- Разливка стали и строение слитка

Содержание
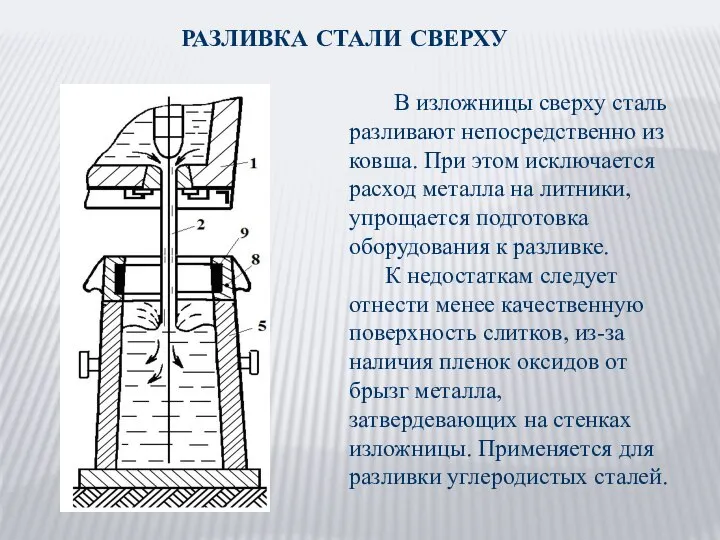
- 2. РАЗЛИВКА СТАЛИ СВЕРХУ В изложницы сверху сталь разливают непосредственно из ковша. При этом исключается расход металла
- 3. При сифонной разливке одновременно заполняются несколько изложниц. Изложницы устанавливаются на поддоне, в центре которого располагается центровой
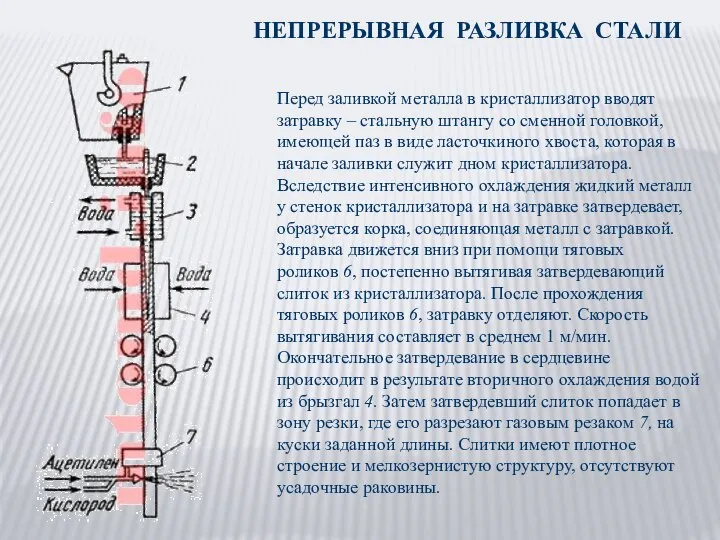
- 4. Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной головкой, имеющей паз в
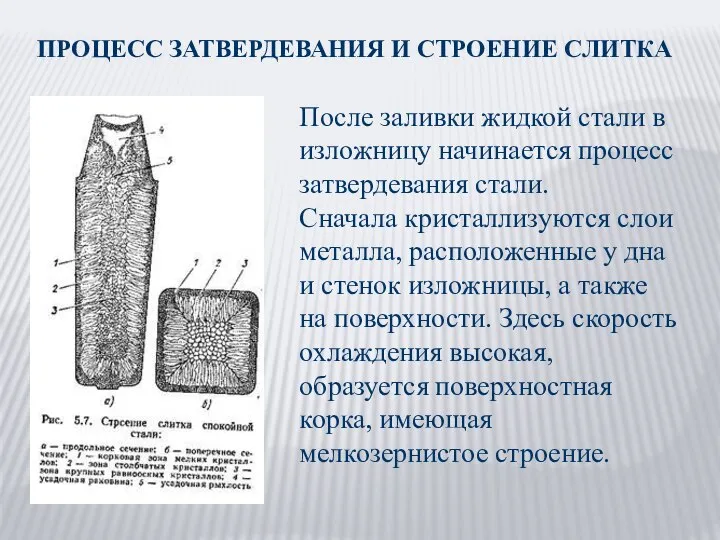
- 5. ПРОЦЕСС ЗАТВЕРДЕВАНИЯ И СТРОЕНИЕ СЛИТКА После заливки жидкой стали в изложницу начинается процесс затвердевания стали. Сначала
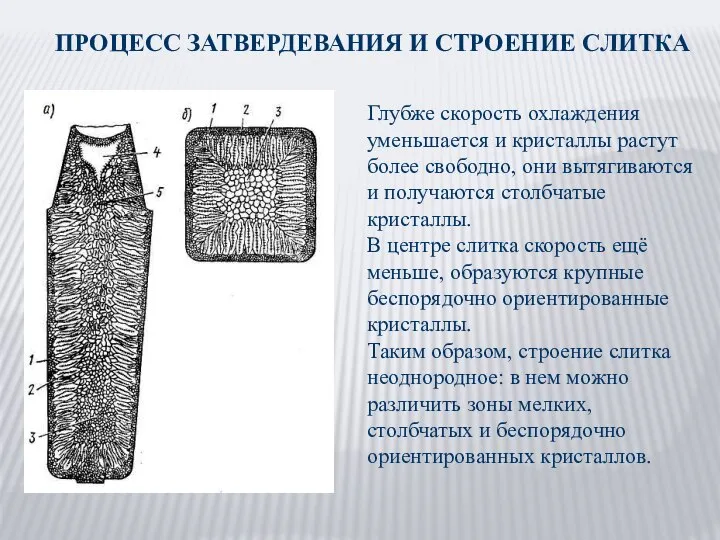
- 6. ПРОЦЕСС ЗАТВЕРДЕВАНИЯ И СТРОЕНИЕ СЛИТКА Глубже скорость охлаждения уменьшается и кристаллы растут более свободно, они вытягиваются
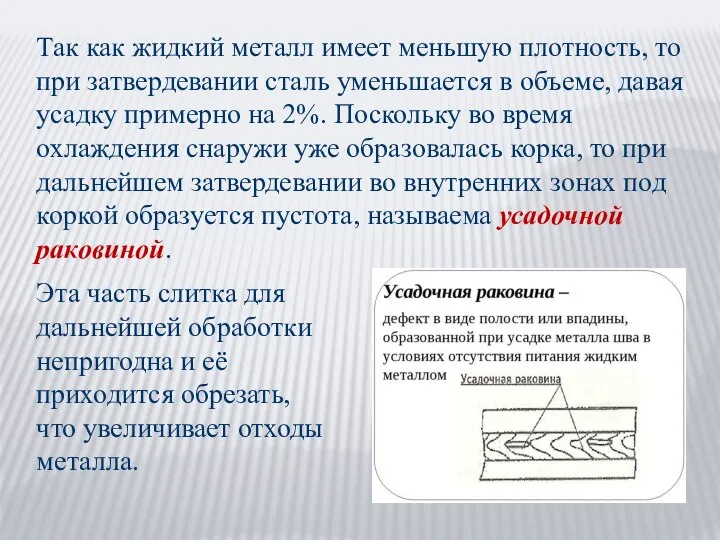
- 7. Так как жидкий металл имеет меньшую плотность, то при затвердевании сталь уменьшается в объеме, давая усадку
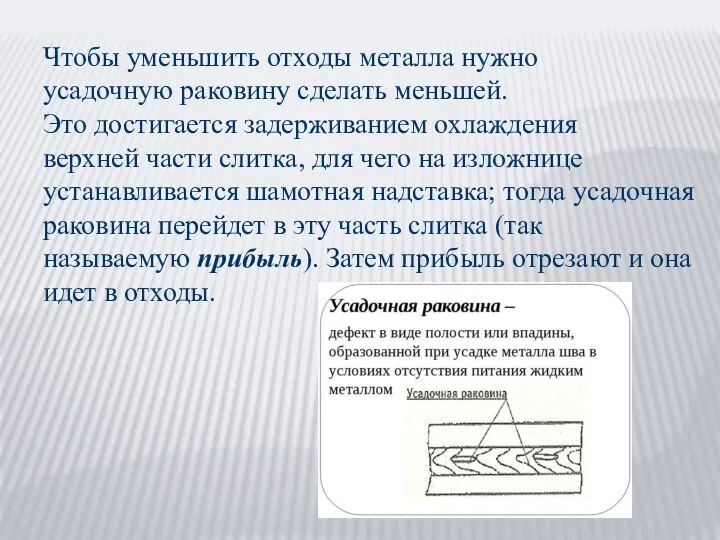
- 8. Чтобы уменьшить отходы металла нужно усадочную раковину сделать меньшей. Это достигается задерживанием охлаждения верхней части слитка,
- 10. Скачать презентацию
Слайд 3 При сифонной разливке одновременно заполняются несколько изложниц. Изложницы устанавливаются на поддоне, в центре
При сифонной разливке одновременно заполняются несколько изложниц. Изложницы устанавливаются на поддоне, в центре

Слайд 4Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной
Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной
Слайд 5ПРОЦЕСС ЗАТВЕРДЕВАНИЯ И СТРОЕНИЕ СЛИТКА
После заливки жидкой стали в изложницу начинается процесс
ПРОЦЕСС ЗАТВЕРДЕВАНИЯ И СТРОЕНИЕ СЛИТКА
После заливки жидкой стали в изложницу начинается процесс
Слайд 6ПРОЦЕСС ЗАТВЕРДЕВАНИЯ И СТРОЕНИЕ СЛИТКА
Глубже скорость охлаждения уменьшается и кристаллы растут более
ПРОЦЕСС ЗАТВЕРДЕВАНИЯ И СТРОЕНИЕ СЛИТКА
Глубже скорость охлаждения уменьшается и кристаллы растут более
Слайд 7Так как жидкий металл имеет меньшую плотность, то при затвердевании сталь уменьшается
Так как жидкий металл имеет меньшую плотность, то при затвердевании сталь уменьшается
Слайд 8Чтобы уменьшить отходы металла нужно
усадочную раковину сделать меньшей.
Это достигается задерживанием
Чтобы уменьшить отходы металла нужно
усадочную раковину сделать меньшей.
Это достигается задерживанием
 Все дети любят рисовать
Все дети любят рисовать (007)Selecting Orifice using Winpul31
(007)Selecting Orifice using Winpul31 Молитва Иисуса
Молитва Иисуса Легендарный Леонардо да Винчи
Легендарный Леонардо да Винчи Restoran_pitania_BIZNES (2)
Restoran_pitania_BIZNES (2) В серии Organic Shop появилась новая линия средств для коррекции фигуры.
В серии Organic Shop появилась новая линия средств для коррекции фигуры. Управление качеством в процессе закупок
Управление качеством в процессе закупок Встречаем весну играми!
Встречаем весну играми! Ieri oggi e domani
Ieri oggi e domani Использование дисперсий производства ООО ПКФ «Оргхимпром» в рецептурах ВД-ЛКМ для окраски древесины
Использование дисперсий производства ООО ПКФ «Оргхимпром» в рецептурах ВД-ЛКМ для окраски древесины сообщество краткосрочная стратегическая терапия
сообщество краткосрочная стратегическая терапия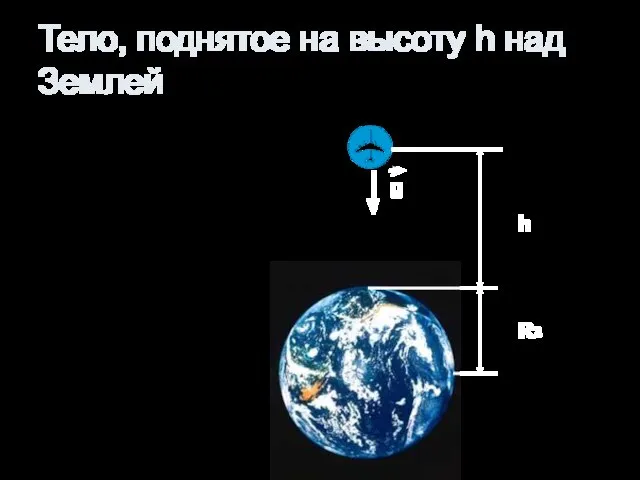 Тело, поднятое на высоту h над Землей
Тело, поднятое на высоту h над Землей Алгоритмика и олимпиады по информатике для 5-6 классов
Алгоритмика и олимпиады по информатике для 5-6 классов Сторонние cms для интернет-магазина
Сторонние cms для интернет-магазина Кружок Народное творчество
Кружок Народное творчество Ведение деловой переписки и переговоров
Ведение деловой переписки и переговоров 5748
5748 Татар милли ризыклары тарихы
Татар милли ризыклары тарихы Политический режим
Политический режим Образ ворона в русской и зарубежной литературе
Образ ворона в русской и зарубежной литературе Растения Подмосковья
Растения Подмосковья Леонид Ильич Брежнев
Леонид Ильич Брежнев Airport System
Airport System Блестящие фото на телефон
Блестящие фото на телефон Онлайн-касса для юридических лиц и ИП
Онлайн-касса для юридических лиц и ИП Гаметогенез. Овогенез. Этапы сперматогенеза. Строение яйцеклетки и сперматозоида
Гаметогенез. Овогенез. Этапы сперматогенеза. Строение яйцеклетки и сперматозоида Poresko pravo
Poresko pravo Мятежность и чувство одиночества в стихотворении М.Ю.Лермонтова « Парус»
Мятежность и чувство одиночества в стихотворении М.Ю.Лермонтова « Парус»