- Разработка интегрированной технологии изготовления детали Втулка кремальеры

Содержание
- 2. Задачи исследования: 1) определить форму и размеры заготовки, а также способ получения заготовки; 2) определить припуски
- 3. Масса: 15,66 г. Материал: сталь 45ГОСТ 1050-2013 Производство штук: 1000 шт. в год Характеристика детали и
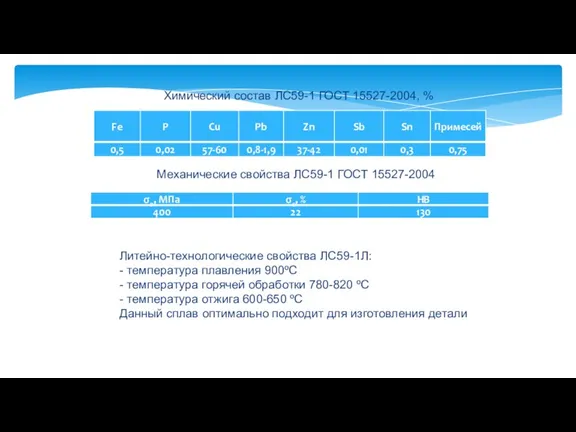
- 4. Химический состав ЛС59-1 ГОСТ 15527-2004, % Литейно-технологические свойства ЛС59-1Л: - температура плавления 900ºС - температура горячей
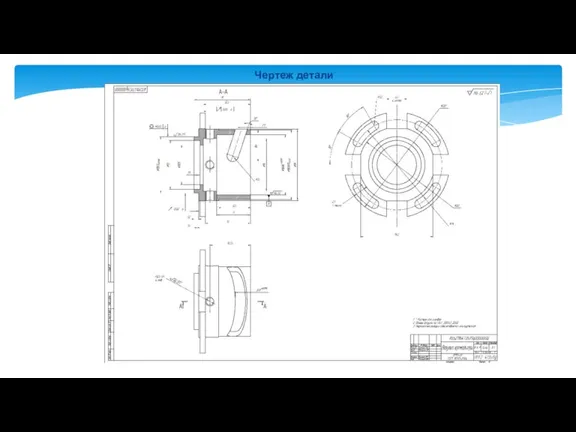
- 5. Чертеж детали
- 6. Основные технические требования к детали: Квалитеты H6, h7, h11, остальные по 12-му квалитету. Качество поверхностей Ra
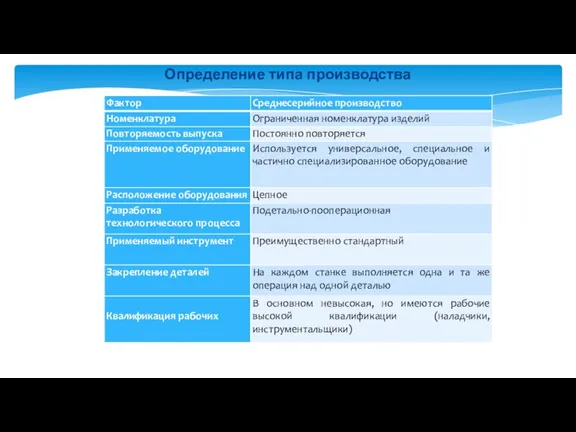
- 7. Определение типа производства
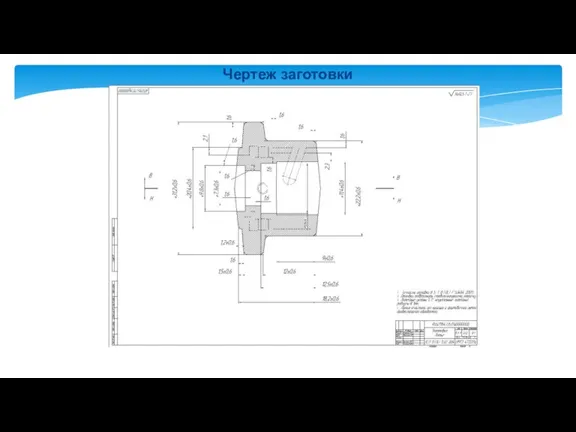
- 8. Чертеж заготовки
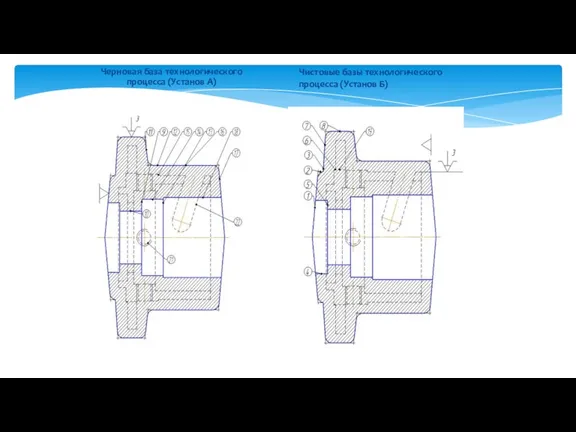
- 9. Черновая база технологического процесса (Установ А) Чистовые базы технологического процесса (Установ Б)
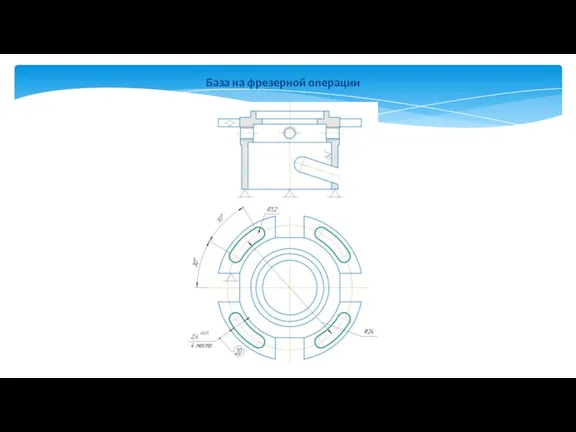
- 10. База на фрезерной операции
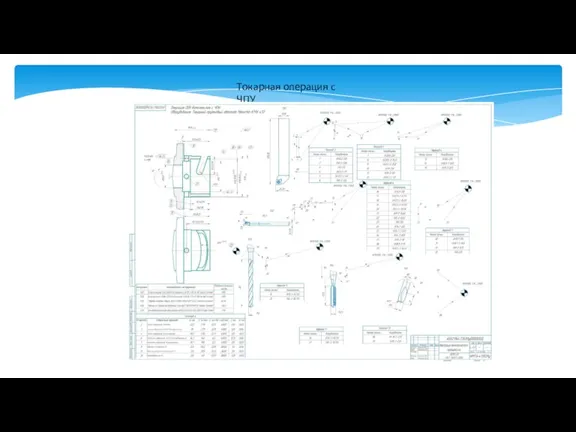
- 11. Токарная операция с ЧПУ
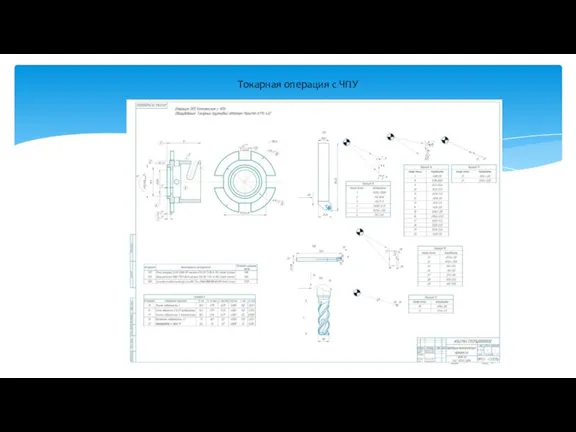
- 12. Токарная операция с ЧПУ
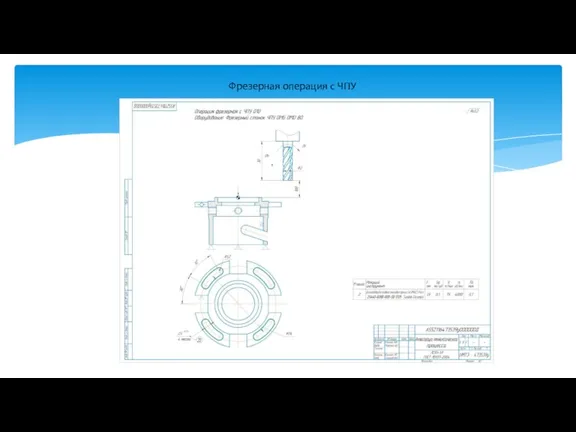
- 13. Фрезерная операция с ЧПУ
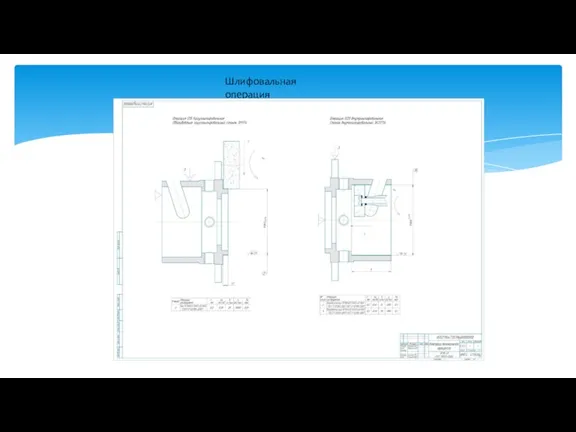
- 14. Шлифовальная операция
- 15. SINUMERIK 840D Полностью цифровая система для практически всех типов применений, с прогрессивными функциями.
- 18. Трёхкулачковый токарный патрон Kitagawa Заготовку необходимо зажать с усилием 4286Н
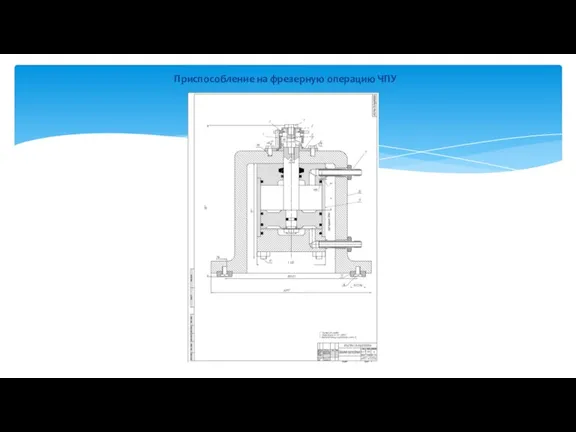
- 19. Приспособление на фрезерную операцию ЧПУ
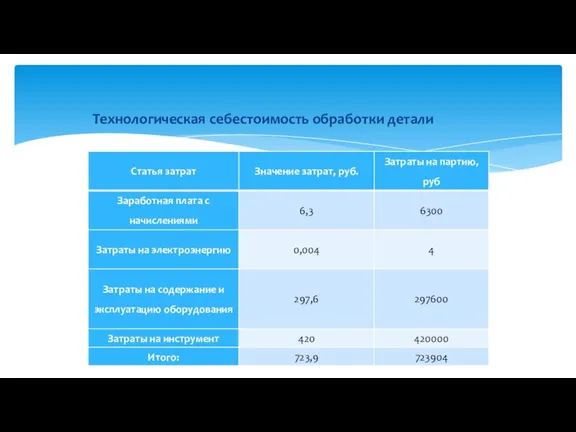
- 20. Технологическая себестоимость обработки детали
- 21. ЗАКЛЮЧЕНИЕ В данной работе разработан технологический процесс изготовления детали «Втулка кремальеры». Выбран материал заготовки, рассчитаны припуски
- 23. Скачать презентацию
Слайд 2Задачи исследования:
1) определить форму и размеры заготовки, а также способ получения заготовки;
2)
Задачи исследования:
1) определить форму и размеры заготовки, а также способ получения заготовки;
2)
Слайд 3Масса: 15,66 г.
Материал: сталь 45ГОСТ 1050-2013
Производство штук: 1000 шт. в год
Характеристика
Масса: 15,66 г.
Материал: сталь 45ГОСТ 1050-2013
Производство штук: 1000 шт. в год
Характеристика

Слайд 4Химический состав ЛС59-1 ГОСТ 15527-2004, %
Литейно-технологические свойства ЛС59-1Л:
- температура плавления 900ºС
- температура
Химический состав ЛС59-1 ГОСТ 15527-2004, %
Литейно-технологические свойства ЛС59-1Л:
- температура плавления 900ºС
- температура
Слайд 5Чертеж детали
Чертеж детали
Слайд 6Основные технические требования к детали:
Квалитеты H6, h7, h11,
остальные по 12-му квалитету.
Качество
Основные технические требования к детали:
Квалитеты H6, h7, h11,
остальные по 12-му квалитету.
Качество
Слайд 7Определение типа производства
Определение типа производства
Слайд 8Чертеж заготовки
Чертеж заготовки
Слайд 9Черновая база технологического процесса (Установ А)
Чистовые базы технологического процесса (Установ Б)
Черновая база технологического процесса (Установ А)
Чистовые базы технологического процесса (Установ Б)
Слайд 10База на фрезерной операции
База на фрезерной операции
Слайд 11Токарная операция с ЧПУ
Токарная операция с ЧПУ
Слайд 12Токарная операция с ЧПУ
Токарная операция с ЧПУ
Слайд 13Фрезерная операция с ЧПУ
Фрезерная операция с ЧПУ
Слайд 14Шлифовальная операция
Шлифовальная операция
Слайд 15SINUMERIK 840D
Полностью цифровая система для практически всех типов применений, с прогрессивными
SINUMERIK 840D Полностью цифровая система для практически всех типов применений, с прогрессивными



Слайд 18Трёхкулачковый токарный патрон Kitagawa
Заготовку необходимо зажать с усилием 4286Н
Трёхкулачковый токарный патрон Kitagawa
Заготовку необходимо зажать с усилием 4286Н

Слайд 19Приспособление на фрезерную операцию ЧПУ
Приспособление на фрезерную операцию ЧПУ
Слайд 20Технологическая себестоимость обработки детали
Технологическая себестоимость обработки детали
Слайд 21ЗАКЛЮЧЕНИЕ
В данной работе разработан технологический процесс изготовления детали «Втулка кремальеры». Выбран материал
ЗАКЛЮЧЕНИЕ
В данной работе разработан технологический процесс изготовления детали «Втулка кремальеры». Выбран материал
 [Panda MeetUP] Кто все эти люди_
[Panda MeetUP] Кто все эти люди_ Артериальная гипертония.
Артериальная гипертония. В гостях у любимой сказки
В гостях у любимой сказки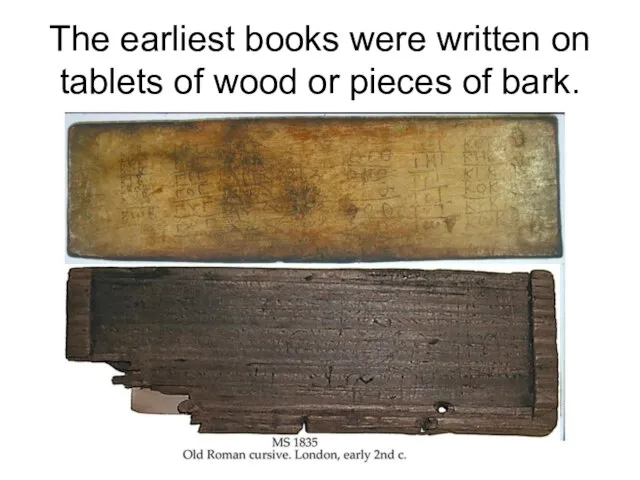 The printed word
The printed word МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об
МОУ Морозовская СОШ Тейковского муниципального района Ивановской области Областные краеведческие чтения учащихся Ивановской об مدیریت مراکز فرهنگی
مدیریت مراکز فرهنگی Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №14 с углубленным изучением английского языка»3 Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз
Розгляд звернень громадян та задоволення запитів на інформацію. Порівняльний аналіз Спрос предложение и равновесная цена
Спрос предложение и равновесная цена Этрусское искусство
Этрусское искусство Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу
Обсуждение хода и перспектив развития проекта по изучению особенностей читательской грамотности учащихся в связи с анализом резу The Article
The Article Стандарт электронной услуги (СЭУ)
Стандарт электронной услуги (СЭУ) Коммерческое предложение на органические удобрения
Коммерческое предложение на органические удобрения Электрический ток в газах (10 класс)
Электрический ток в газах (10 класс) Основные типы узлов. Назначение узлов
Основные типы узлов. Назначение узлов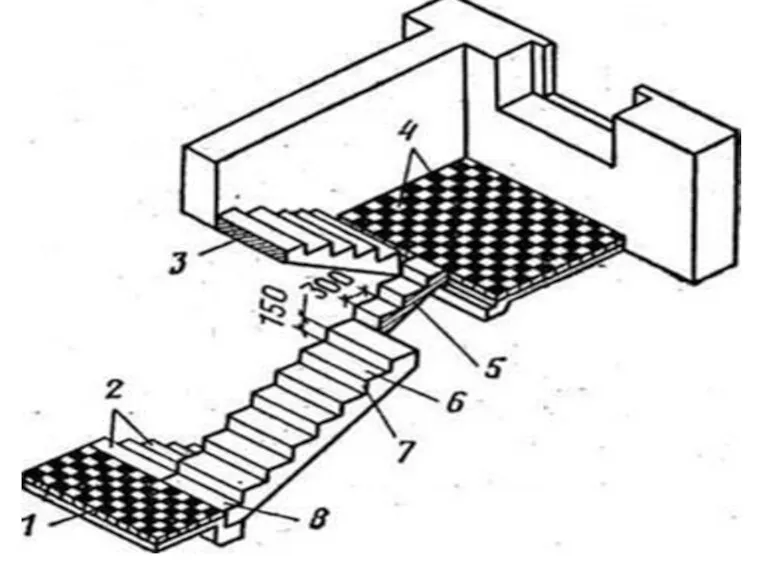 Лестница. Элементы лестницы
Лестница. Элементы лестницы Динамометр DynaforTM LLX1
Динамометр DynaforTM LLX1 Презентация тренинга«Работа с возражениями и сопротивлениями»
Презентация тренинга«Работа с возражениями и сопротивлениями» как_помочь_себе_когда_батарейка_на_нуле
как_помочь_себе_когда_батарейка_на_нуле Кожа. Надежная защита организма
Кожа. Надежная защита организма Вечер памяти Александра Вампилова
Вечер памяти Александра Вампилова Гостиница Khortitsa palace
Гостиница Khortitsa palace Презентация на тему Глобализация
Презентация на тему Глобализация Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира
Андрей Дмитриевич Сахаров - Гражданин России, Гражданин Мира Оказываем аутсорсинг бухгалтерских услуг для ооо и ип
Оказываем аутсорсинг бухгалтерских услуг для ооо и ип Предпосылки Великой Отечественной Войны
Предпосылки Великой Отечественной Войны СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС
СЛУЖБА СКОРОЙ МЕДИЦИНСКОЙ ПОМОЩИ В СИСТЕМЕ ОМС