- Разборка технологического маршрута ремонта автомобильного диска из алюминиевого сплава

Содержание
- 2. Моя экзаменационная работа состоит из трёх этапов: -подготовка изделия под сварку -сварка изделия -контроль качества выполненных
- 3. Подготовка автомобильного диска под сварку ОЦЕНКА ПОВРЕЖДЕНИЙ АВТОМОБИЛЬНОГО ДИСКА И ХАРАКТЕРА РАБОТ НЕОБХОДИМЫХ ДЛЯ ЕГО ВОССТАНОВЛЕНИЯ
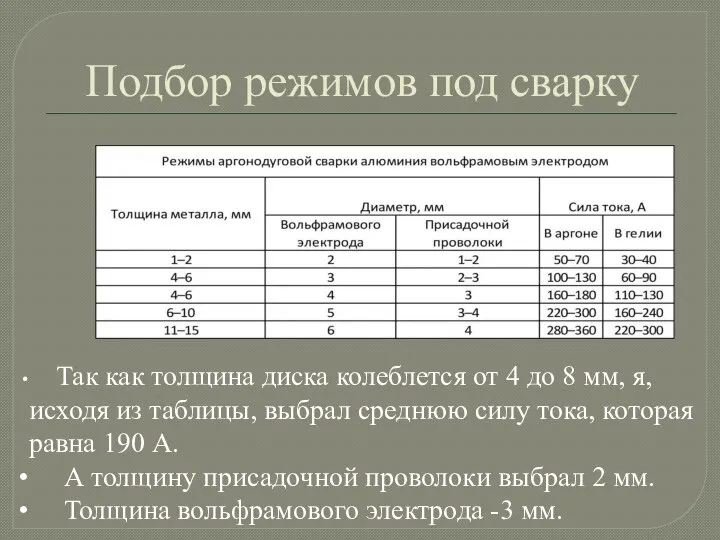
- 4. Подбор режимов под сварку Так как толщина диска колеблется от 4 до 8 мм, я, исходя
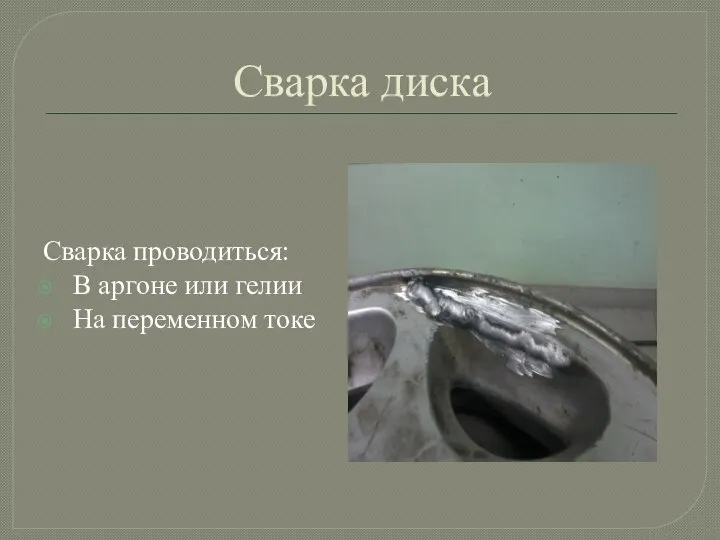
- 5. Сварка диска Сварка проводиться: В аргоне или гелии На переменном токе
- 6. Сварочный аппарат, используемый для работы ESAB Origo™ Tig 3000i AC/DC Характеристики данного сварочного аппарата: Напряжение электросети,
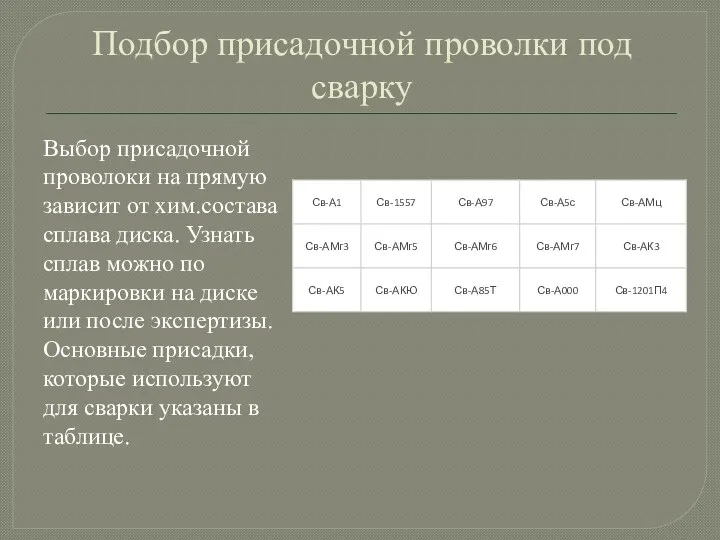
- 7. Подбор присадочной проволки под сварку Выбор присадочной проволоки на прямую зависит от хим.состава сплава диска. Узнать
- 8. Выбор защитного газа для сварки Я выбрал для работы - Аргон. Выбрал я его потому что
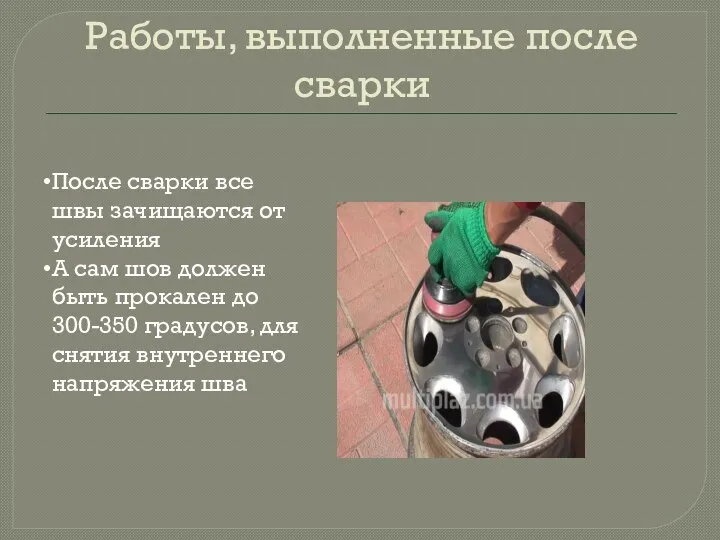
- 9. Работы, выполненные после сварки После сварки все швы зачищаются от усиления А сам шов должен быть
- 10. Техника безопасности во время проведения работ Работа проводиться обязательно в респираторе Работать только с включенной вентиляцией
- 11. Контроль качества выполненной работы Швы проверяются визуально А сам диск после сварки должен проверятся на биение
- 13. Скачать презентацию
Слайд 2Моя экзаменационная работа состоит из трёх этапов:
-подготовка изделия под сварку
-сварка изделия
-контроль качества
Моя экзаменационная работа состоит из трёх этапов:
-подготовка изделия под сварку
-сварка изделия
-контроль качества
Слайд 3Подготовка автомобильного диска под сварку
ОЦЕНКА ПОВРЕЖДЕНИЙ АВТОМОБИЛЬНОГО ДИСКА И ХАРАКТЕРА РАБОТ НЕОБХОДИМЫХ
Подготовка автомобильного диска под сварку
ОЦЕНКА ПОВРЕЖДЕНИЙ АВТОМОБИЛЬНОГО ДИСКА И ХАРАКТЕРА РАБОТ НЕОБХОДИМЫХ

Слайд 4Подбор режимов под сварку
Так как толщина диска колеблется от 4 до
Подбор режимов под сварку
Так как толщина диска колеблется от 4 до
Слайд 5Сварка диска
Сварка проводиться:
В аргоне или гелии
На переменном токе
Сварка диска
Сварка проводиться:
В аргоне или гелии
На переменном токе
Слайд 6Сварочный аппарат, используемый для работы
ESAB Origo™ Tig 3000i AC/DC
Характеристики данного сварочного аппарата:
Напряжение электросети, В/Ф
Сварочный аппарат, используемый для работы
ESAB Origo™ Tig 3000i AC/DC
Характеристики данного сварочного аппарата:
Напряжение электросети, В/Ф

Слайд 7Подбор присадочной проволки под сварку
Выбор присадочной
проволоки на прямую
зависит от хим.состава
сплава диска. Узнать
сплав
Подбор присадочной проволки под сварку
Выбор присадочной
проволоки на прямую
зависит от хим.состава
сплава диска. Узнать
сплав
Слайд 8Выбор защитного газа для сварки
Я выбрал для
работы - Аргон.
Выбрал я его потому
что
Выбор защитного газа для сварки
Я выбрал для
работы - Аргон.
Выбрал я его потому
что
Слайд 9Работы, выполненные после сварки
После сварки все швы зачищаются от усиления
А сам шов
Работы, выполненные после сварки
После сварки все швы зачищаются от усиления
А сам шов
Слайд 10Техника безопасности во время проведения работ
Работа проводиться обязательно в респираторе
Работать только с
Техника безопасности во время проведения работ
Работа проводиться обязательно в респираторе
Работать только с
Слайд 11Контроль качества выполненной работы
Швы проверяются визуально
А сам диск после сварки должен проверятся
Контроль качества выполненной работы
Швы проверяются визуально
А сам диск после сварки должен проверятся

 Русский язык 4 классГлаголы в неопределенной форме и в 3 лице
Русский язык 4 классГлаголы в неопределенной форме и в 3 лице Формирование ценных ориентаций личности школьника с отклонениями в поведении
Формирование ценных ориентаций личности школьника с отклонениями в поведении Ukrainian cuisine
Ukrainian cuisine Фартук в русском национальном костюме
Фартук в русском национальном костюме Фотографические ресурсы Фотокамера изнутри. Необходимый набор техники
Фотографические ресурсы Фотокамера изнутри. Необходимый набор техники Движение крови и лимфы в организме. Органы кровообращения
Движение крови и лимфы в организме. Органы кровообращения Квартира расположена в знаменитых на всю страну «Черемушках». Прекрасная транспортная и социальная инфраструктура делает ее очен
Квартира расположена в знаменитых на всю страну «Черемушках». Прекрасная транспортная и социальная инфраструктура делает ее очен Кризис империи: русско-японская война и революция 1905 – 1907гг
Кризис империи: русско-японская война и революция 1905 – 1907гг Автоматизированный программный комплекс по учету и движению насосно-компрессорных труб, штанг, элементов трубных колонн. Селена.
Автоматизированный программный комплекс по учету и движению насосно-компрессорных труб, штанг, элементов трубных колонн. Селена. Interactivity Интерактивные киоски
Interactivity Интерактивные киоски  Занятие 3
Занятие 3 Презентация на тему Текстильные волокна
Презентация на тему Текстильные волокна  Сиофор
Сиофор ПРОЕКТ «ЖИВОЕ ПРАВО»
ПРОЕКТ «ЖИВОЕ ПРАВО» Зачем нужно объединение участников рынка клинических исследований? АОКИ: цели, задачи, текущие программы
Зачем нужно объединение участников рынка клинических исследований? АОКИ: цели, задачи, текущие программы Изменения цвета мяса при его хранении
Изменения цвета мяса при его хранении Идентификация персональных данных физических лиц с использованием страхового номера индивидуального лицевого счета системы об
Идентификация персональных данных физических лиц с использованием страхового номера индивидуального лицевого счета системы об Наш Пушкин
Наш Пушкин Present Simple Tense
Present Simple Tense Учебно-методический комплекс интегративной дисциплины Информсреда образования (в четырех частях с системой обновляемых выпусков
Учебно-методический комплекс интегративной дисциплины Информсреда образования (в четырех частях с системой обновляемых выпусков Правовое сопровождение и управление строительными контрактами
Правовое сопровождение и управление строительными контрактами Правительство Санкт-Петербурга
Правительство Санкт-Петербурга ТОО БАСПАНА Construction. Теплоизоляционные и электромонтажные работы на объекте АНПЗ
ТОО БАСПАНА Construction. Теплоизоляционные и электромонтажные работы на объекте АНПЗ En hiver
En hiver Реки и мосты нашего города (урок – презентация по краеведению)
Реки и мосты нашего города (урок – презентация по краеведению) Презентация на тему Строчная и заглавная буквы Ц, ц
Презентация на тему Строчная и заглавная буквы Ц, ц Неповторимая планета Земля
Неповторимая планета Земля Задание и изображение поверхностей
Задание и изображение поверхностей