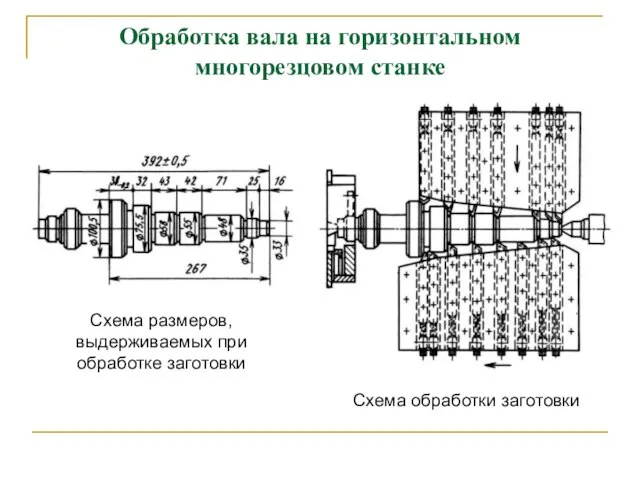
- 20. Обработка вала на горизонтальном многорезцовом станке
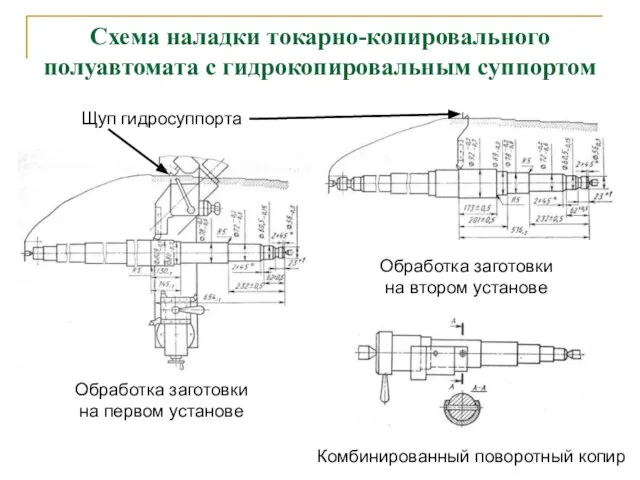
- 21. Схема наладки токарно-копировального полуавтомата с гидрокопировальным суппортом
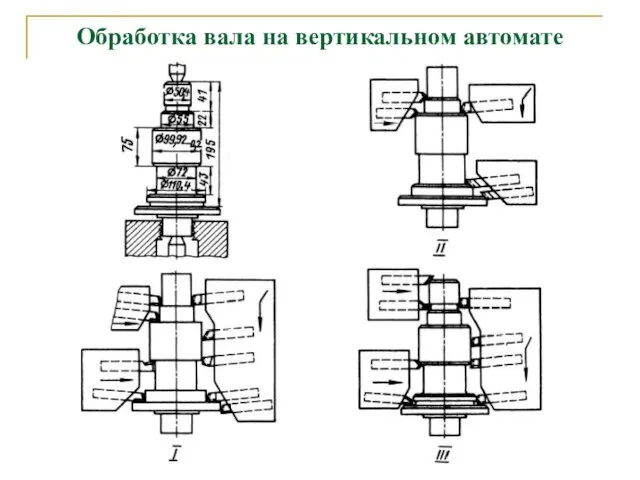
- 22. Обработка вала на вертикальном автомате
- 23. При обработке валов в центрах для выдерживания линейных размеров от постоянной базы рекомендуется применять плавающие передние
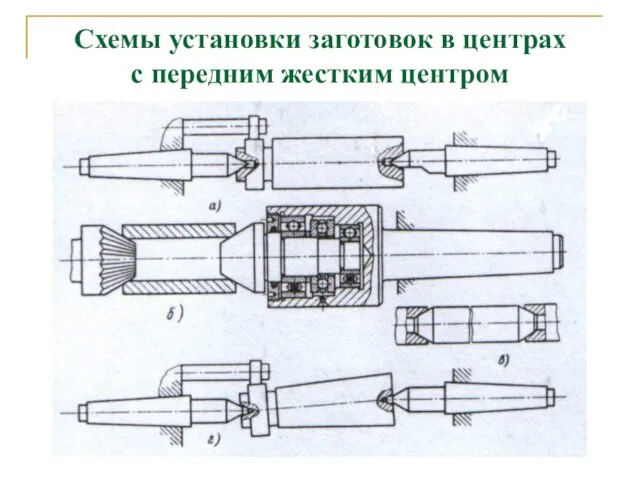
- 24. Схемы установки заготовок в центрах с передним жестким центром
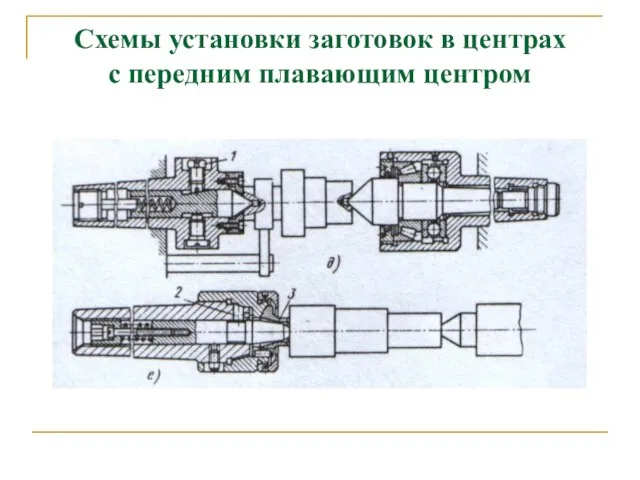
- 25. Схемы установки заготовок в центрах с передним плавающим центром
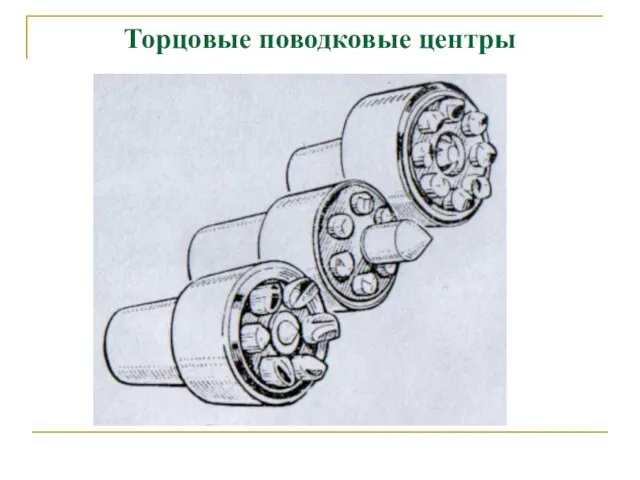
- 26. Торцовые поводковые центры
- 27. Обработка шлицев на валах Шлицевые соединения валов и втулок представляют собой многошпоночные соединения, у которых шпонки,
- 28. Шлицевое соединение с прямобочными шлицами можно выполнить с центрированием втулки: по наружному диаметру вала; по внутреннему
- 29. Технологический процесс обработки шлицев зависит от метода центрирования шлицевого соединения и термической обработки. В качестве технологических
- 30. Схема сквозного фрезерования шлицев с применением оправки с обратным конусом У закаливаемых валов шлицы рекомендуется фрезеровать
- 31. Шлицы закаливаемых валов и центрируемые по наружной поверхности обрабатывают в такой последовательности: фрезерование шлицев с припуском
- 32. Шлицы валов, центрируемых по поверхности внутреннего диаметра, обрабатывают в такой последовательности: фрезерование шлицев с припуском под
- 33. Прогрессивные методы образования прямобочных шлицев Предварительное фре-зерование фасонными дисковыми фрезами и чистовое фрезерова-ние боковых поверх-ностей шлицев
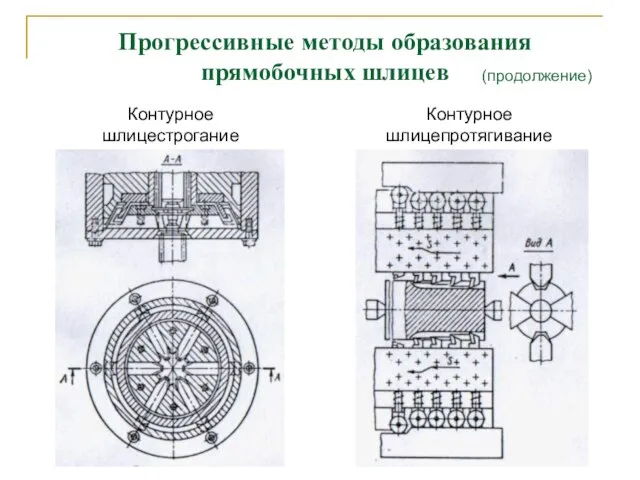
- 34. (продолжение) Прогрессивные методы образования прямобочных шлицев Контурное шлицестрогание Контурное шлицепротягивание
- 35. Накатывание пластическим деформированием без снятия стружки (окончание) Прогрессивные методы образования прямобочных шлицев а – круглыми роликами;
- 36. Холодной накаткой в основном делают эвольвентные шлицы, так как для прямобочных шлицев значительно усложняется профиль рабочих
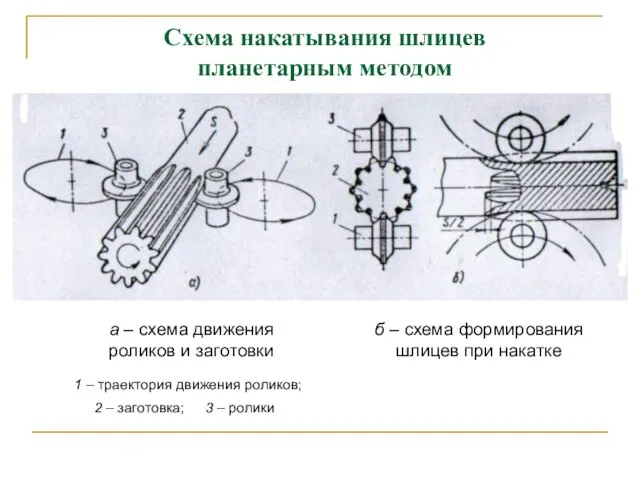
- 37. Схема накатывания шлицев планетарным методом б – схема формирования шлицев при накатке 1 – траектория движения
- 38. Обработка шпоночных пазов на валах Шпоночные пазы в зависимости от их формы в основном обрабатывают: Точность
- 39. Максимальная точность обработки получается, если в качестве технологических баз используют поверхности центровых отверстий при установке вала
- 40. Схема базирования вала в неподвижной призме
- 41. Схема установки вала в самоцентрирующих тисках с подвижными призмами
- 42. Шпоночные пазы обрабатывают: В последнем случае шпоночные пазы получаются высокого качества. либо на обычных горизонтальных или
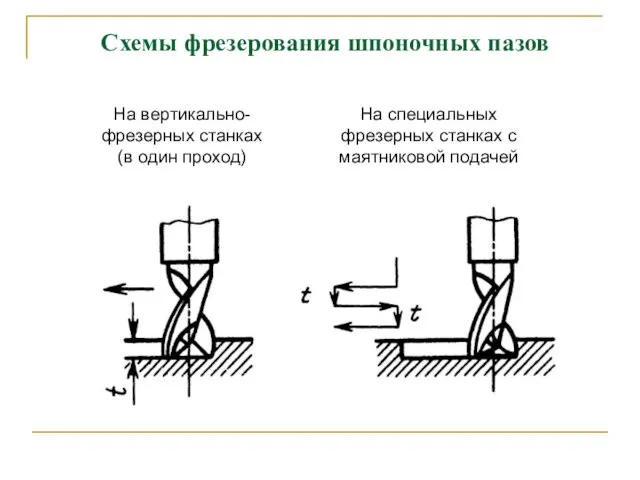
- 43. Схемы фрезерования шпоночных пазов
- 45. Скачать презентацию
Слайд 2Проектирование ТП изготовления валов
Основное назначение вала – передача крутящего момента вдоль своей
Проектирование ТП изготовления валов
Основное назначение вала – передача крутящего момента вдоль своей
Слайд 3бесступенчатые и ступенчатые;
цельные и пустотелые;
гладкие и шлицевые;
валы-шестерни;
Несмотря на это, при разработке технологического
бесступенчатые и ступенчатые;
цельные и пустотелые;
гладкие и шлицевые;
валы-шестерни;
Несмотря на это, при разработке технологического
Слайд 4Классификация ступенчатых валов
Классификация ступенчатых валов

Слайд 5Вал ступенчатый
Вал ступенчатый
Слайд 6обладать высокой прочностью;
обладать хорошей обрабатываемостью;
обладать малой чувствительностью к концентрации напряжений;
Поэтому валы в
обладать высокой прочностью;
обладать хорошей обрабатываемостью;
обладать малой чувствительностью к концентрации напряжений;
Поэтому валы в
Слайд 7Этим требованиям наиболее полно отвечают стали 35, 40, 45, 40Х, 50Х, 40Г2
Этим требованиям наиболее полно отвечают стали 35, 40, 45, 40Х, 50Х, 40Г2
Слайд 8Способы получения заготовок
Отрезанием от горячекатаных или холодно-тянутых нормальных прутков заготовки получают:
в единичном
Способы получения заготовок
Отрезанием от горячекатаных или холодно-тянутых нормальных прутков заготовки получают:
в единичном
Слайд 9В производстве с достаточно большим масш-табом выпуска, а также при изготовлении валов
В производстве с достаточно большим масш-табом выпуска, а также при изготовлении валов
Слайд 10Эти методы позволяют получать заготовки по форме и размерам наиболее близкие к
Эти методы позволяют получать заготовки по форме и размерам наиболее близкие к
Слайд 11Схема радиального обжатия
Схема радиального обжатия
Слайд 12Схема поперечно-винтовой прокатки вдоль переменного сечения по длине
на трехвалковых станах
Схема поперечно-винтовой прокатки вдоль переменного сечения по длине
на трехвалковых станах

Слайд 13ТП изготовления ступенчатых валов
ТП зависит от масштаба выпуска и конст-рукции вала, необходимости
ТП изготовления ступенчатых валов
ТП зависит от масштаба выпуска и конст-рукции вала, необходимости
Слайд 14Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве

Слайд 15Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
Слайд 16Основными базами большинства валов являются поверхности его опорных шеек.
Однако использовать их в
Основными базами большинства валов являются поверхности его опорных шеек.
Однако использовать их в
Слайд 17Это позволяет обработать почти все наружные поверхности вала на единых базах с
Это позволяет обработать почти все наружные поверхности вала на единых базах с
Слайд 18Схема размерных цепей, с помощью которых обеспечивается точность линейных размеров вала при
Схема размерных цепей, с помощью которых обеспечивается точность линейных размеров вала при
Слайд 19токарных станках;
токарно-копировальных полуавтоматах;
горизонтальных многорезцовых полуавто-матах;
Наружные поверхности ступенчатых валов обтачивают на:
вертикальных автоматах;
токарных станках
токарных станках;
токарно-копировальных полуавтоматах;
горизонтальных многорезцовых полуавто-матах;
Наружные поверхности ступенчатых валов обтачивают на:
вертикальных автоматах;
токарных станках
Слайд 20Обработка вала на горизонтальном
многорезцовом станке
Обработка вала на горизонтальном
многорезцовом станке
Слайд 21Схема наладки токарно-копировального
полуавтомата с гидрокопировальным суппортом
Схема наладки токарно-копировального
полуавтомата с гидрокопировальным суппортом
Слайд 22Обработка вала на вертикальном автомате
Обработка вала на вертикальном автомате
Слайд 23При обработке валов в центрах для выдерживания линейных размеров от постоянной базы
При обработке валов в центрах для выдерживания линейных размеров от постоянной базы
Слайд 24Схемы установки заготовок в центрах
с передним жестким центром
Схемы установки заготовок в центрах
с передним жестким центром
Слайд 25Схемы установки заготовок в центрах
с передним плавающим центром
Схемы установки заготовок в центрах
с передним плавающим центром
Слайд 26Торцовые поводковые центры
Торцовые поводковые центры
Слайд 27Обработка шлицев на валах
Шлицевые соединения валов и втулок представляют собой многошпоночные соединения,
Обработка шлицев на валах
Шлицевые соединения валов и втулок представляют собой многошпоночные соединения,
Слайд 28Шлицевое соединение с прямобочными шлицами можно выполнить с центрированием втулки:
по наружному диаметру
Шлицевое соединение с прямобочными шлицами можно выполнить с центрированием втулки:
по наружному диаметру
Слайд 29Технологический процесс обработки шлицев зависит от метода центрирования шлицевого соединения и термической
Технологический процесс обработки шлицев зависит от метода центрирования шлицевого соединения и термической
Слайд 30Схема сквозного фрезерования шлицев с применением оправки с обратным конусом
У закаливаемых валов
Схема сквозного фрезерования шлицев с применением оправки с обратным конусом
У закаливаемых валов

Слайд 31Шлицы закаливаемых валов и центрируемые по наружной поверхности обрабатывают в такой последовательности:
фрезерование
Шлицы закаливаемых валов и центрируемые по наружной поверхности обрабатывают в такой последовательности:
фрезерование
Слайд 32Шлицы валов, центрируемых по поверхности внутреннего диаметра, обрабатывают в такой последовательности:
фрезерование шлицев
Шлицы валов, центрируемых по поверхности внутреннего диаметра, обрабатывают в такой последовательности:
фрезерование шлицев
Слайд 33Прогрессивные методы образования прямобочных шлицев
Предварительное фре-зерование фасонными дисковыми фрезами и чистовое фрезерова-ние
Прогрессивные методы образования прямобочных шлицев
Предварительное фре-зерование фасонными дисковыми фрезами и чистовое фрезерова-ние

Слайд 34(продолжение)
Прогрессивные методы образования прямобочных шлицев
Контурное шлицестрогание
Контурное шлицепротягивание
(продолжение)
Прогрессивные методы образования прямобочных шлицев
Контурное шлицестрогание
Контурное шлицепротягивание
Слайд 35Накатывание пластическим деформированием без снятия стружки
(окончание)
Прогрессивные методы образования прямобочных шлицев
а – круглыми
Накатывание пластическим деформированием без снятия стружки
(окончание)
Прогрессивные методы образования прямобочных шлицев
а – круглыми

Слайд 36Холодной накаткой в основном делают эвольвентные шлицы, так как для прямобочных шлицев
Холодной накаткой в основном делают эвольвентные шлицы, так как для прямобочных шлицев
Слайд 37Схема накатывания шлицев планетарным методом
б – схема формирования шлицев при накатке
1 –
Схема накатывания шлицев планетарным методом
б – схема формирования шлицев при накатке
1 –
Слайд 38Обработка шпоночных пазов на валах
Шпоночные пазы в зависимости от их формы в
Обработка шпоночных пазов на валах
Шпоночные пазы в зависимости от их формы в
Слайд 39Максимальная точность обработки получается, если в качестве технологических баз используют поверхности центровых
Максимальная точность обработки получается, если в качестве технологических баз используют поверхности центровых
Слайд 40Схема базирования вала в неподвижной призме
Схема базирования вала в неподвижной призме

Слайд 41Схема установки вала в самоцентрирующих тисках с подвижными призмами
Схема установки вала в самоцентрирующих тисках с подвижными призмами

Слайд 42Шпоночные пазы обрабатывают:
В последнем случае шпоночные пазы получаются высокого качества.
либо на обычных
Шпоночные пазы обрабатывают:
В последнем случае шпоночные пазы получаются высокого качества.
либо на обычных
Слайд 43Схемы фрезерования шпоночных пазов
Схемы фрезерования шпоночных пазов
 Тестовые задания по окружающему миру
Тестовые задания по окружающему миру Презентация на тему Особенности изменения существительных на -ие, -ия, -ий
Презентация на тему Особенности изменения существительных на -ие, -ия, -ий  Операторы видеонаблюдения. Питеравто — холдинговая транспортная компания
Операторы видеонаблюдения. Питеравто — холдинговая транспортная компания Ваш личный имиджмейкер
Ваш личный имиджмейкер Какие бывают финансовые риски
Какие бывают финансовые риски Река Амазонка
Река Амазонка Почему до сих пор мы применяем в своей речи «крылатые» выражения древних греков? Объясни словосочетание.
Почему до сих пор мы применяем в своей речи «крылатые» выражения древних греков? Объясни словосочетание. Физическая культура
Физическая культура Презентация на тему Конструирование и моделирование плечевого изделия
Презентация на тему Конструирование и моделирование плечевого изделия  Тема урока: Признаки равенства треугольников.
Тема урока: Признаки равенства треугольников. Продукты Oxygen Assistance
Продукты Oxygen Assistance Планирование закупок
Планирование закупок Презентация на тему Склонение имен существительных
Презентация на тему Склонение имен существительных  Породы Собак
Породы Собак Спецрисунок и художественная графика. Рисунок головы
Спецрисунок и художественная графика. Рисунок головы Cultural regions of America
Cultural regions of America Советские деньги
Советские деньги Электроэнергетика
Электроэнергетика Динамика развития РММ в цифрах: выход из штопора, переход в устойчивый плюс
Динамика развития РММ в цифрах: выход из штопора, переход в устойчивый плюс Полное рекламное обслуживание Акционерного коммерческого банка «АК БАРС»
Полное рекламное обслуживание Акционерного коммерческого банка «АК БАРС» Презентация на тему Первая русская революция 1905-1907 гг.
Презентация на тему Первая русская революция 1905-1907 гг.  Школьная адаптация первоклассника, как психолого-педагогическая проблема обучения
Школьная адаптация первоклассника, как психолого-педагогическая проблема обучения Сочинение – описание животного. Моя собака Крош
Сочинение – описание животного. Моя собака Крош Пушкинская усадьба в Болдино
Пушкинская усадьба в Болдино Мониторинг удовлетворенности потребителей образовательных услуг ГБОУ ВПО Первый МГМУ им. И.М.Сеченова Минздравсоцразвития Росси
Мониторинг удовлетворенности потребителей образовательных услуг ГБОУ ВПО Первый МГМУ им. И.М.Сеченова Минздравсоцразвития Росси Презентация на тему Табличный процессор EXCEL
Презентация на тему Табличный процессор EXCEL Волшебные сказки
Волшебные сказки Божественные свойства и их именования
Божественные свойства и их именования