- Производство чугуна и стали.Строение стального слитка

Содержание
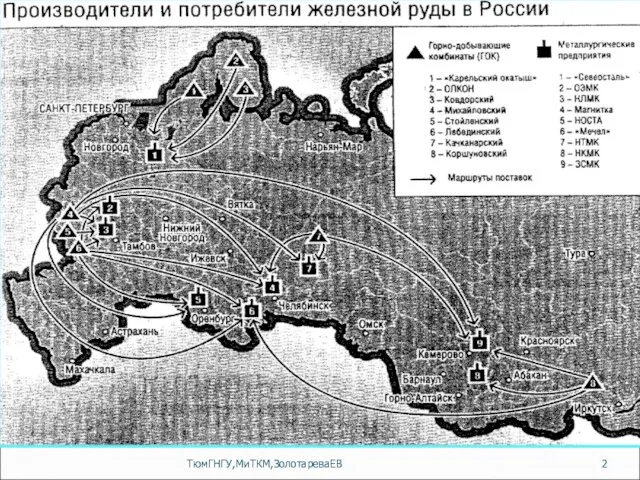
- 2. ТюмГНГУ,МиТКМ,ЗолотареваЕВ
- 3. ТюмГНГУ,МиТКМ,ЗолотареваЕВ ОАО "НЛМК" - одна из крупнейших в мире металлургических компаний. Будучи предприятием с полным металлургическим
- 4. ТюмГНГУ,МиТКМ,ЗолотареваЕВ
- 5. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Оскольский электрометаллургический комбинат
- 6. 1. Способы производства стали Железо в металлической форме в природе не встречается (за исключением метеоритного). Поэтому
- 7. 1.1. Способы получения железа из руды ТюмГНГУ,МиТКМ,ЗолотареваЕВ * По выбору
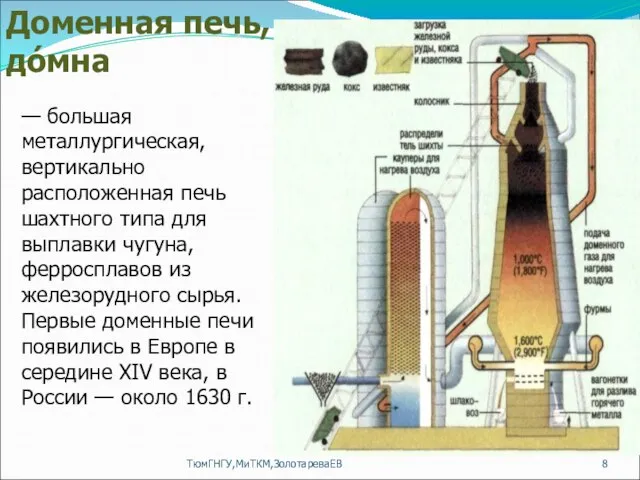
- 8. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Доменная печь, до́мна — большая металлургическая, вертикально расположенная печь шахтного типа для выплавки чугуна, ферросплавов
- 9. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Устройство доменной печи 1. Горячее дутьё 2. Зона плавления (заплечики и горн) 3. Зона восстановления
- 10. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Доменная печь донецкого металлургического завода
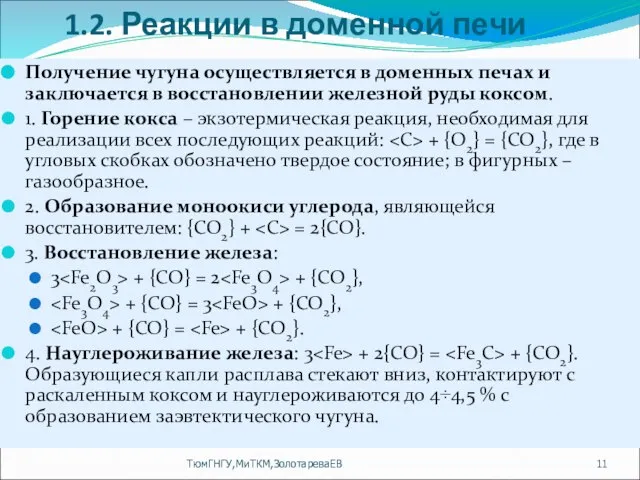
- 11. 1.2. Реакции в доменной печи Получение чугуна осуществляется в доменных печах и заключается в восстановлении железной
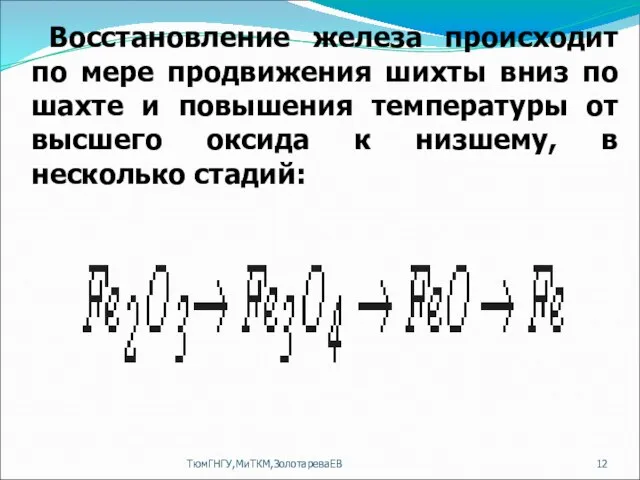
- 12. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения температуры от высшего
- 13. 1.3. Прямое получение железа Производство стали с использованием чугуна не является экономически оптимальным, поскольку в доменной
- 14. 1.4. Шихта В качестве исходных материалов (шихты) при производстве стали используются жидкий или твердый чугун, стальной
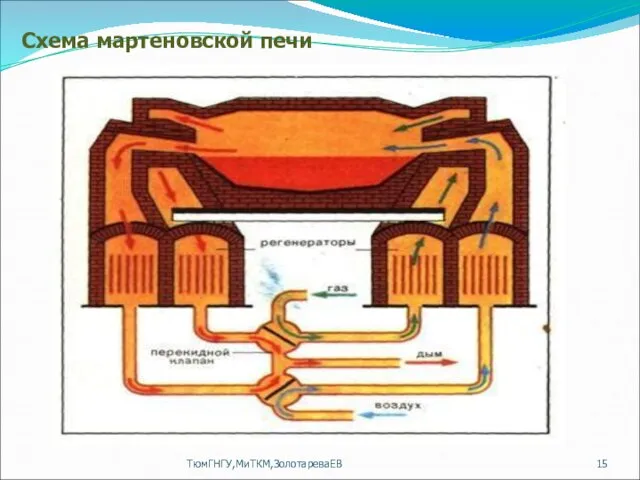
- 15. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Схема мартеновской печи
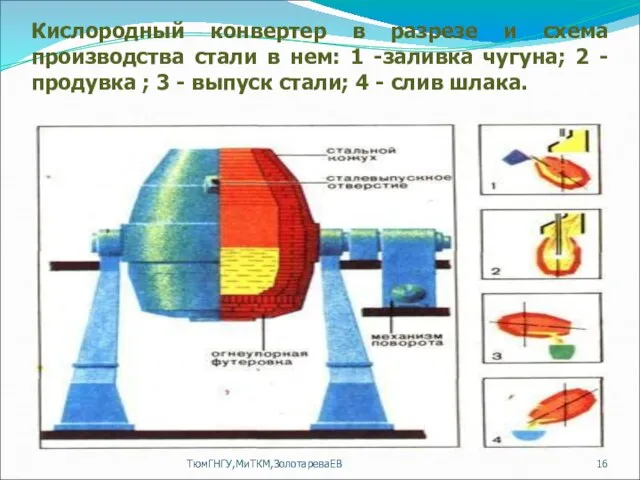
- 16. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Кислородный конвертер в разрезе и схема производства стали в нем: 1 -заливка чугуна; 2 -
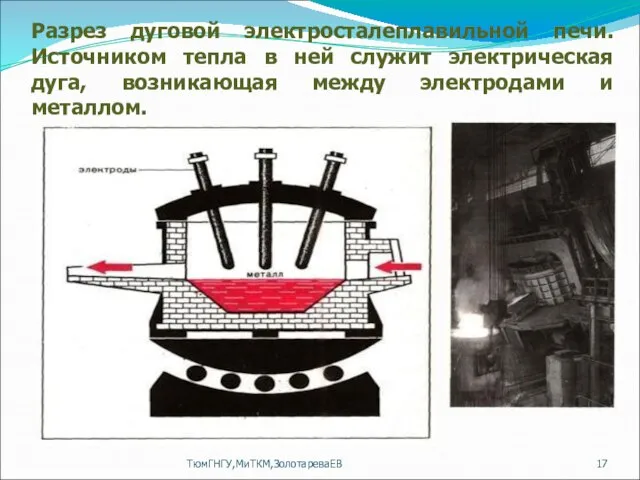
- 17. ТюмГНГУ,МиТКМ,ЗолотареваЕВ Разрез дуговой электросталеплавильной печи. Источником тепла в ней служит электрическая дуга, возникающая между электродами и
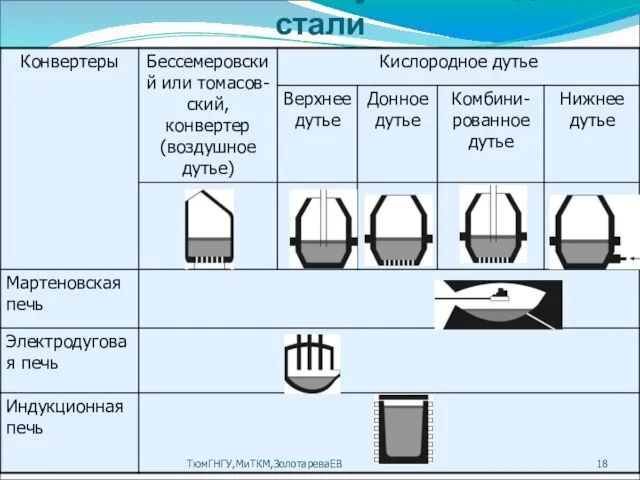
- 18. 1.5. Технологии получения жидкой стали ТюмГНГУ,МиТКМ,ЗолотареваЕВ
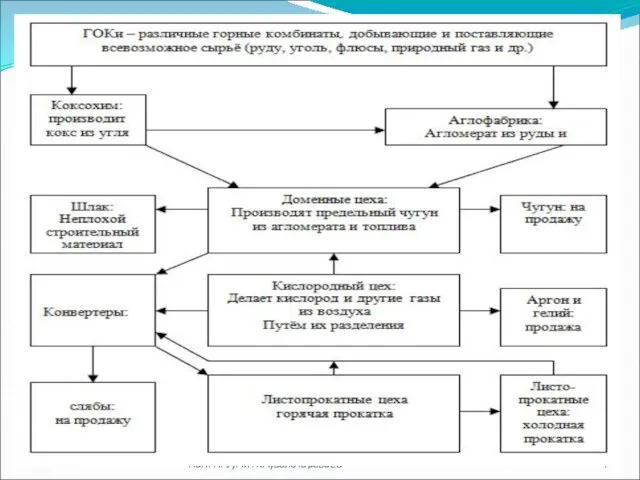
- 19. 1.6. Технологическая схема сталеплавильного производства ТюмГНГУ,МиТКМ,ЗолотареваЕВ
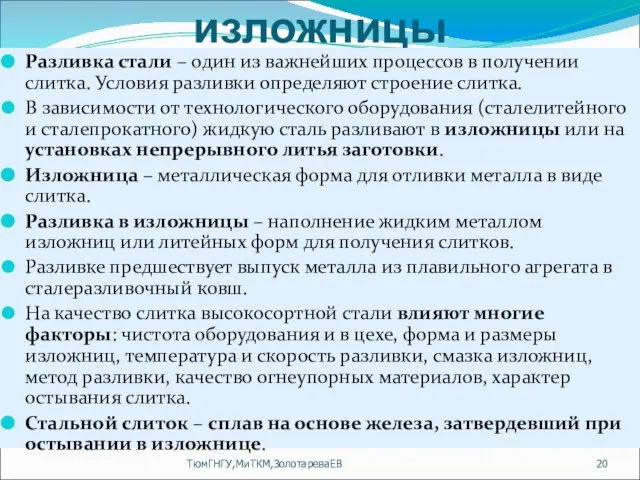
- 20. 2. Разливка стали в изложницы Разливка стали – один из важнейших процессов в получении слитка. Условия
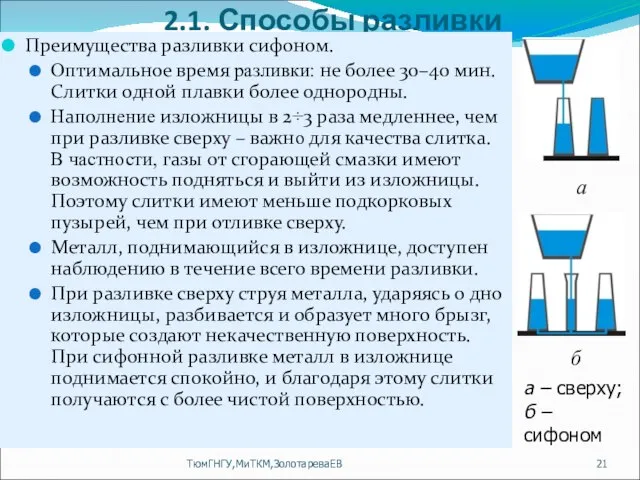
- 21. 2.1. Способы разливки Преимущества разливки сифоном. Оптимальное время разливки: не более 30–40 мин. Слитки одной плавки
- 22. 2.2. Особенности разливки Отрицательные стороны сифонной разливки связаны с большей вероятностью загрязнения металла. Разливка сифоном –
- 23. 2.2.1. Особенности разливки. Продолжение. Усадочная раковина – пустота, возникающая в слитке (отливке) в результате усадки (уменьшения
- 24. 2.2.2. Особенности разливки. Продолжение. При быстрой разливке горячего металла слитки будут поражены продольными трещинами. Слишком быстрая
- 25. 3. Строение стального слитка Поверхностный слой равноосных кристаллов 1, состав которых совпадает с составом металла в
- 26. 3.1. Дендриты Концентрация примеси в жидкой фазе приводит к блокированию примесями граней растущих кристаллов, что, в
- 27. 3.2. Зона столбчатых кристаллов Образование столбчатых кристаллов связано с ухудшением теплоотвода, уменьшением числа центров кристаллизации, возможностью
- 28. 3.3. Центральная зона слитка На образование центральной зоны влияют следующие факторы. Понижение температуры ликвидуса, возникающее в
- 29. 3.4. Нижний конус слитка Изолированные кристаллы переносятся потоками жидкого металла вниз из-за большей по отношению к
- 30. 4. Технологические дефекты строения слитка Дендритная ликвация. Зональная ликвация. Усадочная раковина. Усадочная рыхлость. ТюмГНГУ,МиТКМ,ЗолотареваЕВ
- 31. 4.1. Дендритная ликвация Стальной слиток обладает не только неоднородностью кристаллического строения, но и неравномерностью распределения основных
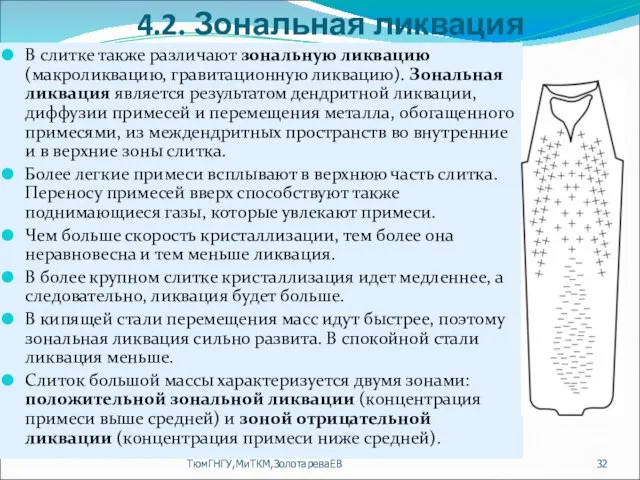
- 32. 4.2. Зональная ликвация В слитке также различают зональную ликвацию (макроликвацию, гравитационную ликвацию). Зональная ликвация является результатом
- 33. 4.3. Усадочная раковина Жидкая сталь имеет меньшую плотность, чем твердая, поэтому застывание стали сопровождается усадкой. Кристаллизационная
- 35. Скачать презентацию
Слайд 3ТюмГНГУ,МиТКМ,ЗолотареваЕВ
ОАО "НЛМК" - одна из крупнейших в мире металлургических компаний. Будучи предприятием с
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
ОАО "НЛМК" - одна из крупнейших в мире металлургических компаний. Будучи предприятием с

Слайд 4ТюмГНГУ,МиТКМ,ЗолотареваЕВ
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Слайд 5ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Оскольский электрометаллургический комбинат
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Оскольский электрометаллургический комбинат

Слайд 61. Способы производства стали
Железо в металлической форме в природе не встречается (за
1. Способы производства стали
Железо в металлической форме в природе не встречается (за
Слайд 71.1. Способы получения железа из руды
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
* По выбору
1.1. Способы получения железа из руды
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
* По выбору

Слайд 8ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Доменная печь, до́мна
— большая металлургическая, вертикально расположенная печь шахтного типа для
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Доменная печь, до́мна
— большая металлургическая, вертикально расположенная печь шахтного типа для
Слайд 9ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Устройство доменной печи
1. Горячее дутьё
2. Зона плавления (заплечики и горн)
3. Зона восстановления
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Устройство доменной печи
1. Горячее дутьё
2. Зона плавления (заплечики и горн)
3. Зона восстановления

Слайд 10ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Доменная печь донецкого металлургического завода
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Доменная печь донецкого металлургического завода

Слайд 111.2. Реакции в доменной печи
Получение чугуна осуществляется в доменных печах и заключается
1.2. Реакции в доменной печи
Получение чугуна осуществляется в доменных печах и заключается
Слайд 12ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения
Слайд 131.3. Прямое получение железа
Производство стали с использованием чугуна не является экономически оптимальным,
1.3. Прямое получение железа
Производство стали с использованием чугуна не является экономически оптимальным,
Слайд 141.4. Шихта
В качестве исходных материалов (шихты) при производстве стали используются жидкий или
1.4. Шихта
В качестве исходных материалов (шихты) при производстве стали используются жидкий или
Слайд 15ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Схема мартеновской печи
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Схема мартеновской печи
Слайд 16ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Кислородный конвертер в разрезе и схема производства стали в нем: 1 -заливка
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Кислородный конвертер в разрезе и схема производства стали в нем: 1 -заливка
Слайд 17ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Разрез дуговой электросталеплавильной печи. Источником тепла в ней служит электрическая дуга, возникающая
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Разрез дуговой электросталеплавильной печи. Источником тепла в ней служит электрическая дуга, возникающая
Слайд 181.5. Технологии получения жидкой стали
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
1.5. Технологии получения жидкой стали
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Слайд 191.6. Технологическая схема сталеплавильного производства
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
1.6. Технологическая схема сталеплавильного производства
ТюмГНГУ,МиТКМ,ЗолотареваЕВ

Слайд 202. Разливка стали в изложницы
Разливка стали – один из важнейших процессов в получении
2. Разливка стали в изложницы
Разливка стали – один из важнейших процессов в получении
Слайд 212.1. Способы разливки
Преимущества разливки сифоном.
Оптимальное время разливки: не более 30–40 мин. Слитки
2.1. Способы разливки
Преимущества разливки сифоном.
Оптимальное время разливки: не более 30–40 мин. Слитки
Слайд 222.2. Особенности разливки
Отрицательные стороны сифонной разливки связаны с большей вероятностью загрязнения металла.
2.2. Особенности разливки
Отрицательные стороны сифонной разливки связаны с большей вероятностью загрязнения металла.
Слайд 232.2.1. Особенности разливки. Продолжение.
Усадочная раковина – пустота, возникающая в слитке (отливке) в результате
2.2.1. Особенности разливки. Продолжение.
Усадочная раковина – пустота, возникающая в слитке (отливке) в результате
Слайд 242.2.2. Особенности разливки. Продолжение.
При быстрой разливке горячего металла слитки будут поражены продольными
2.2.2. Особенности разливки. Продолжение.
При быстрой разливке горячего металла слитки будут поражены продольными
Слайд 253. Строение стального слитка
Поверхностный слой равноосных кристаллов 1, состав которых совпадает с
3. Строение стального слитка
Поверхностный слой равноосных кристаллов 1, состав которых совпадает с

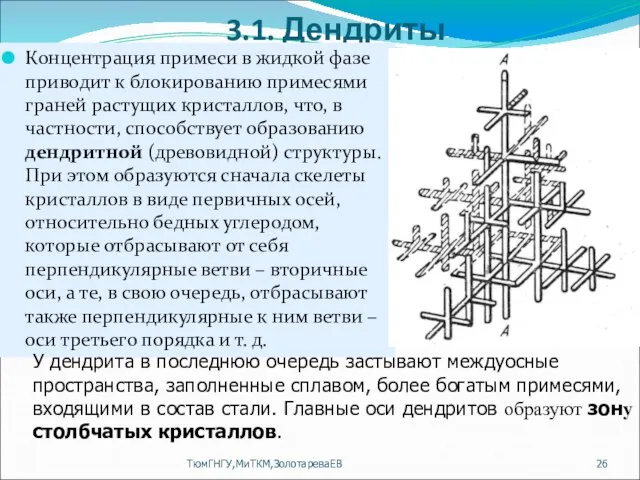
Слайд 263.1. Дендриты
Концентрация примеси в жидкой фазе приводит к блокированию примесями граней растущих
3.1. Дендриты
Концентрация примеси в жидкой фазе приводит к блокированию примесями граней растущих
Слайд 273.2. Зона столбчатых кристаллов
Образование столбчатых кристаллов связано с ухудшением теплоотвода, уменьшением числа
3.2. Зона столбчатых кристаллов
Образование столбчатых кристаллов связано с ухудшением теплоотвода, уменьшением числа
Слайд 283.3. Центральная зона слитка
На образование центральной зоны влияют следующие факторы.
Понижение температуры ликвидуса,
3.3. Центральная зона слитка
На образование центральной зоны влияют следующие факторы.
Понижение температуры ликвидуса,
Слайд 293.4. Нижний конус слитка
Изолированные кристаллы переносятся потоками жидкого металла вниз из-за большей
3.4. Нижний конус слитка
Изолированные кристаллы переносятся потоками жидкого металла вниз из-за большей
Слайд 304. Технологические дефекты строения слитка
Дендритная ликвация.
Зональная ликвация.
Усадочная раковина.
Усадочная рыхлость.
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
4. Технологические дефекты строения слитка
Дендритная ликвация.
Зональная ликвация.
Усадочная раковина.
Усадочная рыхлость.
ТюмГНГУ,МиТКМ,ЗолотареваЕВ
Слайд 314.1. Дендритная ликвация
Стальной слиток обладает не только неоднородностью кристаллического строения, но и
4.1. Дендритная ликвация
Стальной слиток обладает не только неоднородностью кристаллического строения, но и
Слайд 324.2. Зональная ликвация
В слитке также различают зональную ликвацию (макроликвацию, гравитационную ликвацию). Зональная
4.2. Зональная ликвация
В слитке также различают зональную ликвацию (макроликвацию, гравитационную ликвацию). Зональная
Слайд 334.3. Усадочная раковина
Жидкая сталь имеет меньшую плотность, чем твердая, поэтому застывание стали
4.3. Усадочная раковина
Жидкая сталь имеет меньшую плотность, чем твердая, поэтому застывание стали
 Как удобство сайта влияет на продажи? Удобство для покупателя - залог вашего успеха
Как удобство сайта влияет на продажи? Удобство для покупателя - залог вашего успеха Монгол улсын байгалийн н?хцлийн аж ахуйд ?з??лэх н?л??
Монгол улсын байгалийн н?хцлийн аж ахуйд ?з??лэх н?л?? Жизнь и творчество Бунина
Жизнь и творчество Бунина Разработка математической модели и исследование характеристик системы автоматического слежения за задержкой сигнала СРНС
Разработка математической модели и исследование характеристик системы автоматического слежения за задержкой сигнала СРНС Школьное объединениеучителейестественнонаучного цикла
Школьное объединениеучителейестественнонаучного цикла Администрация города Липецка. Работа городского пассажирского транспорта в период реконструкции пр. Победы
Администрация города Липецка. Работа городского пассажирского транспорта в период реконструкции пр. Победы Автоматизация офисной деятельности
Автоматизация офисной деятельности Тема: О взаимодействии промышленных предприятий с общеобразовательными учреждениями города в развитии технологического образов
Тема: О взаимодействии промышленных предприятий с общеобразовательными учреждениями города в развитии технологического образов Історія украинской культуры
Історія украинской культуры Общие понятия о страховании
Общие понятия о страховании Презентация на тему Особенности подростковой культуры
Презентация на тему Особенности подростковой культуры  ПРОЕКТИРОВАНИЕ ОСНОВНОЙ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ НАЧАЛЬНОГО ОБЩЕГО ОБРАЗОВАНИЯ. ВНЕУРОЧНАЯ ДЕЯТЕЛЬНОСТЬ: ЗАДАЧИ И ВОЗМОЖНОСТИ
ПРОЕКТИРОВАНИЕ ОСНОВНОЙ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ НАЧАЛЬНОГО ОБЩЕГО ОБРАЗОВАНИЯ. ВНЕУРОЧНАЯ ДЕЯТЕЛЬНОСТЬ: ЗАДАЧИ И ВОЗМОЖНОСТИ Almaty GTUG в развитии рынка мобильных приложений в Казахстане
Almaty GTUG в развитии рынка мобильных приложений в Казахстане Происхождение бранных слов
Происхождение бранных слов Политическая система и политический режим 11 класс
Политическая система и политический режим 11 класс Тема 8: Типы рыночных структур
Тема 8: Типы рыночных структур Конституционное право
Конституционное право Возможные направления модернизации рекомендуемой программы по дисциплине «Безопасность жизнедеятельности»
Возможные направления модернизации рекомендуемой программы по дисциплине «Безопасность жизнедеятельности» solarlab-typescript-2021
solarlab-typescript-2021 Камиль Коро (1796 -1875)
Камиль Коро (1796 -1875) Презентация к уроку учителя физики Староатлашской СОШ Курмакаевой Р.А.
Презентация к уроку учителя физики Староатлашской СОШ Курмакаевой Р.А. Природа форм и видов денег
Природа форм и видов денег Городское методическое объединение классных руководителей
Городское методическое объединение классных руководителей Айдентика детского фестиваля Светлый мир сказок
Айдентика детского фестиваля Светлый мир сказок Выполнили: 1. Васильева С. В. 2. Брылёва В. Ю.
Выполнили: 1. Васильева С. В. 2. Брылёва В. Ю. Культурное наследие православия. Монастырь
Культурное наследие православия. Монастырь Салат из свеклы с черносливом, орехами, чесноком
Салат из свеклы с черносливом, орехами, чесноком Сборник стихов
Сборник стихов