Роль национального композитного центра ФГУП «ЦАГИ» в решении прорывных задач, связанных с применением композиционных материалов
- Роль национального композитного центра ФГУП «ЦАГИ» в решении прорывных задач, связанных с применением композиционных материалов

Содержание
- 2. История создания, цель и миссия национального композитного центра ДАТА СОЗДАНИЯ: 1 июня 2010 года ПЕРСОНАЛ: Специалисты,
- 3. Инновационный подход к созданию композитных авиаконструкций Конструктивно-технологические способы обеспечения безопасности Методология выбора и использования базовых материалов
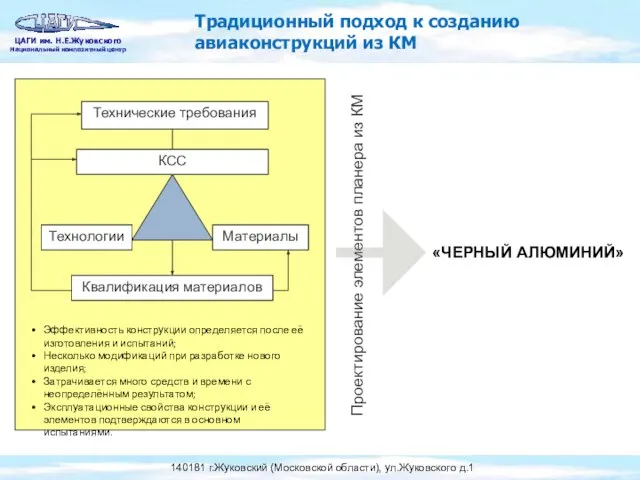
- 4. Эффективность конструкции определяется после её изготовления и испытаний; Несколько модификаций при разработке нового изделия; Затрачивается много
- 5. BOEING 787 Появление расслоений в концевой зоне стрингера в области присоединения композитных элементов консоли к центроплану
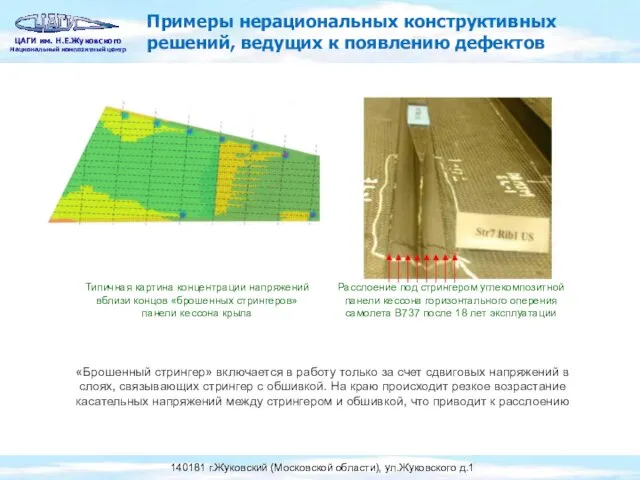
- 6. Примеры нерациональных конструктивных решений, ведущих к появлению дефектов Расслоение под стрингером углекомпозитной панели кессона горизонтального оперения
- 7. На основании требований к изделию рассматривается весь перечень существующих материалов и технологий; Проектирование осуществляется с максимальным
- 8. Опыт ведущих авиапроизводителей по весовой оптимизации планера BOMBARDIER Цельнокомпозитный кессон крыла перспективного пассажирского самолёта C-Series AIRBUS
- 9. AIRBUS Цельнокомпозитный кессон 1223 кг Металлический кессон 1491 кг Экономия веса 22% BOEING Замена более 4500
- 10. Методология обеспечения безопасности и весовой эффективности авиаконструкций из КМ
- 11. Инновационный подход к созданию композитных авиаконструкций Конструктивно-технологические способы обеспечения безопасности Методология выбора и использования базовых материалов
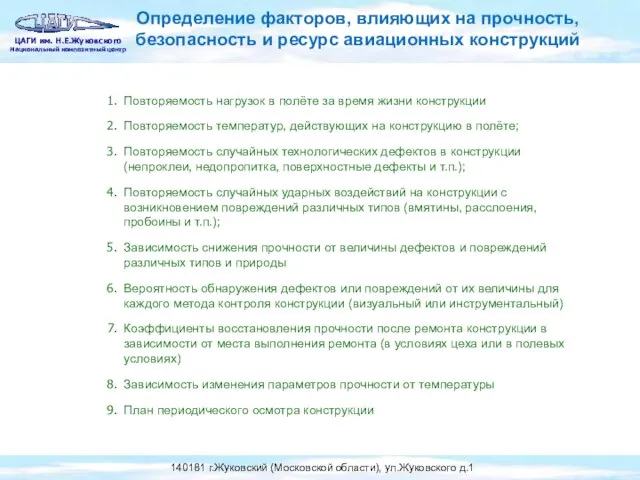
- 12. Повторяемость нагрузок в полёте за время жизни конструкции Повторяемость температур, действующих на конструкцию в полёте; Повторяемость
- 13. H(2L) – повторяемость интенсивности повреждений (за 1000 летных часов на кв. метр); H0, b – коэффициенты
- 14. Повторяемости эксплуатационных повреждений для различных элементов планера самолетов
- 15. Коэффициенты восстановления прочности (КВП) после ремонта
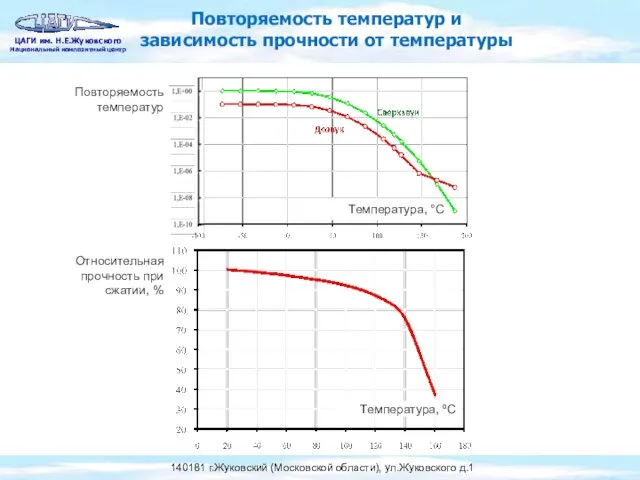
- 16. Относительная прочность при сжатии, % Температура, ºC Повторяемость температур и зависимость прочности от температуры Повторяемость температур
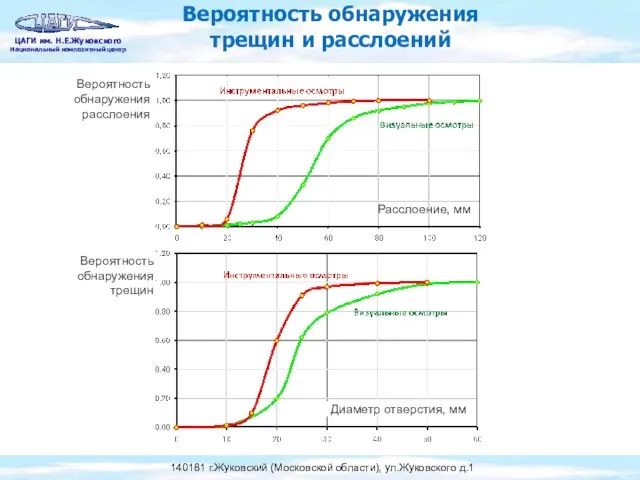
- 17. Вероятность обнаружения трещин и расслоений Вероятность обнаружения расслоения Расслоение, мм Диаметр отверстия, мм Вероятность обнаружения трещин
- 18. РАССЛОЕНИЯ: разрушающие напряжения, МПа Влияние размеров расслоений и пробоин на остаточную прочность Диаметр расслоения, мм Диаметр
- 19. ProDeCompos Вероятностное распределение прочности для всех видов разрушения Повторяемость температур для полётных случаев Повторяемость размеров повреждений
- 20. Размер допускаемого повреждения от подхода обеспечения ресурса tn Размер повреждения Порог обнаруживаемости для выбранной процедуры контроля
- 21. Управление местными свойствами материала Результаты испытаний на растяжение панелей с высокомодульными элементами Опытные панели из углепластика
- 22. Снижение веса самолёта из КМ от подхода и использования конструктивно-технологических методов обеспечения ресурса
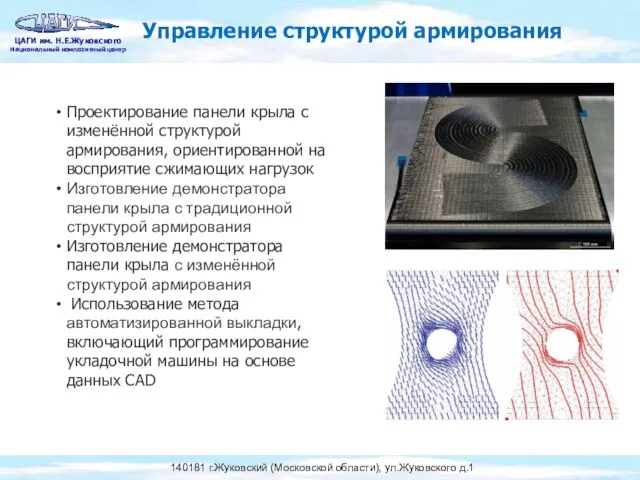
- 23. Управление структурой армирования Изготовления демонстраторов панелей крыла (с целью их дальнейшего испытания на сжатие) по новейшей
- 24. Проектирование панели крыла с изменённой структурой армирования, ориентированной на восприятие сжимающих нагрузок Изготовление демонстратора панели крыла
- 25. Инновационный подход к созданию композитных авиаконструкций Конструктивно-технологические способы обеспечения безопасности Методология выбора и использования базовых материалов
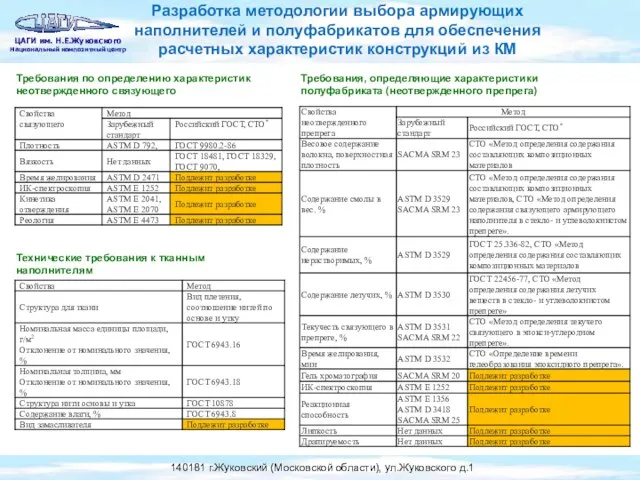
- 26. Требования по определению характеристик неотвержденного связующего Технические требования к тканным наполнителям Требования, определяющие характеристики полуфабриката (неотвержденного
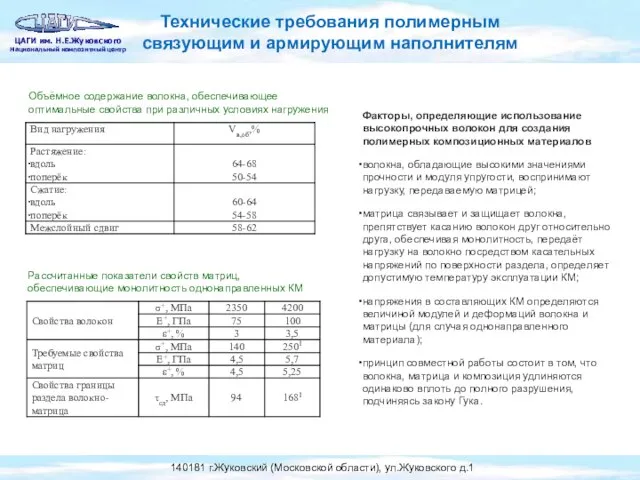
- 27. Рассчитанные показатели свойств матриц, обеспечивающие монолитность однонаправленных КМ Объёмное содержание волокна, обеспечивающее оптимальные свойства при различных
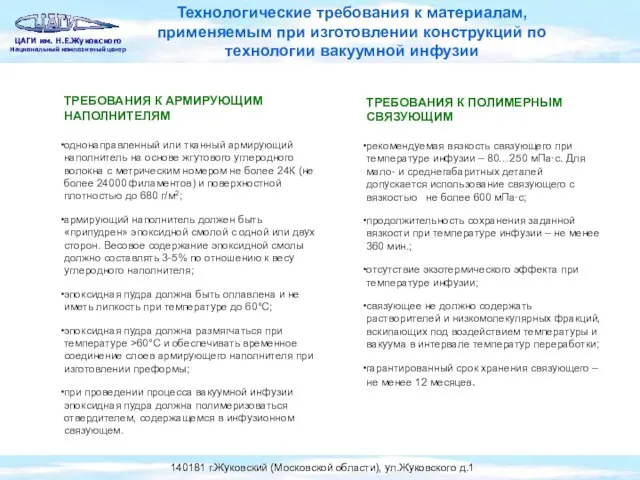
- 28. Технологические требования к материалам, применяемым при изготовлении конструкций по технологии вакуумной инфузии ТРЕБОВАНИЯ К АРМИРУЮЩИМ НАПОЛНИТЕЛЯМ
- 29. Вязкость Вязкость Характеристики полимерных связующих для вакуумной инфузии Время Температура Физико-механические характеристики отверждённого связующего для вакуумной
- 30. Инновационный подход к созданию композитных авиаконструкций Конструктивно-технологические способы обеспечения безопасности Методология выбора и использования базовых материалов
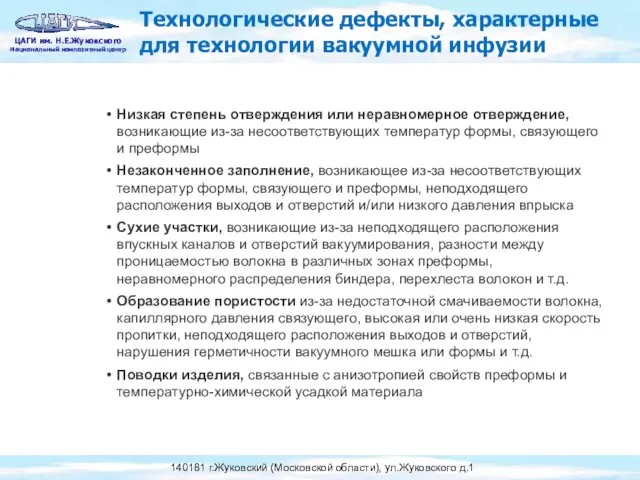
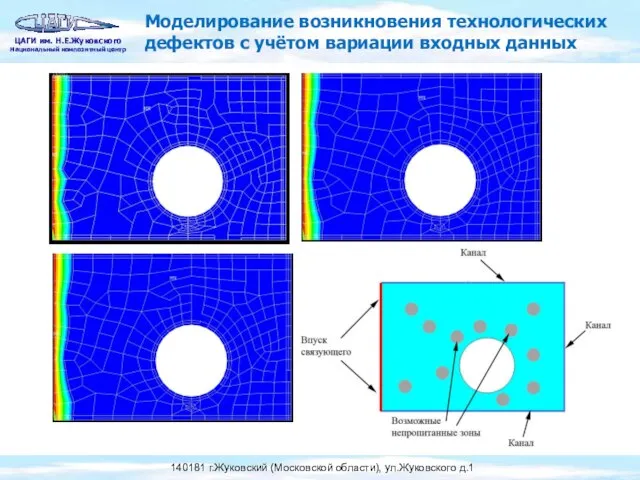
- 31. Технологические дефекты, характерные для технологии вакуумной инфузии Низкая степень отверждения или неравномерное отверждение, возникающие из-за несоответствующих
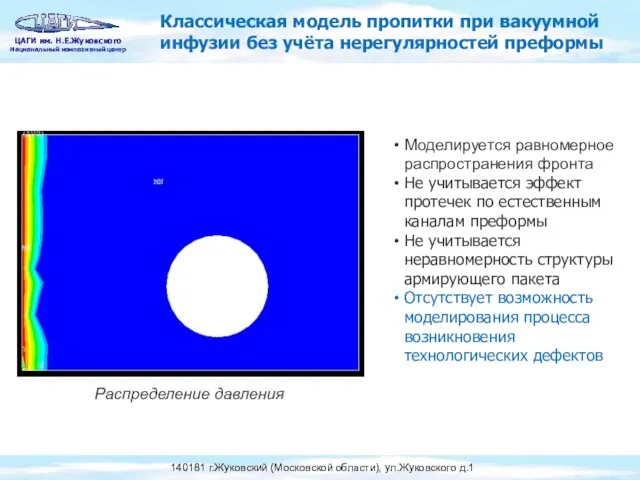
- 32. Распределение давления Моделируется равномерное распространения фронта Не учитывается эффект протечек по естественным каналам преформы Не учитывается
- 33. Моделирование инфузии с учетом статистического распределения неоднородностей в преформе Алгоритм моделирования с учетом вариации данных Свойства
- 34. Моделирование возникновения технологических дефектов с учётом вариации входных данных
- 35. 1. вмятины 2. растрескивание матрицы 3. расслоения 4. трещина на внутренней стороне панели 5. трещина на
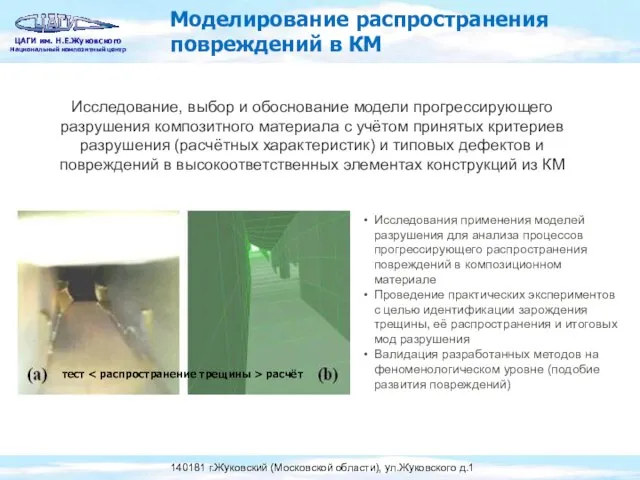
- 36. Моделирование распространения повреждений в КМ тест расчёт Исследование, выбор и обоснование модели прогрессирующего разрушения композитного материала
- 38. Скачать презентацию

Слайд 3Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Слайд 4Эффективность конструкции определяется после её изготовления и испытаний;
Несколько модификаций при разработке нового
Эффективность конструкции определяется после её изготовления и испытаний;
Несколько модификаций при разработке нового
Слайд 5BOEING 787
Появление расслоений в концевой зоне стрингера в области присоединения композитных элементов
BOEING 787
Появление расслоений в концевой зоне стрингера в области присоединения композитных элементов

Слайд 6Примеры нерациональных конструктивных решений, ведущих к появлению дефектов
Расслоение под стрингером углекомпозитной панели
Примеры нерациональных конструктивных решений, ведущих к появлению дефектов
Расслоение под стрингером углекомпозитной панели
Слайд 7На основании требований к изделию рассматривается весь перечень существующих материалов и технологий;
Проектирование
На основании требований к изделию рассматривается весь перечень существующих материалов и технологий;
Проектирование

Слайд 8Опыт ведущих авиапроизводителей по весовой оптимизации планера
BOMBARDIER
Цельнокомпозитный кессон крыла перспективного пассажирского
Опыт ведущих авиапроизводителей по весовой оптимизации планера
BOMBARDIER
Цельнокомпозитный кессон крыла перспективного пассажирского

Слайд 9AIRBUS
Цельнокомпозитный кессон 1223 кг
Металлический кессон 1491 кг
Экономия веса 22%
BOEING
Замена
AIRBUS
Цельнокомпозитный кессон 1223 кг
Металлический кессон 1491 кг
Экономия веса 22%
BOEING
Замена

Слайд 10Методология обеспечения безопасности и весовой эффективности авиаконструкций из КМ
Методология обеспечения безопасности и весовой эффективности авиаконструкций из КМ

Слайд 11Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Слайд 12Повторяемость нагрузок в полёте за время жизни конструкции
Повторяемость температур, действующих на
Повторяемость нагрузок в полёте за время жизни конструкции
Повторяемость температур, действующих на
Слайд 13H(2L) – повторяемость интенсивности повреждений (за 1000 летных часов на кв. метр);
H(2L) – повторяемость интенсивности повреждений (за 1000 летных часов на кв. метр);
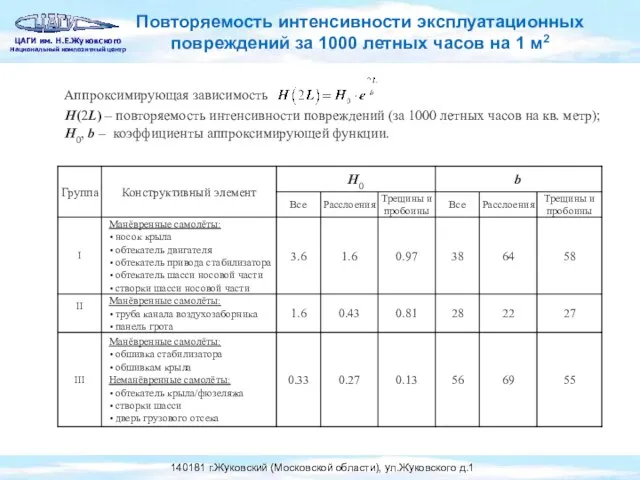
Слайд 14Повторяемости эксплуатационных повреждений для различных элементов планера самолетов
Повторяемости эксплуатационных повреждений для различных элементов планера самолетов

Слайд 15Коэффициенты восстановления прочности (КВП) после ремонта
Коэффициенты восстановления прочности (КВП) после ремонта

Слайд 16Относительная прочность при сжатии, %
Температура, ºC
Повторяемость температур и зависимость прочности от температуры
Повторяемость
Относительная прочность при сжатии, %
Температура, ºC
Повторяемость температур и зависимость прочности от температуры
Повторяемость
Слайд 17Вероятность обнаружения трещин и расслоений
Вероятность обнаружения расслоения
Расслоение, мм
Диаметр отверстия, мм
Вероятность обнаружения трещин
Вероятность обнаружения трещин и расслоений
Вероятность обнаружения расслоения
Расслоение, мм
Диаметр отверстия, мм
Вероятность обнаружения трещин
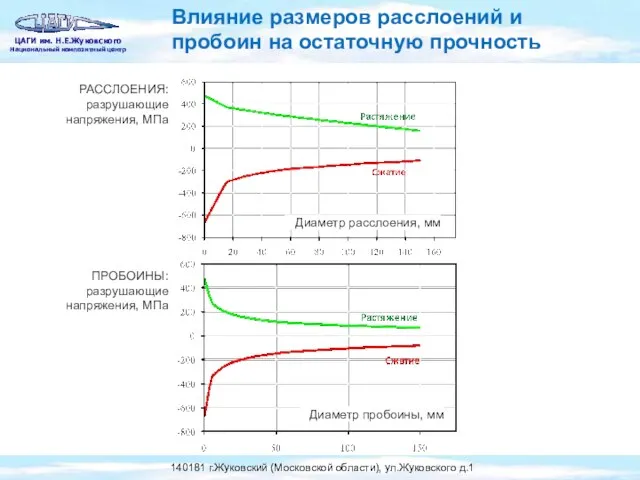
Слайд 18РАССЛОЕНИЯ:
разрушающие напряжения, МПа
Влияние размеров расслоений и пробоин на остаточную прочность
Диаметр расслоения, мм
Диаметр
РАССЛОЕНИЯ:
разрушающие напряжения, МПа
Влияние размеров расслоений и пробоин на остаточную прочность
Диаметр расслоения, мм
Диаметр
Слайд 19
ProDeCompos
Вероятностное распределение прочности для всех видов разрушения
Повторяемость температур для полётных
ProDeCompos
Вероятностное распределение прочности для всех видов разрушения
Повторяемость температур для полётных

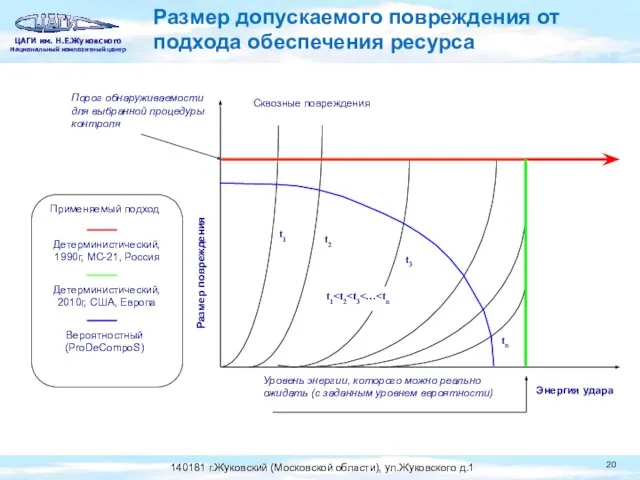
Слайд 20Размер допускаемого повреждения от подхода обеспечения ресурса
tn
Размер повреждения
Порог обнаруживаемости для выбранной процедуры
Размер допускаемого повреждения от подхода обеспечения ресурса
tn
Размер повреждения
Порог обнаруживаемости для выбранной процедуры
Слайд 21Управление местными свойствами материала
Результаты испытаний на растяжение панелей с высокомодульными элементами
Опытные панели
Управление местными свойствами материала
Результаты испытаний на растяжение панелей с высокомодульными элементами
Опытные панели

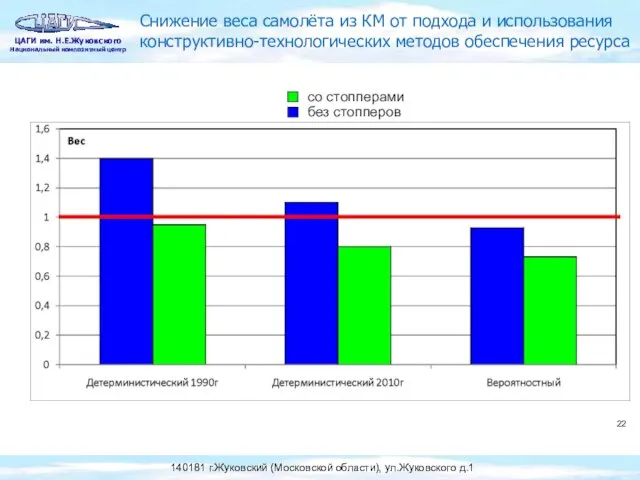
Слайд 22Снижение веса самолёта из КМ от подхода и использования конструктивно-технологических методов обеспечения
Снижение веса самолёта из КМ от подхода и использования конструктивно-технологических методов обеспечения
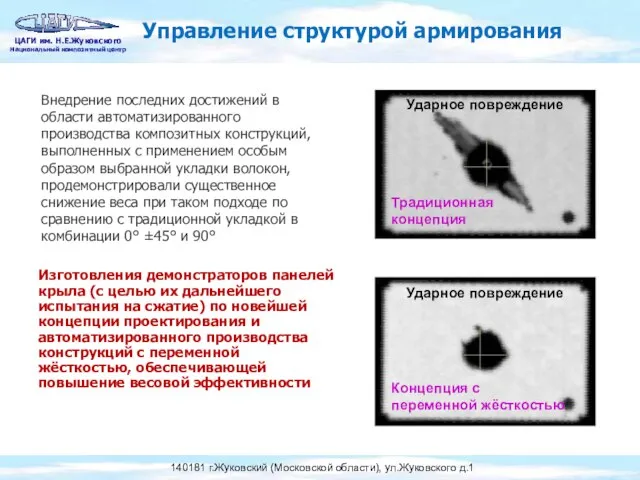
Слайд 23Управление структурой армирования
Изготовления демонстраторов панелей крыла (с целью их дальнейшего испытания на
Управление структурой армирования
Изготовления демонстраторов панелей крыла (с целью их дальнейшего испытания на
Слайд 24Проектирование панели крыла с изменённой структурой армирования, ориентированной на восприятие сжимающих нагрузок
Проектирование панели крыла с изменённой структурой армирования, ориентированной на восприятие сжимающих нагрузок
Слайд 25Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Слайд 26Требования по определению характеристик неотвержденного связующего
Технические требования к тканным наполнителям
Требования, определяющие характеристики
Требования по определению характеристик неотвержденного связующего
Технические требования к тканным наполнителям
Требования, определяющие характеристики
Слайд 27Рассчитанные показатели свойств матриц, обеспечивающие монолитность однонаправленных КМ
Объёмное содержание волокна, обеспечивающее оптимальные
Рассчитанные показатели свойств матриц, обеспечивающие монолитность однонаправленных КМ
Объёмное содержание волокна, обеспечивающее оптимальные
Слайд 28Технологические требования к материалам, применяемым при изготовлении конструкций по технологии вакуумной инфузии
Технологические требования к материалам, применяемым при изготовлении конструкций по технологии вакуумной инфузии
Слайд 29Вязкость
Вязкость
Характеристики полимерных связующих для вакуумной инфузии
Время
Температура
Физико-механические характеристики отверждённого связующего для вакуумной
Вязкость
Вязкость
Характеристики полимерных связующих для вакуумной инфузии
Время
Температура
Физико-механические характеристики отверждённого связующего для вакуумной

Слайд 30Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Инновационный подход к созданию композитных авиаконструкций
Конструктивно-технологические способы обеспечения безопасности
Методология выбора и использования
Слайд 31Технологические дефекты, характерные для технологии вакуумной инфузии
Низкая степень отверждения или неравномерное отверждение,
Технологические дефекты, характерные для технологии вакуумной инфузии
Низкая степень отверждения или неравномерное отверждение,
Слайд 32Распределение давления
Моделируется равномерное распространения фронта
Не учитывается эффект протечек по естественным каналам преформы
Распределение давления
Моделируется равномерное распространения фронта
Не учитывается эффект протечек по естественным каналам преформы
Слайд 33Моделирование инфузии с учетом статистического распределения неоднородностей в преформе
Алгоритм моделирования с учетом
Моделирование инфузии с учетом статистического распределения неоднородностей в преформе
Алгоритм моделирования с учетом

Слайд 34Моделирование возникновения технологических дефектов с учётом вариации входных данных
Моделирование возникновения технологических дефектов с учётом вариации входных данных
Слайд 351. вмятины
2. растрескивание матрицы
3. расслоения
4. трещина на внутренней стороне панели
5.
1. вмятины
2. растрескивание матрицы
3. расслоения
4. трещина на внутренней стороне панели
5.

Слайд 36Моделирование распространения повреждений в КМ
тест < распространение трещины > расчёт
Исследование, выбор
Моделирование распространения повреждений в КМ
тест < распространение трещины > расчёт
Исследование, выбор
 Правила поведения на водоёмах в осенне-зимний период
Правила поведения на водоёмах в осенне-зимний период Уставный капитал 480 млн. рублей ОАО «Камский Индустриальный парк «Мастер» основано 29 июля 2004 года в городе Набережные Челны на базе
Уставный капитал 480 млн. рублей ОАО «Камский Индустриальный парк «Мастер» основано 29 июля 2004 года в городе Набережные Челны на базе Охрана окружающей среды и рациональное использование природных ресурсов
Охрана окружающей среды и рациональное использование природных ресурсов Презентация на тему Духовно-нравственное воспитание в современной школе
Презентация на тему Духовно-нравственное воспитание в современной школе Das ist eine alte deutsche Stadt
Das ist eine alte deutsche Stadt Моя помощь ближнему
Моя помощь ближнему 4 ноября - День народного единства. Историческая справка
4 ноября - День народного единства. Историческая справка Опекаемые и публичные благав экономической теории
Опекаемые и публичные благав экономической теории Семион Полоцкий
Семион Полоцкий Для презентаций
Для презентаций Долина смерти
Долина смерти животный мир
животный мир ПРОБЛЕМНОЕ ОБУЧЕНИЕ(PbL)
ПРОБЛЕМНОЕ ОБУЧЕНИЕ(PbL) В новый год со спортом. Фотопрезентация Железновой Анастасии
В новый год со спортом. Фотопрезентация Железновой Анастасии Организаторы:
Организаторы: Административные механизмы и стимулы в законодательстве об энергосбережении и о повышении энергетической эффективности в Россий
Административные механизмы и стимулы в законодательстве об энергосбережении и о повышении энергетической эффективности в Россий Архитектура вычислительной системы. Классификация компьютеров
Архитектура вычислительной системы. Классификация компьютеров Психология и творчество
Психология и творчество Деловой клуб
Деловой клуб Инвентаризация, её роль в бухгалтерском учёте
Инвентаризация, её роль в бухгалтерском учёте Палагайская школа вчера, сегодня, завтра
Палагайская школа вчера, сегодня, завтра Электронный журнал творческих работ учащихся «Путь к слову»
Электронный журнал творческих работ учащихся «Путь к слову» Личность. Индивид. Индивидуальность. Сознание. Самосознание
Личность. Индивид. Индивидуальность. Сознание. Самосознание В СПб и ЛО
В СПб и ЛО Промышленность Приозерска
Промышленность Приозерска Основания, кислоты, соли
Основания, кислоты, соли Сравнительный анализ конституции и транспортной системы России и Германии
Сравнительный анализ конституции и транспортной системы России и Германии Метод проектов – способ формирования исследовательской деятельности учащихся
Метод проектов – способ формирования исследовательской деятельности учащихся