Розробка технологічного процесу виготовлення комплекту протяжок для виробництва шліцьового з'єднання з евольвентним профілем
- Розробка технологічного процесу виготовлення комплекту протяжок для виробництва шліцьового з'єднання з евольвентним профілем

Содержание
- 2. ЦЕЛЬ РАБОТЫ : Системный подход при создании моделей и конструкторско- технологической документации протяжек для обработки шлицевых
- 4. ЭТАПЫ ГЕНЕРАЦИИ КРУГЛОЙ ФАСОННОЙ ПРОТЯЖКИ НА БАЗЕ ТЕОРИИ ОТОБРАЖЕНИЙ Булева операция вычитания из результата этапа 1
- 5. ИНФОРМАЦИОННАЯ БАЗА РАЗРАБОТКИ ПАРАМЕТРИЧЕСКАЯ 3D МОДЕЛЬ ПРОТЯЖКИ В СБОРЕ АНАЛИЗ ИНТЕРФЕРЕНЦИИ ПОВЕРХНОСТЕЙ ХВОСТОВИКА И ПРОТЯЖКИ ЗАВОДСКИЕ
- 6. ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ ПРОТЯЖКИ С ПРИМЕНЕНИЕМ МКЭ Программное обеспечение для расчета максимального припуска. Расчет напряжений в конструктивных
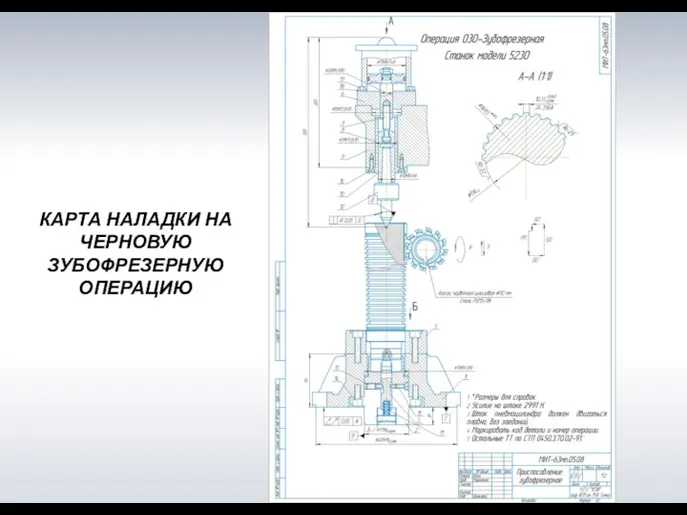
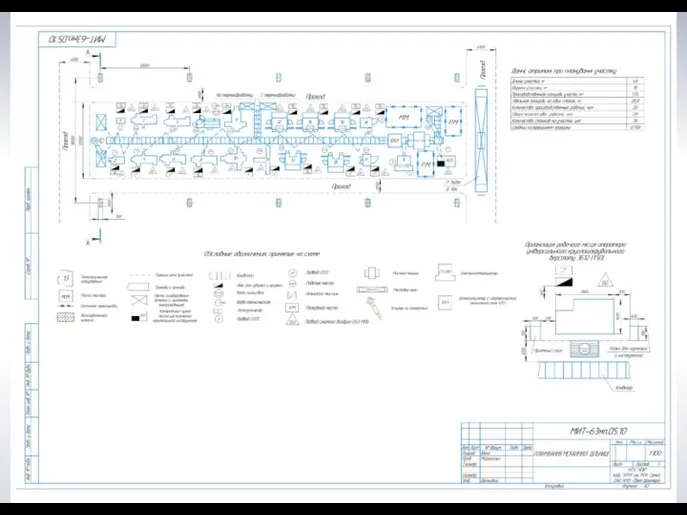
- 10. КАРТА НАЛАДКИ НА ЧЕРНОВУЮ ЗУБОФРЕЗЕРНУЮ ОПЕРАЦИЮ
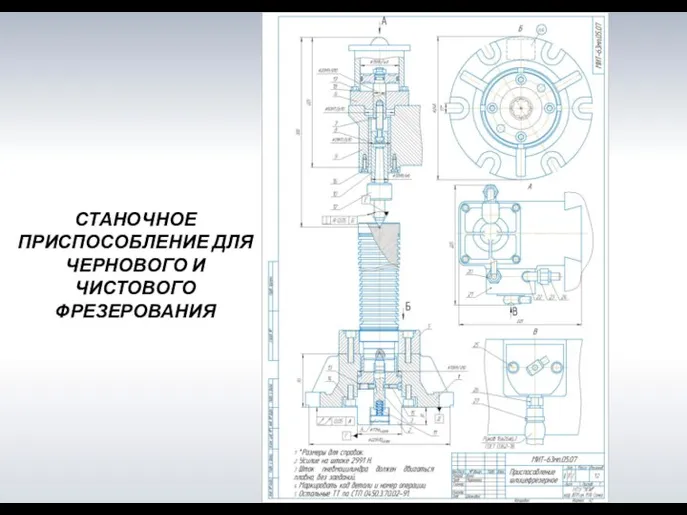
- 11. СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЧЕРНОВОГО И ЧИСТОВОГО ФРЕЗЕРОВАНИЯ
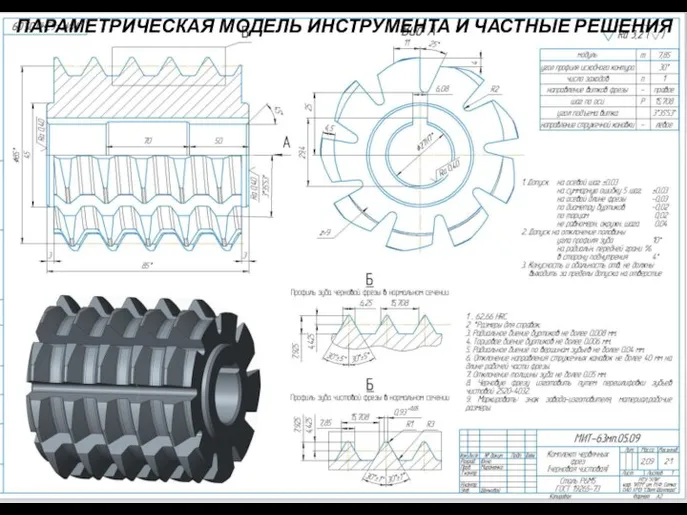
- 12. ПАРАМЕТРИЧЕСКАЯ МОДЕЛЬ ИНСТРУМЕНТА И ЧАСТНЫЕ РЕШЕНИЯ
- 15. ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ ИННОВАЦИОННОГО ПРОЕКТА
- 17. Скачать презентацию
Слайд 2ЦЕЛЬ РАБОТЫ :
Системный подход при создании моделей и конструкторско- технологической документации
ЦЕЛЬ РАБОТЫ :
Системный подход при создании моделей и конструкторско- технологической документации
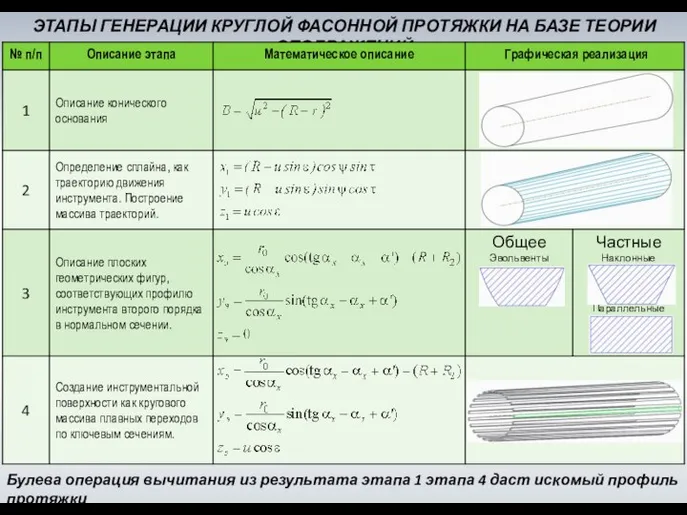
Слайд 4ЭТАПЫ ГЕНЕРАЦИИ КРУГЛОЙ ФАСОННОЙ ПРОТЯЖКИ НА БАЗЕ ТЕОРИИ ОТОБРАЖЕНИЙ
Булева операция вычитания из
ЭТАПЫ ГЕНЕРАЦИИ КРУГЛОЙ ФАСОННОЙ ПРОТЯЖКИ НА БАЗЕ ТЕОРИИ ОТОБРАЖЕНИЙ
Булева операция вычитания из
Слайд 5ИНФОРМАЦИОННАЯ БАЗА РАЗРАБОТКИ
ПАРАМЕТРИЧЕСКАЯ 3D МОДЕЛЬ ПРОТЯЖКИ В СБОРЕ
АНАЛИЗ ИНТЕРФЕРЕНЦИИ ПОВЕРХНОСТЕЙ
ХВОСТОВИКА
ИНФОРМАЦИОННАЯ БАЗА РАЗРАБОТКИ
ПАРАМЕТРИЧЕСКАЯ 3D МОДЕЛЬ ПРОТЯЖКИ В СБОРЕ
АНАЛИЗ ИНТЕРФЕРЕНЦИИ ПОВЕРХНОСТЕЙ
ХВОСТОВИКА

Слайд 6ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ ПРОТЯЖКИ С ПРИМЕНЕНИЕМ МКЭ
Программное обеспечение для расчета максимального припуска.
Расчет напряжений
ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ ПРОТЯЖКИ С ПРИМЕНЕНИЕМ МКЭ
Программное обеспечение для расчета максимального припуска.
Расчет напряжений

Слайд 10КАРТА НАЛАДКИ НА ЧЕРНОВУЮ ЗУБОФРЕЗЕРНУЮ ОПЕРАЦИЮ
КАРТА НАЛАДКИ НА ЧЕРНОВУЮ ЗУБОФРЕЗЕРНУЮ ОПЕРАЦИЮ
Слайд 11СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЧЕРНОВОГО И ЧИСТОВОГО ФРЕЗЕРОВАНИЯ
СТАНОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЧЕРНОВОГО И ЧИСТОВОГО ФРЕЗЕРОВАНИЯ
Слайд 12ПАРАМЕТРИЧЕСКАЯ МОДЕЛЬ ИНСТРУМЕНТА И ЧАСТНЫЕ РЕШЕНИЯ
ПАРАМЕТРИЧЕСКАЯ МОДЕЛЬ ИНСТРУМЕНТА И ЧАСТНЫЕ РЕШЕНИЯ
Слайд 15ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ ИННОВАЦИОННОГО ПРОЕКТА
ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ ИННОВАЦИОННОГО ПРОЕКТА

 СNet Attribute
СNet Attribute Разбор демоверсии теста задания 9-18
Разбор демоверсии теста задания 9-18 Воспитательное мероприятие профориентационного характера
Воспитательное мероприятие профориентационного характера Основные звенья стратегии профессионального роста педагога-психолога
Основные звенья стратегии профессионального роста педагога-психолога Кунгурская городская управа
Кунгурская городская управа Библиотека МБОУ «Школа№17»
Библиотека МБОУ «Школа№17» Презентация на тему Техника безопасности в кабинете информатики
Презентация на тему Техника безопасности в кабинете информатики Перловая крупа и блюда из нее
Перловая крупа и блюда из нее Создание отчетов с помощью «Конструктора»
Создание отчетов с помощью «Конструктора» Презентация на тему Русская игрушка - Матрешка
Презентация на тему Русская игрушка - Матрешка Мотивация персонала
Мотивация персонала Гражданское обществ и государство
Гражданское обществ и государство Swix poles
Swix poles Лыжная подготовка
Лыжная подготовка 03_LOGITECH. B2B C&P Pres
03_LOGITECH. B2B C&P Pres Анализ проекта
Анализ проекта Образовательная система будущего
Образовательная система будущего Задачи на движение
Задачи на движение МУП «Пассажирские перевозки г.Пензы».
МУП «Пассажирские перевозки г.Пензы». ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ»
ГОУ ВПО «НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ» Помада абсолютный поцелуй
Помада абсолютный поцелуй Презентація. Письмо. 20.09.22
Презентація. Письмо. 20.09.22 Зрение школьника
Зрение школьника Городская неделя музыки
Городская неделя музыки Трудовой договор
Трудовой договор Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ
Экспериментальная огневая отработка жидкостных ракетных двигателей малых тяг на стенде МАИ История развития науки криминалистики
История развития науки криминалистики Протоколы глобальных сетей
Протоколы глобальных сетей