- Шлифование, абразивная финишная обработка

Содержание
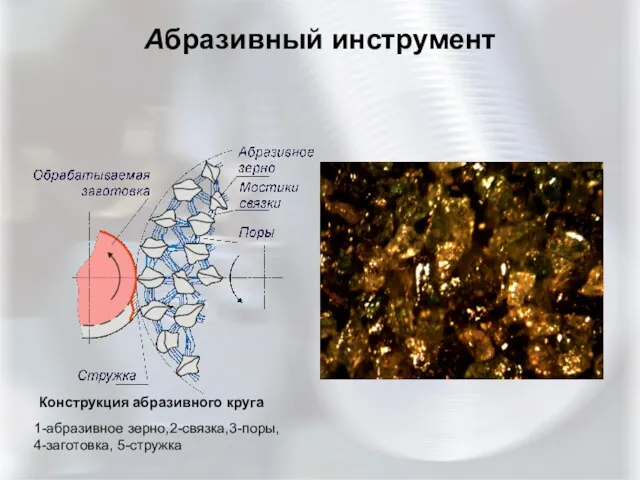
- 2. Абразивный инструмент Конструкция абразивного круга 1-абразивное зерно,2-связка,3-поры, 4-заготовка, 5-стружка
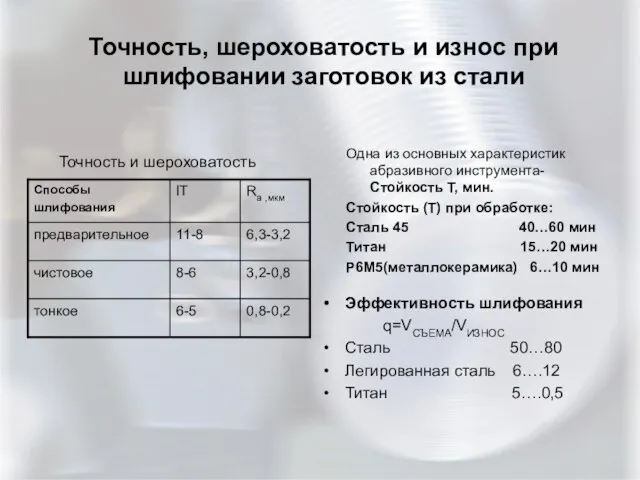
- 3. Точность, шероховатость и износ при шлифовании заготовок из стали Одна из основных характеристик абразивного инструмента- Стойкость
- 4. Виды шлифования Виды шлифования:плоское, круглое (наружное и внутреннее),бесцентровое. Обозначения: 1- станина, 2-стол, 3-шлифовальная бабка, 4- инструмент,
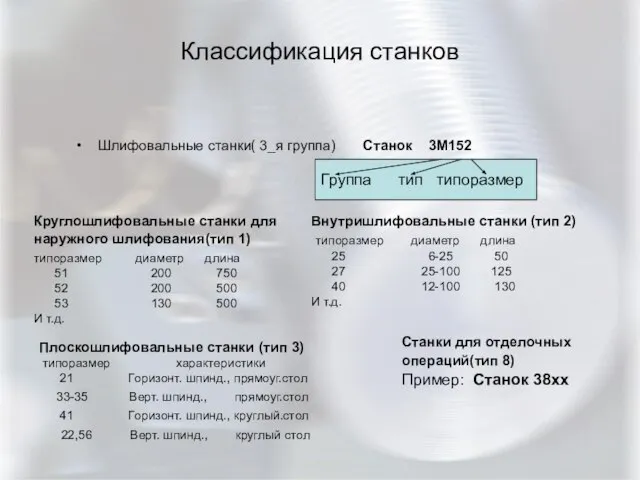
- 5. Группа тип типоразмер Классификация станков Шлифовальные станки( 3_я группа) Станок 3М152 Круглошлифовальные станки для наружного шлифования(тип
- 7. АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
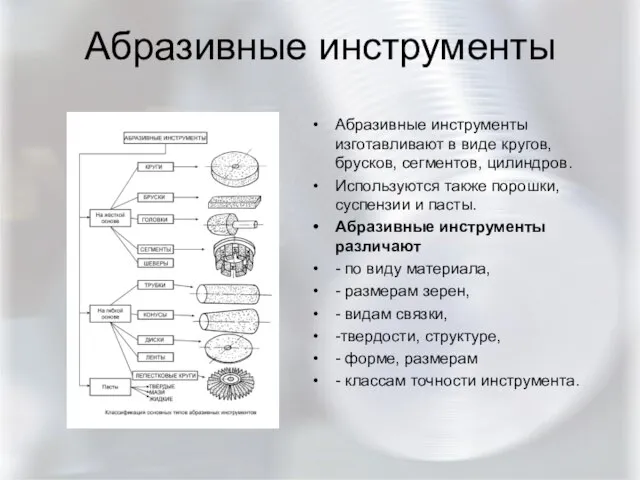
- 8. Абразивные инструменты Абразивные инструменты изготавливают в виде кругов, брусков, сегментов, цилиндров. Используются также порошки, суспензии и
- 9. Абразив (материал,размер зерен) Электрокорунды (Al2O3) Карбиды Кремния( SiC) и Бора(B4C) Синтетические алмазы Кубический нитрид бора(эльбор) Зернистость
- 10. Связка (материал, твердость, структура) Для связки используются следующие материалы: Материал Марка 1.Керамическая К1-К8 (основа-глина) 2.Бакелитовая Б1-Б3
- 11. Форма инструмента Плоская прямого прфиля ПП Плоская конического прфиля 2П Плоская конического прфиля 3П Плоская с
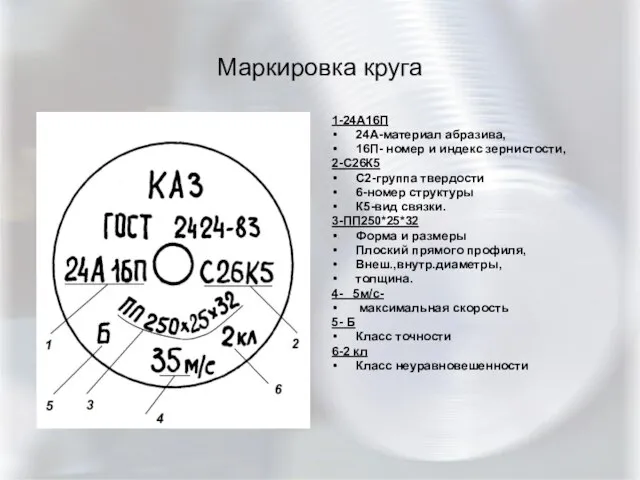
- 12. Маркировка круга 1-24А16П 24А-материал абразива, 16П- номер и индекс зернистости, 2-С26К5 С2-группа твердости 6-номер структуры К5-вид
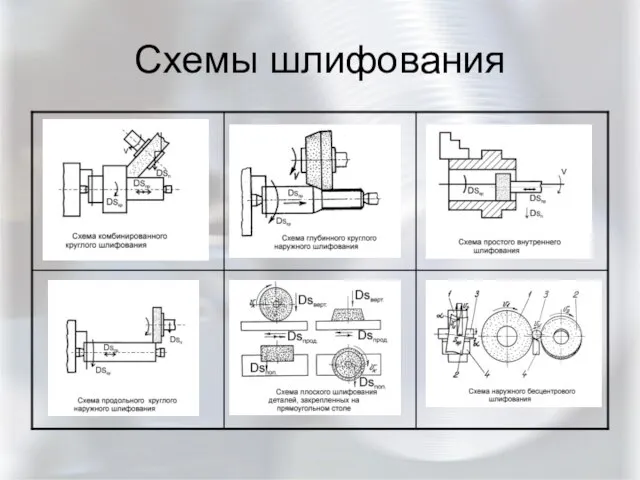
- 13. Схемы шлифования
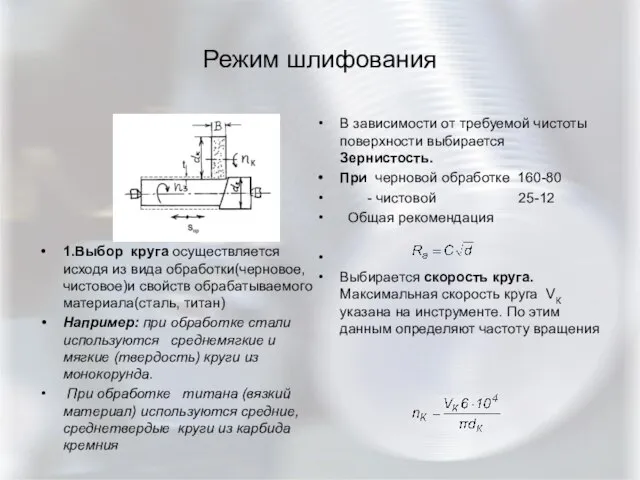
- 14. Режим шлифования 1.Выбор круга осуществляется исходя из вида обработки(черновое, чистовое)и свойств обрабатываемого материала(сталь, титан) Например: при
- 15. Режим шлифования(продолжение) 2.Выбор глубины резания t На черновых проходах t= 0,05-0,1 мм/ дв. ход на чистовых
- 16. Режим шлифования(продолжение 2 ) 4. Определение скорости круговой подачи (вращение заготовки) d - диаметр заготовки, T-
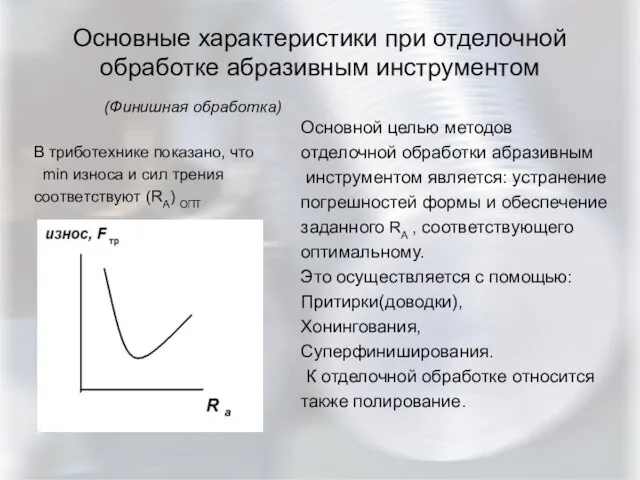
- 17. Основные характеристики при отделочной обработке абразивным инструментом В триботехнике показано, что min износа и сил трения
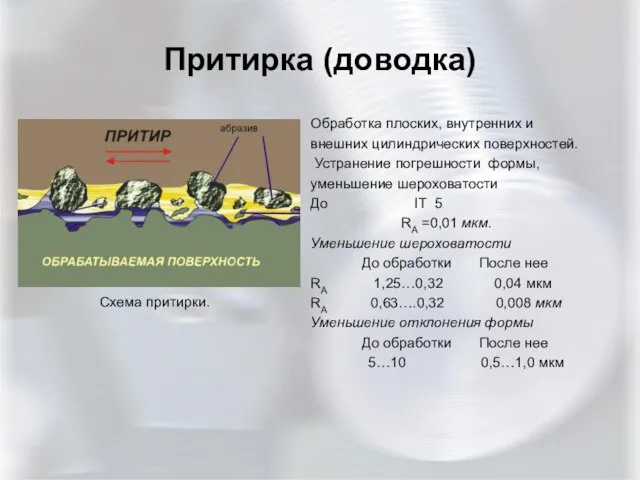
- 18. Притирка (доводка) Обработка плоских, внутренних и внешних цилиндрических поверхностей. Устранение погрешности формы, уменьшение шероховатости До IT
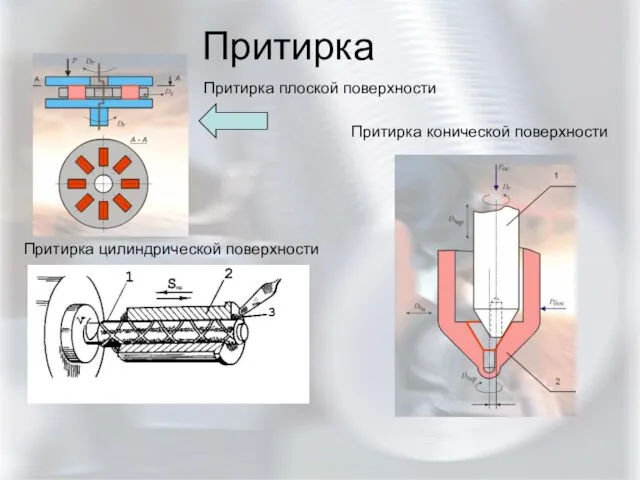
- 19. Притирка Притирка цилиндрической поверхности Притирка плоской поверхности Притирка конической поверхности
- 20. Хонингование Обработка внутренних цилиндрических поверхностей. Устранение погрешности формы, уменьшение шероховатости До IT 5….6 RA =0,02 мкм.
- 21. Хонинговальный станок и хон(инструмент) Хонинговальный станок Хон (абразивный инструмент) Припуск под хонингование 0,4…0,1 мм Точность обработки
- 22. P=0,3 МПа (max) a = 2…5 мм f = 500…2000 дв.х/мин Сверхтонкая абразивная обработка наружных и
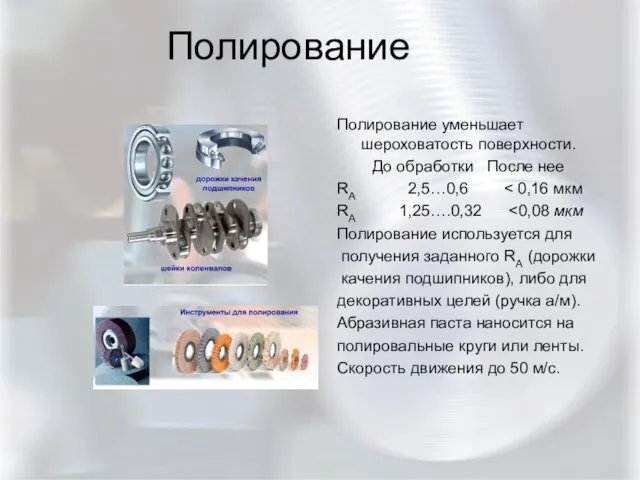
- 23. Полирование Полирование уменьшает шероховатость поверхности. До обработки После нее RA 2,5…0,6 RA 1,25….0,32 Полирование используется для
- 25. Скачать презентацию
Слайд 2Абразивный инструмент
Конструкция абразивного круга
1-абразивное зерно,2-связка,3-поры,
4-заготовка, 5-стружка
Абразивный инструмент
Конструкция абразивного круга
1-абразивное зерно,2-связка,3-поры,
4-заготовка, 5-стружка
Слайд 3Точность, шероховатость и износ при шлифовании заготовок из стали
Одна из основных характеристик
Точность, шероховатость и износ при шлифовании заготовок из стали
Одна из основных характеристик
Слайд 4Виды шлифования
Виды шлифования:плоское,
круглое (наружное и внутреннее),бесцентровое.
Обозначения:
1- станина, 2-стол, 3-шлифовальная бабка, 4- инструмент,
Виды шлифования
Виды шлифования:плоское,
круглое (наружное и внутреннее),бесцентровое.
Обозначения:
1- станина, 2-стол, 3-шлифовальная бабка, 4- инструмент,

Слайд 5Группа тип типоразмер
Классификация станков
Шлифовальные станки( 3_я группа) Станок 3М152
Круглошлифовальные станки для наружного
Группа тип типоразмер
Классификация станков
Шлифовальные станки( 3_я группа) Станок 3М152
Круглошлифовальные станки для наружного

Слайд 7АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ

Слайд 8Абразивные инструменты
Абразивные инструменты изготавливают в виде кругов, брусков, сегментов, цилиндров.
Используются также порошки,
Абразивные инструменты
Абразивные инструменты изготавливают в виде кругов, брусков, сегментов, цилиндров.
Используются также порошки,
Слайд 9Абразив
(материал,размер зерен)
Электрокорунды (Al2O3)
Карбиды Кремния( SiC) и Бора(B4C)
Синтетические алмазы
Кубический нитрид
Абразив
(материал,размер зерен)
Электрокорунды (Al2O3)
Карбиды Кремния( SiC) и Бора(B4C)
Синтетические алмазы
Кубический нитрид
Слайд 10Связка
(материал, твердость, структура)
Для связки используются
следующие материалы:
Материал Марка
1.Керамическая К1-К8
(основа-глина)
2.Бакелитовая Б1-Б3
(на основе
Связка
(материал, твердость, структура)
Для связки используются
следующие материалы:
Материал Марка
1.Керамическая К1-К8
(основа-глина)
2.Бакелитовая Б1-Б3
(на основе
Слайд 11Форма инструмента
Плоская прямого прфиля ПП
Плоская конического прфиля 2П
Плоская конического прфиля 3П
Плоская с
Форма инструмента
Плоская прямого прфиля ПП
Плоская конического прфиля 2П
Плоская конического прфиля 3П
Плоская с
Слайд 12Маркировка круга
1-24А16П
24А-материал абразива,
16П- номер и индекс зернистости,
2-С26К5
С2-группа твердости
6-номер структуры
К5-вид связки.
3-ПП250*25*32
Форма и размеры
Плоский
Маркировка круга
1-24А16П
24А-материал абразива,
16П- номер и индекс зернистости,
2-С26К5
С2-группа твердости
6-номер структуры
К5-вид связки.
3-ПП250*25*32
Форма и размеры
Плоский
Слайд 13Схемы шлифования
Схемы шлифования
Слайд 14Режим шлифования
1.Выбор круга осуществляется исходя из вида обработки(черновое, чистовое)и свойств обрабатываемого материала(сталь,
Режим шлифования
1.Выбор круга осуществляется исходя из вида обработки(черновое, чистовое)и свойств обрабатываемого материала(сталь,
Слайд 15Режим шлифования(продолжение)
2.Выбор глубины резания t
На черновых проходах
t= 0,05-0,1 мм/
Режим шлифования(продолжение)
2.Выбор глубины резания t
На черновых проходах
t= 0,05-0,1 мм/
Слайд 16Режим шлифования(продолжение 2 )
4. Определение скорости круговой подачи (вращение заготовки)
d -
Режим шлифования(продолжение 2 )
4. Определение скорости круговой подачи (вращение заготовки)
d -
Слайд 17Основные характеристики при отделочной обработке абразивным инструментом
В триботехнике показано, что
min износа
Основные характеристики при отделочной обработке абразивным инструментом
В триботехнике показано, что
min износа
Слайд 18Притирка (доводка)
Обработка плоских, внутренних и
внешних цилиндрических поверхностей.
Устранение погрешности формы,
уменьшение шероховатости
Притирка (доводка)
Обработка плоских, внутренних и
внешних цилиндрических поверхностей.
Устранение погрешности формы,
уменьшение шероховатости
Слайд 19Притирка
Притирка цилиндрической поверхности
Притирка плоской поверхности
Притирка конической поверхности
Притирка
Притирка цилиндрической поверхности
Притирка плоской поверхности
Притирка конической поверхности
Слайд 20Хонингование
Обработка внутренних цилиндрических
поверхностей. Устранение погрешности
формы, уменьшение шероховатости
До
IT
Хонингование
Обработка внутренних цилиндрических
поверхностей. Устранение погрешности
формы, уменьшение шероховатости
До
IT

Слайд 21Хонинговальный станок и хон(инструмент)
Хонинговальный станок
Хон (абразивный инструмент)
Припуск под хонингование
0,4…0,1 мм
Точность обработки отверстия
20…5
Хонинговальный станок и хон(инструмент)
Хонинговальный станок
Хон (абразивный инструмент)
Припуск под хонингование
0,4…0,1 мм
Точность обработки отверстия
20…5

Слайд 22P=0,3 МПа (max)
a = 2…5 мм
f = 500…2000 дв.х/мин
Сверхтонкая абразивная обработка наружных
P=0,3 МПа (max)
a = 2…5 мм
f = 500…2000 дв.х/мин
Сверхтонкая абразивная обработка наружных

Слайд 23Полирование
Полирование уменьшает шероховатость поверхности.
До обработки После нее
RA 2,5…0,6 < 0,16 мкм
RA
Полирование
Полирование уменьшает шероховатость поверхности.
До обработки После нее
RA 2,5…0,6 < 0,16 мкм
RA
 Клінічна вертебрологія 4
Клінічна вертебрологія 4 Выставки ЗАО «АбхазЭкспоГрупп» призваны содействовать отечественным и иностранным предприятиям в продвижении товаров и услуг, с
Выставки ЗАО «АбхазЭкспоГрупп» призваны содействовать отечественным и иностранным предприятиям в продвижении товаров и услуг, с Виды и формы общения
Виды и формы общения Функции государства
Функции государства О готовности педагогов к реализации принципов педагогики понимания
О готовности педагогов к реализации принципов педагогики понимания ЭФФЕКТИВНОСТЬ ОПТИМИЗАЦИИ ИЛИ КАК ПОЙМАТЬ СИНЮЮ ПТИЦУ?
ЭФФЕКТИВНОСТЬ ОПТИМИЗАЦИИ ИЛИ КАК ПОЙМАТЬ СИНЮЮ ПТИЦУ? Ипотечное кредитование в ЮниКредит Банке
Ипотечное кредитование в ЮниКредит Банке Презентация на тему Характеристика биогеоценоза
Презентация на тему Характеристика биогеоценоза  Презентация на тему Права литературных героев
Презентация на тему Права литературных героев Презентация на тему В гости к зиме (2 класс)
Презентация на тему В гости к зиме (2 класс) Хуан Грис (1887-1927)
Хуан Грис (1887-1927) Международная миротворческая деятельность ВС РФ
Международная миротворческая деятельность ВС РФ Я ученик школы №4
Я ученик школы №4 Пасхальные сувениры из плотного картона. Техника декупаж
Пасхальные сувениры из плотного картона. Техника декупаж Промышленный дизайн
Промышленный дизайн СМС дети УЛЫБКА. Здоровая пробежка
СМС дети УЛЫБКА. Здоровая пробежка Концепция уличной торговли
Концепция уличной торговли Социально-ориентированная стратегия развития России до 2020 года
Социально-ориентированная стратегия развития России до 2020 года Приказ Минобрнауки России от 15.02.2012 г. №107
Приказ Минобрнауки России от 15.02.2012 г. №107 Родная рудная земля
Родная рудная земля Новый год
Новый год ИНОСТРАННЫЕ ИНВЕСТИЦИИ В РОССИИ, ИХ РЕГУЛИРОВАНИЕ
ИНОСТРАННЫЕ ИНВЕСТИЦИИ В РОССИИ, ИХ РЕГУЛИРОВАНИЕ Презентация на тему Первобытная культура
Презентация на тему Первобытная культура Деловой стиль женщины
Деловой стиль женщины Антицеллюлитный и лимфодренажный массаж
Антицеллюлитный и лимфодренажный массаж Своя игра 5 класс
Своя игра 5 класс Подготовка к сочинениюС2
Подготовка к сочинениюС2 Салат рыбный с яйцом
Салат рыбный с яйцом