- Разметка и пиление столярной ножовкой

Содержание
- 2. 1.Что называется разметкой? а)нанесение на заготовку линий и точек, указывающих места обработки; б)нанесение дополнительных, вспомогательных линий
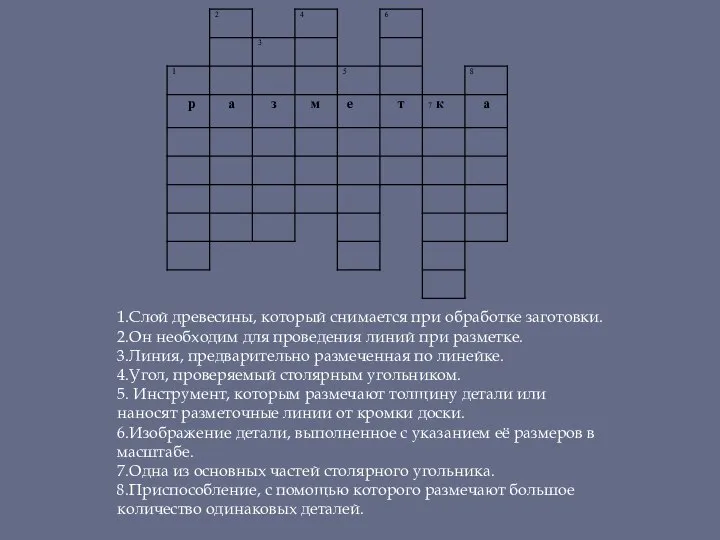
- 3. 1.Слой древесины, который снимается при обработке заготовки. 2.Он необходим для проведения линий при разметке. 3.Линия, предварительно
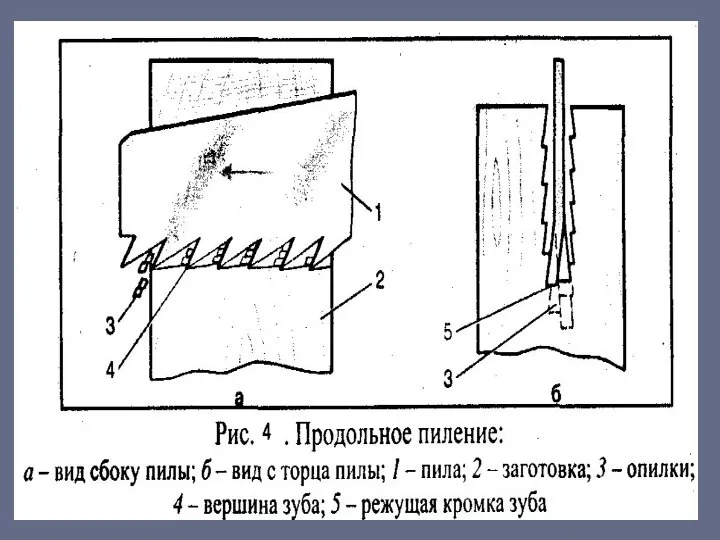
- 4. План 1.Пиление как технологический процесс. 2.Виды пил. 3.Форма зубьев пилы и разводка. 4.Приспособления для пиления. 5.Правила
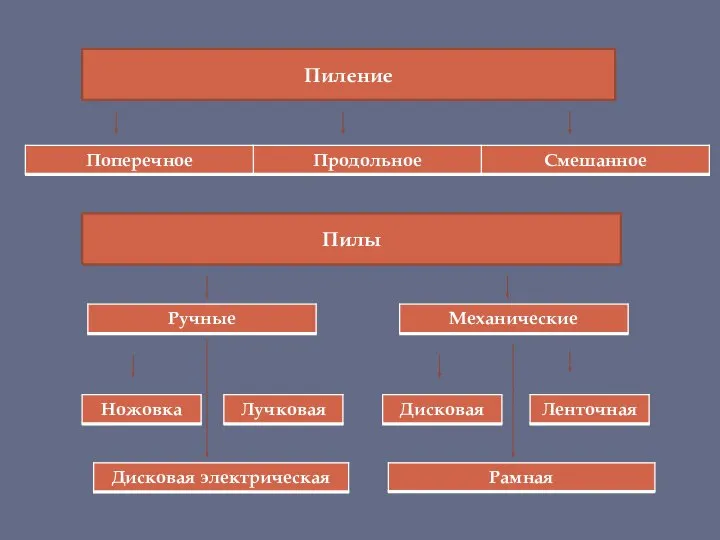
- 5. Пиление Пилы
- 6. Существуют следующие виды пил: широкая ножовка (для раскроя досок и брусков); узкая ножовка (для распиливания тонких
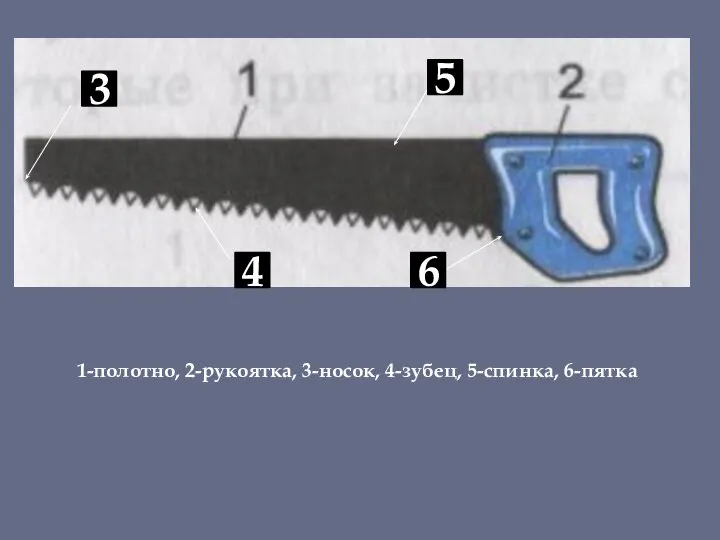
- 8. 1-полотно, 2-рукоятка, 3-носок, 4-зубец, 5-спинка, 6-пятка 3 4 5 6
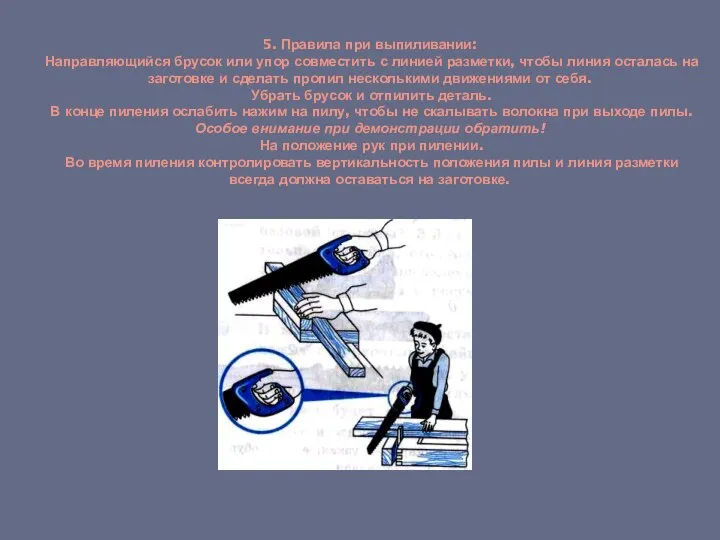
- 11. 5. Правила при выпиливании: Направляющийся брусок или упор совместить с линией разметки, чтобы линия осталась на
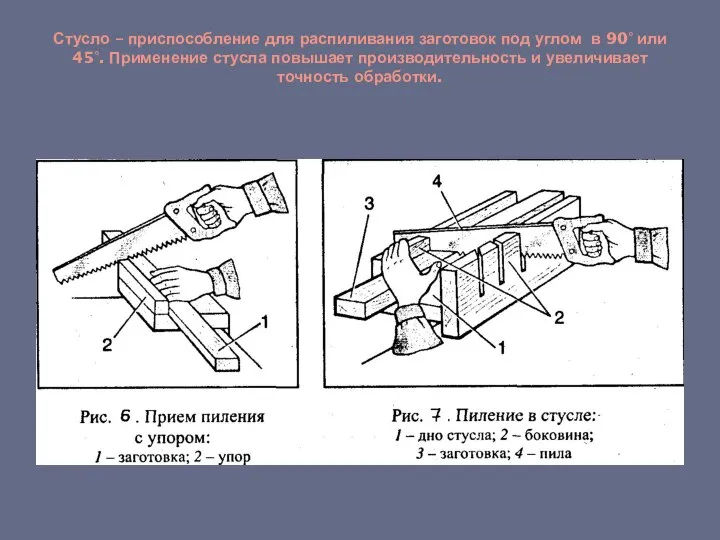
- 12. Стусло – приспособление для распиливания заготовок под углом в 90° или 45°. Применение стусла повышает производительность
- 14. Скачать презентацию
Слайд 21.Что называется разметкой?
а)нанесение на заготовку линий и точек, указывающих места обработки;
б)нанесение дополнительных,
1.Что называется разметкой?
а)нанесение на заготовку линий и точек, указывающих места обработки;
б)нанесение дополнительных,
а)нанесение на заготовку линий и точек, указывающих места обработки;
б)нанесение дополнительных,
Слайд 31.Слой древесины, который снимается при обработке заготовки.
2.Он необходим для проведения линий при
1.Слой древесины, который снимается при обработке заготовки.
2.Он необходим для проведения линий при
Слайд 4План
1.Пиление как технологический процесс.
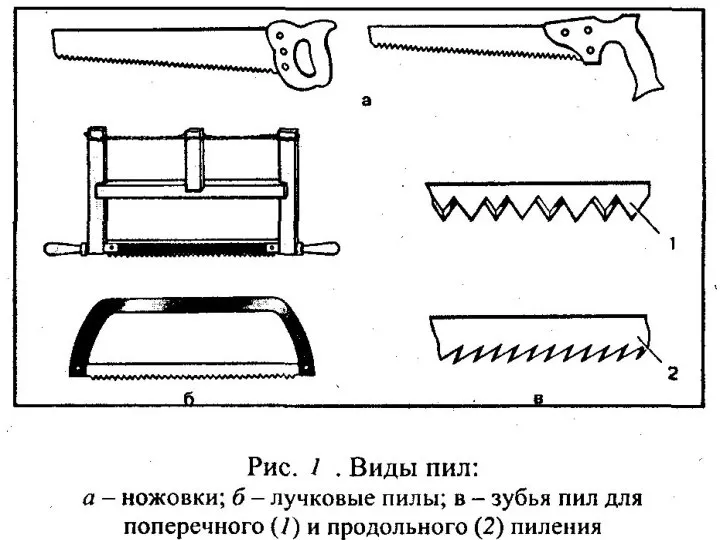
2.Виды пил.
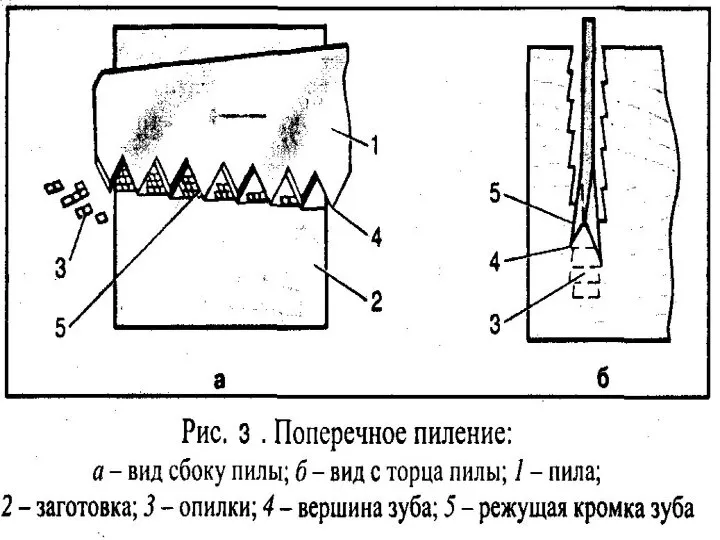
3.Форма зубьев пилы и разводка.
4.Приспособления для пиления.
5.Правила безопасной
План
1.Пиление как технологический процесс.
2.Виды пил.
3.Форма зубьев пилы и разводка.
4.Приспособления для пиления.
5.Правила безопасной
Слайд 5Пиление
Пилы
Пиление
Пилы
Слайд 6Существуют следующие виды пил:
широкая ножовка (для раскроя досок и брусков);
узкая
Существуют следующие виды пил:
широкая ножовка (для раскроя досок и брусков);
узкая
широкая ножовка (для раскроя досок и брусков);
узкая
Слайд 81-полотно, 2-рукоятка, 3-носок, 4-зубец, 5-спинка, 6-пятка
3
4
5
6
1-полотно, 2-рукоятка, 3-носок, 4-зубец, 5-спинка, 6-пятка
3
4
5
6
Слайд 115. Правила при выпиливании:
Направляющийся брусок или упор совместить с линией разметки,
5. Правила при выпиливании: Направляющийся брусок или упор совместить с линией разметки,
Слайд 12Стусло – приспособление для распиливания заготовок под углом в 90° или 45°.
Стусло – приспособление для распиливания заготовок под углом в 90° или 45°.
 Донорно - акц. механізм
Донорно - акц. механізм ВОДА
ВОДА Моделирование
Моделирование Функциональная анатомия ствола головного мозга. Понятие о ретикулярной формации
Функциональная анатомия ствола головного мозга. Понятие о ретикулярной формации Изо – викторина (5 класс)
Изо – викторина (5 класс) Магнитное поле
Магнитное поле Компьютерная презентация команды id091тема: «Модели. Классификация моделей.»
Компьютерная презентация команды id091тема: «Модели. Классификация моделей.» Модернизм и новые направления культуры первой половины ХХ века
Модернизм и новые направления культуры первой половины ХХ века Появление и эволюция вредоносных программ. Основные направления развития. Методы противодействия.
Появление и эволюция вредоносных программ. Основные направления развития. Методы противодействия. Анализ показателей финансово-экономической деятельности ГБУЗ Городская больница
Анализ показателей финансово-экономической деятельности ГБУЗ Городская больница АНО СО Достойный Возраст
АНО СО Достойный Возраст Функции науки об управлении персоналом
Функции науки об управлении персоналом Food and healthy eating
Food and healthy eating  Презентация на тему Фольклор в музыке русских композиторов (5 класс)
Презентация на тему Фольклор в музыке русских композиторов (5 класс) Каплиев А.С., инициатор создания общественного движения «За право на достоинство и свободное развитие»
Каплиев А.С., инициатор создания общественного движения «За право на достоинство и свободное развитие» Маркетинг услуг по кадровому консалтингу
Маркетинг услуг по кадровому консалтингу Репрезентативная система и темперамент человекаПрактико-ориентированное занятие для педагогов Детской школы искусств
Репрезентативная система и темперамент человекаПрактико-ориентированное занятие для педагогов Детской школы искусств Тесты 7 – 8 класс
Тесты 7 – 8 класс Инертные газы
Инертные газы Дыхание
Дыхание Виды Москвы с Останкинской башни
Виды Москвы с Останкинской башни Что вчера было хорошо, может считаться таковым и завтра. Однако не должно. Остается понять, что должно измениться.
Что вчера было хорошо, может считаться таковым и завтра. Однако не должно. Остается понять, что должно измениться. Питер Брейгель Старший
Питер Брейгель Старший Отчет команды об участии в онлайн-конкурсе кулинарного искусства Мастер Шеф
Отчет команды об участии в онлайн-конкурсе кулинарного искусства Мастер Шеф ОСНОВИ НА ПРОЦЕСОТ НА ПЛАНИРАЊЕ НА КОМУНИЦИРАЊЕТО
ОСНОВИ НА ПРОЦЕСОТ НА ПЛАНИРАЊЕ НА КОМУНИЦИРАЊЕТО Технология изготовления изделия (руководство для школьников)
Технология изготовления изделия (руководство для школьников)  МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ УЧИТЕЛЕЙ НАЧАЛЬНЫХ КЛАССОВМОУ СОШ №1
МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ УЧИТЕЛЕЙ НАЧАЛЬНЫХ КЛАССОВМОУ СОШ №1 Система управления персоналом: приемы, методы, технологии, процедуры работы с кадрами
Система управления персоналом: приемы, методы, технологии, процедуры работы с кадрами