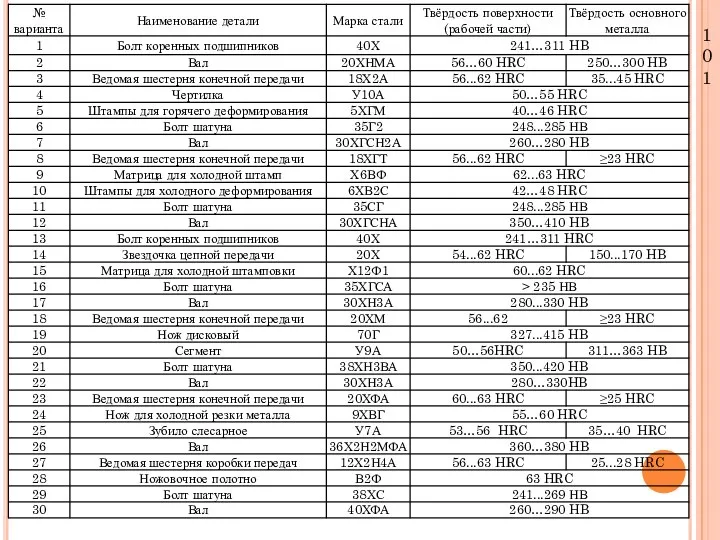
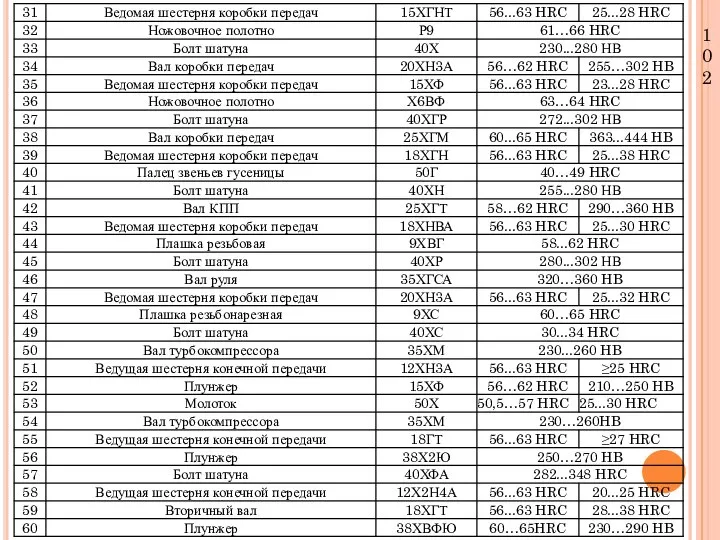
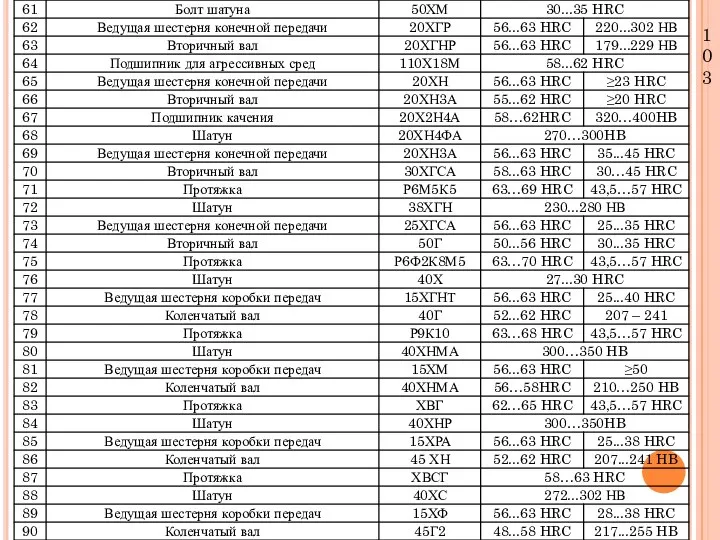
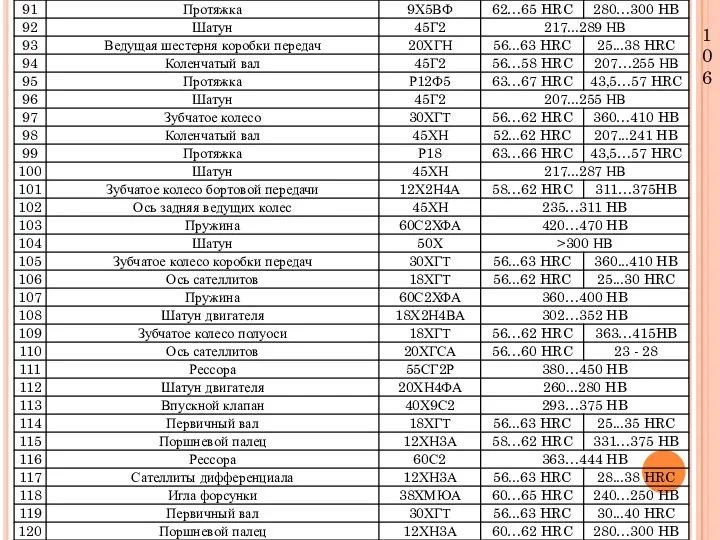
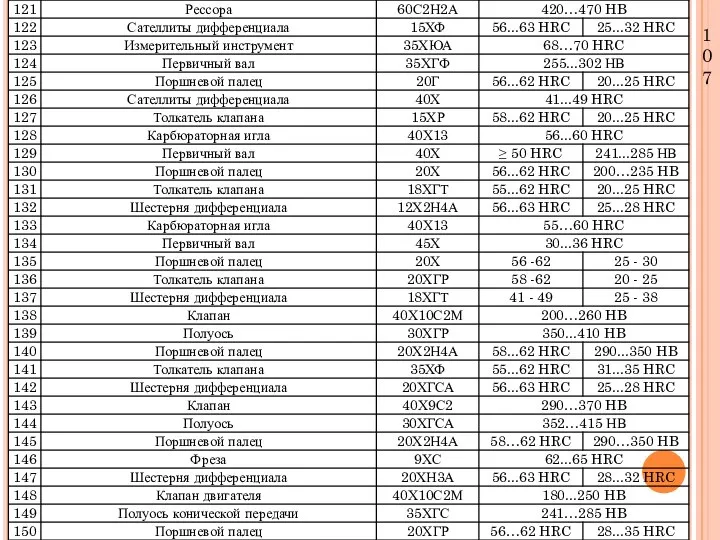
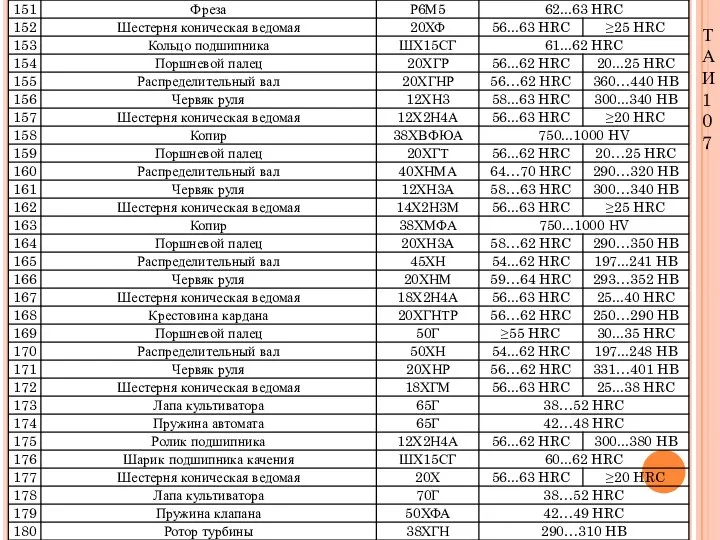
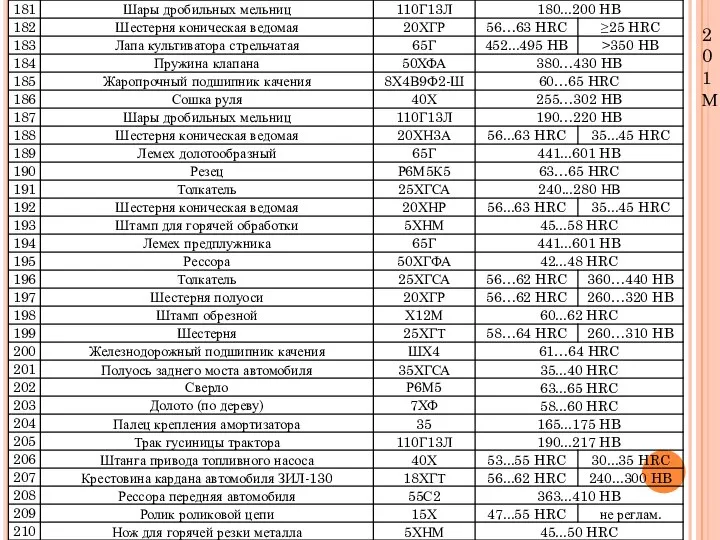
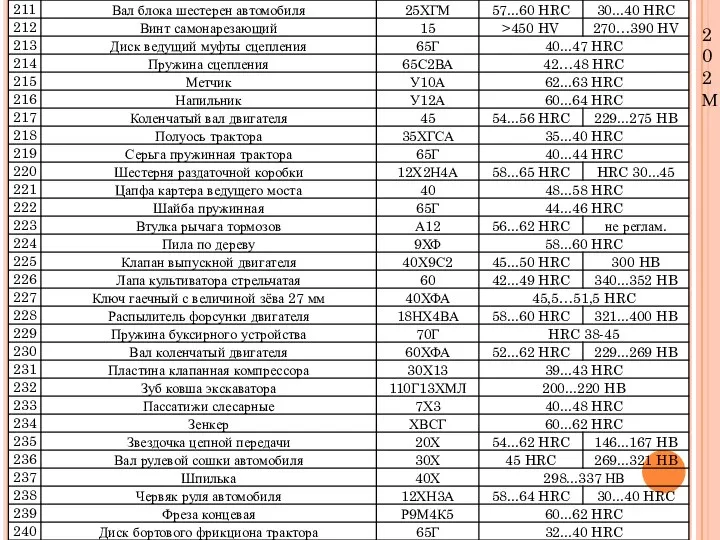
- Разработка технологического процесса термической обработки стальной детали

Содержание
- 2. 1 0 1
- 3. 1 0 2
- 4. 1 0 3
- 5. 1 0 6
- 6. 1 0 7
- 7. Т А И 1 0 7
- 8. 2 0 1 М
- 9. 2 0 2 М
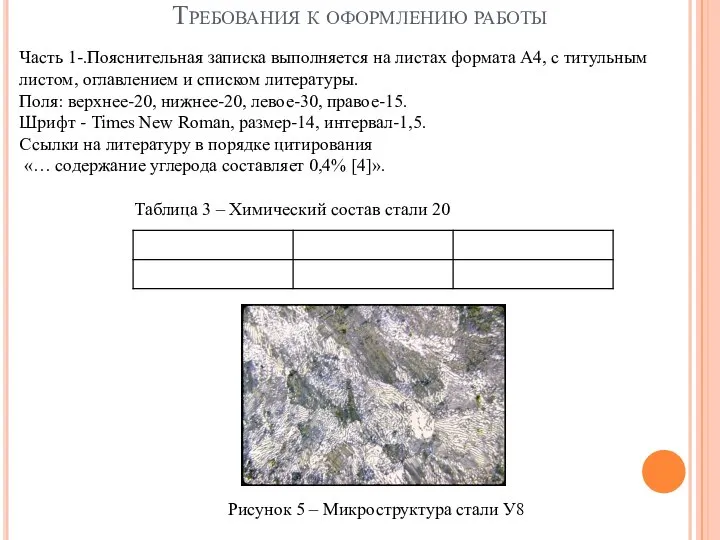
- 10. Требования к оформлению работы Часть 1-.Пояснительная записка выполняется на листах формата А4, с титульным листом, оглавлением
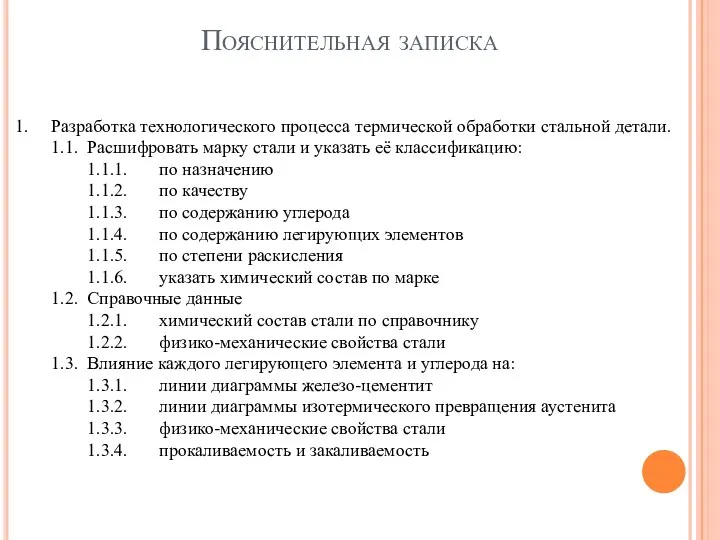
- 11. Пояснительная записка 1. Разработка технологического процесса термической обработки стальной детали. 1.1. Расшифровать марку стали и указать
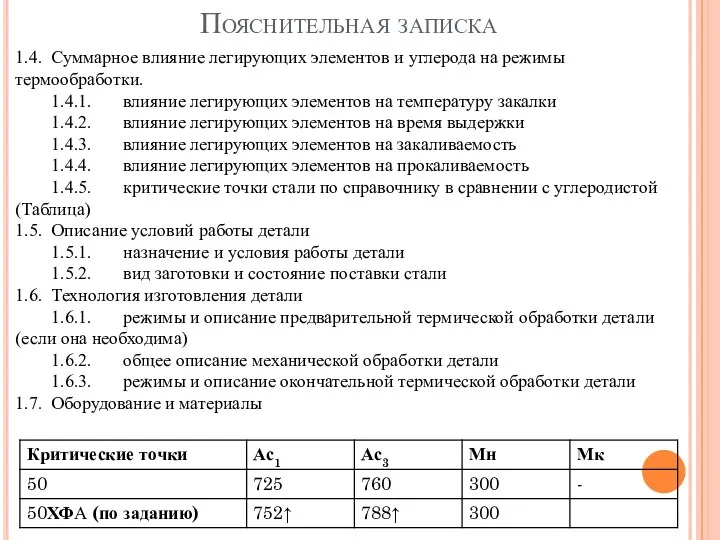
- 12. Пояснительная записка 1.4. Суммарное влияние легирующих элементов и углерода на режимы термообработки. 1.4.1. влияние легирующих элементов
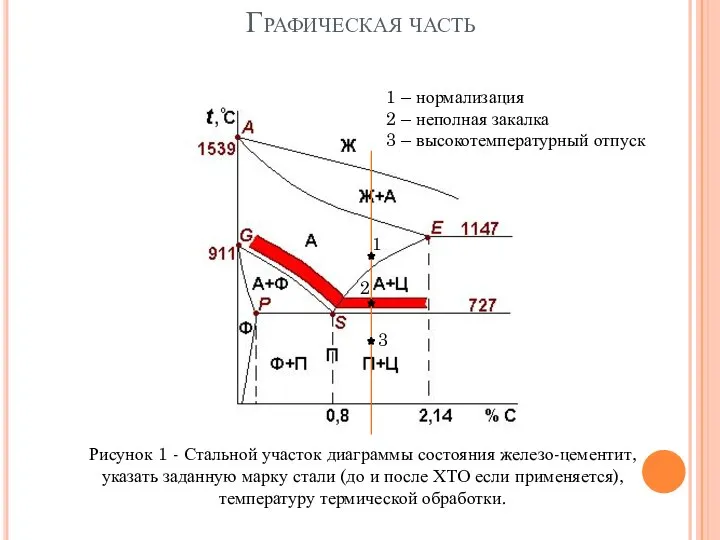
- 13. Графическая часть Рисунок 1 - Стальной участок диаграммы состояния железо-цементит, указать заданную марку стали (до и
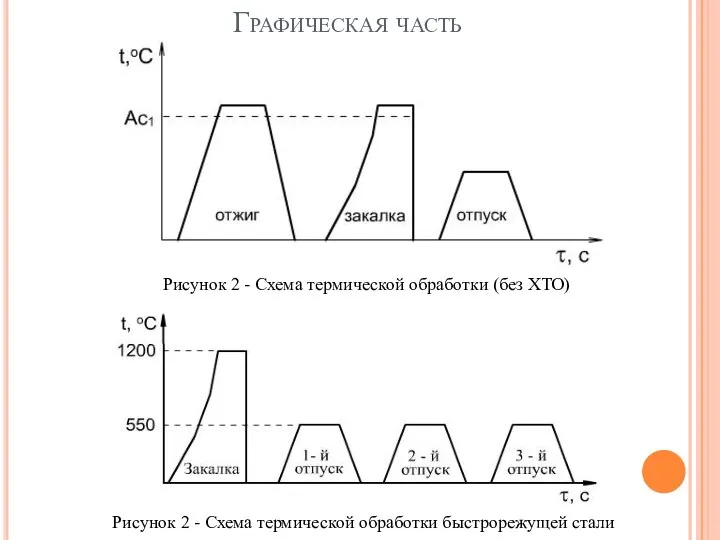
- 14. Графическая часть Рисунок 2 - Схема термической обработки (без ХТО) Рисунок 2 - Схема термической обработки
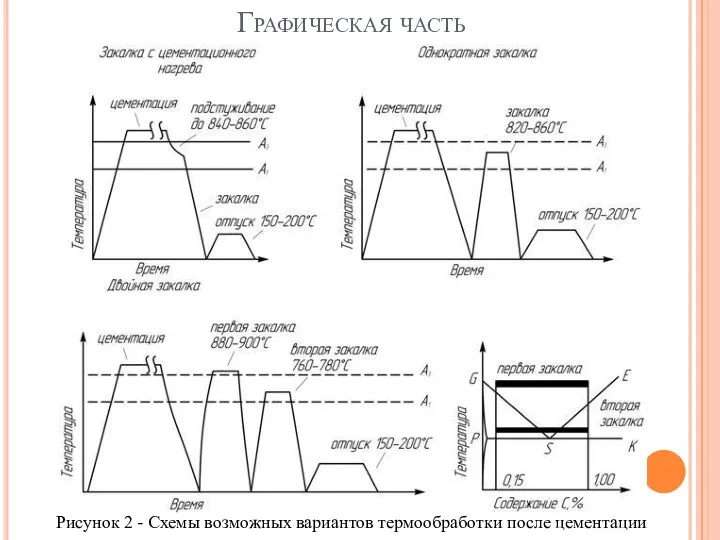
- 15. Графическая часть Рисунок 2 - Схемы возможных вариантов термообработки после цементации
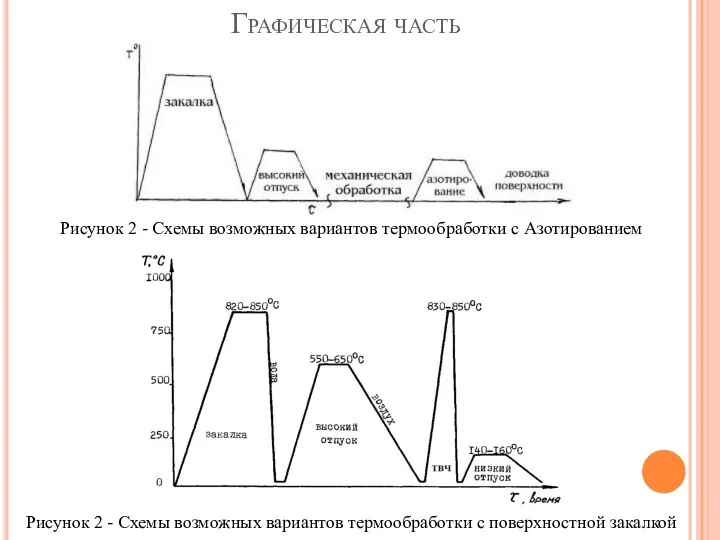
- 16. Графическая часть Рисунок 2 - Схемы возможных вариантов термообработки c поверхностной закалкой Рисунок 2 - Схемы
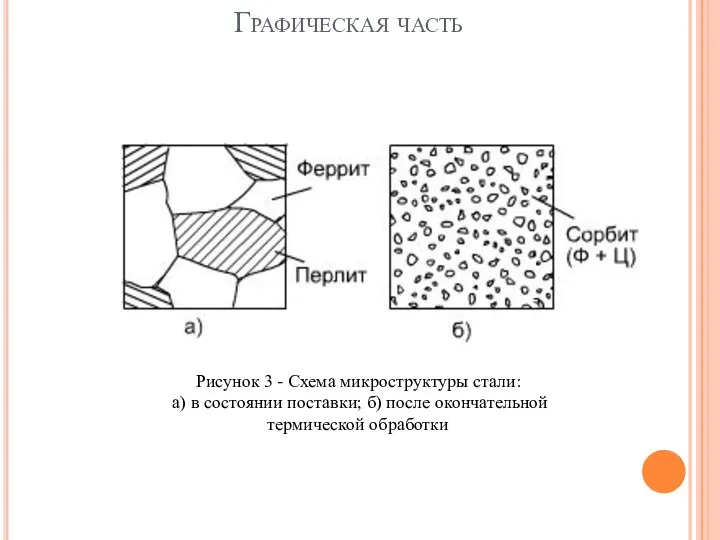
- 17. Графическая часть Рисунок 3 - Схема микроструктуры стали: а) в состоянии поставки; б) после окончательной термической
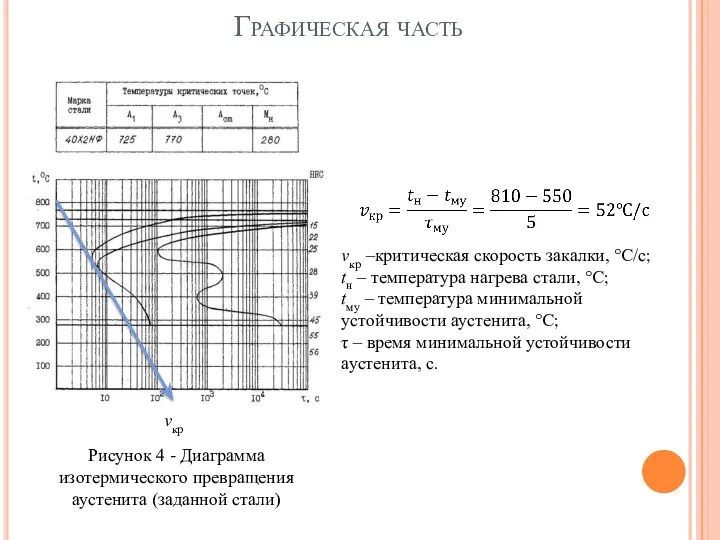
- 18. Графическая часть Рисунок 4 - Диаграмма изотермического превращения аустенита (заданной стали) vкр –критическая скорость закалки, °С/с;
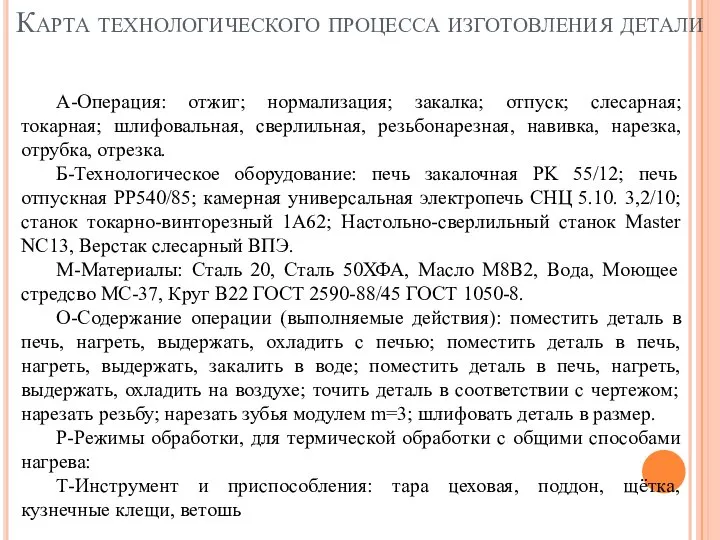
- 19. Карта технологического процесса изготовления детали А-Операция: отжиг; нормализация; закалка; отпуск; слесарная; токарная; шлифовальная, сверлильная, резьбонарезная, навивка,
- 21. Скачать презентацию
Слайд 31
0
2
1
0
2
Слайд 41
0
3
1
0
3
Слайд 51
0
6
1
0
6
Слайд 61
0
7
1
0
7
Слайд 7Т
А
И
1
0
7
Т
А
И
1
0
7
Слайд 82
0
1
М
2
0
1
М
Слайд 92
0
2
М
2
0
2
М
Слайд 10Требования к оформлению работы
Часть 1-.Пояснительная записка выполняется на листах формата А4, с
Требования к оформлению работы
Часть 1-.Пояснительная записка выполняется на листах формата А4, с
Слайд 11Пояснительная записка
1. Разработка технологического процесса термической обработки стальной детали.
1.1. Расшифровать марку стали и указать
Пояснительная записка
1. Разработка технологического процесса термической обработки стальной детали.
1.1. Расшифровать марку стали и указать
Слайд 12Пояснительная записка
1.4. Суммарное влияние легирующих элементов и углерода на режимы термообработки.
1.4.1. влияние легирующих элементов
Пояснительная записка
1.4. Суммарное влияние легирующих элементов и углерода на режимы термообработки.
1.4.1. влияние легирующих элементов
Слайд 13Графическая часть
Рисунок 1 - Стальной участок диаграммы состояния железо-цементит, указать заданную марку
Графическая часть
Рисунок 1 - Стальной участок диаграммы состояния железо-цементит, указать заданную марку
Слайд 14Графическая часть
Рисунок 2 - Схема термической обработки (без ХТО)
Рисунок 2 - Схема
Графическая часть
Рисунок 2 - Схема термической обработки (без ХТО)
Рисунок 2 - Схема
Слайд 15Графическая часть
Рисунок 2 - Схемы возможных вариантов термообработки после цементации
Графическая часть
Рисунок 2 - Схемы возможных вариантов термообработки после цементации
Слайд 16Графическая часть
Рисунок 2 - Схемы возможных вариантов термообработки c поверхностной закалкой
Рисунок 2
Графическая часть
Рисунок 2 - Схемы возможных вариантов термообработки c поверхностной закалкой
Рисунок 2
Слайд 17Графическая часть
Рисунок 3 - Схема микроструктуры стали:
а) в состоянии поставки; б)
Графическая часть
Рисунок 3 - Схема микроструктуры стали:
а) в состоянии поставки; б)
Слайд 18Графическая часть
Рисунок 4 - Диаграмма изотермического превращения аустенита (заданной стали)
vкр –критическая скорость
Графическая часть
Рисунок 4 - Диаграмма изотермического превращения аустенита (заданной стали)
vкр –критическая скорость
Слайд 19Карта технологического процесса изготовления детали
А-Операция: отжиг; нормализация; закалка; отпуск; слесарная; токарная; шлифовальная,
Карта технологического процесса изготовления детали
А-Операция: отжиг; нормализация; закалка; отпуск; слесарная; токарная; шлифовальная,
 Кадровый потенциал
Кадровый потенциал Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в
Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в Евгений Пермяк1902-1982
Евгений Пермяк1902-1982 My country legislation in the field of children health care
My country legislation in the field of children health care Цифровые продажи
Цифровые продажи Правовые отношения и их структура
Правовые отношения и их структура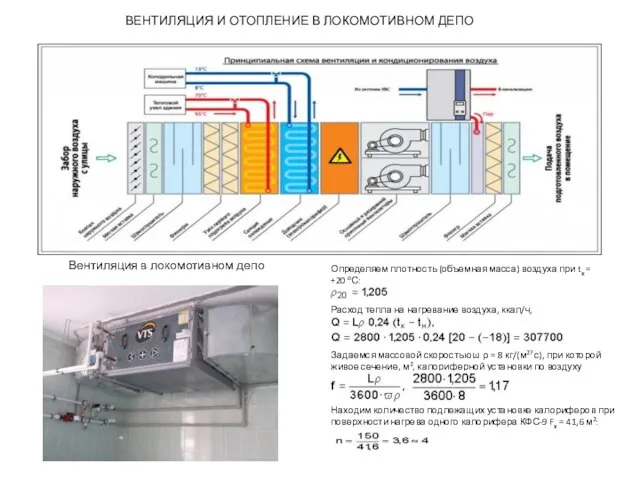 Вентиляция и отопление в локомотивном депо
Вентиляция и отопление в локомотивном депо Презентация на тему Верблюд
Презентация на тему Верблюд  История Ислама. История религии, описание, основы
История Ислама. История религии, описание, основы Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска
Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска Украшение и фантазия
Украшение и фантазия Пламенный Серафим
Пламенный Серафим Презентация на тему Потребности семьи
Презентация на тему Потребности семьи Презентация на тему Г.Г. Мясоедова "Косцы"
Презентация на тему Г.Г. Мясоедова "Косцы" Основы информационной безопасности
Основы информационной безопасности Способы убийства людей в концлагере Саласпилс
Способы убийства людей в концлагере Саласпилс Нужны ли комнатные растения зимой
Нужны ли комнатные растения зимой УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ
УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ Arvo-Tec RAS проект
Arvo-Tec RAS проект Витамины
Витамины Сравнительная статистика итогов работы компании Аэрофлот
Сравнительная статистика итогов работы компании Аэрофлот РДШ - старт в будущее
РДШ - старт в будущее Какой я
Какой я ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ
ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ Витамины
Витамины Отряды Насекомоядные и Рукокрылые
Отряды Насекомоядные и Рукокрылые snakes
snakes Сетевой проект-это интересно!
Сетевой проект-это интересно!