Система автоматизированного ультразвукового контроля сварного соединения обечайка-патрубок тройников сварных
- Система автоматизированного ультразвукового контроля сварного соединения обечайка-патрубок тройников сварных

Содержание
- 2. Введение Тройники, устанавливаемые в газопроводы для ответвления магистрального газа, являются наиболее напряженными элементами трубопроводных обвязок, подвергающиеся
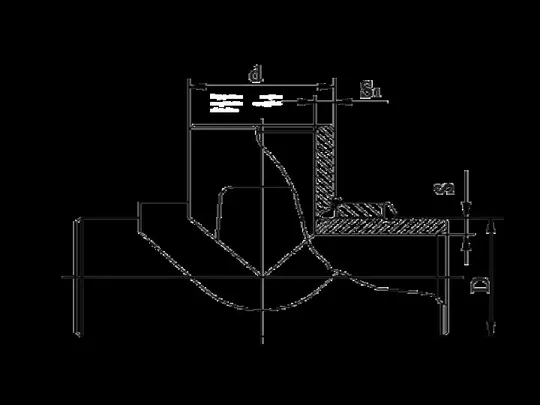
- 4. Контролируемое сварное соединение
- 5. Блок управления АВГУР-Т
- 6. Традиционный контроль в эхо-режиме практически невозможен из-за наличия множественных переотражений, а также существенного расхождения и затухания
- 7. Системы АВГУР-Т обладают возможностью фокусировки УЗ поля в области контроля даже при большом удалении этой области
- 8. В системе АВГУР-Т используются сканирующие устройства, обеспечивающие перемещение ПЭП по двум взаимно перпендикулярным осям, что обеспечивает
- 10. Отличительные особенности системы Полностью автоматизированный процесс регистрации данных контроля; Когерентные методы получения трёхмерных изображений дефектов; Возможность
- 11. Обнаруживаемые дефекты Дефекты сварных соединений: - трещины; - несплавления; - непровары; - шлаковые и инородные включения.
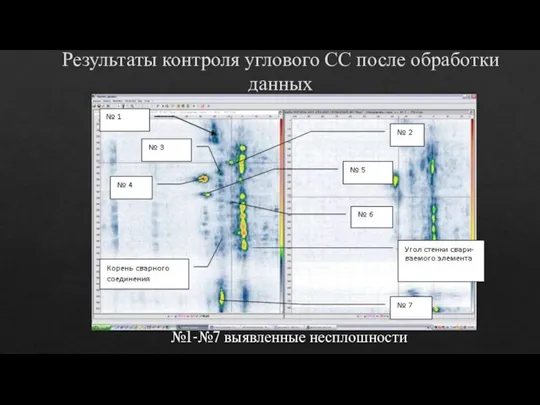
- 12. Результаты контроля углового СС после обработки данных №1-№7 выявленные несплошности
- 13. Выводы Разработанная система диагностики позволяет: осуществлять выявление дефектов на ранней стадии развития; по восстановленным акустическим изображениям
- 15. Скачать презентацию
Слайд 2Введение
Тройники, устанавливаемые в газопроводы для ответвления магистрального газа, являются наиболее напряженными элементами
Введение
Тройники, устанавливаемые в газопроводы для ответвления магистрального газа, являются наиболее напряженными элементами

Слайд 4Контролируемое сварное соединение
Контролируемое сварное соединение
Слайд 5Блок управления АВГУР-Т
Блок управления АВГУР-Т
Слайд 6Традиционный контроль в эхо-режиме практически невозможен из-за наличия множественных переотражений, а также
Традиционный контроль в эхо-режиме практически невозможен из-за наличия множественных переотражений, а также
Слайд 7 Системы АВГУР-Т обладают возможностью фокусировки УЗ поля в области контроля даже
Системы АВГУР-Т обладают возможностью фокусировки УЗ поля в области контроля даже
Слайд 8В системе АВГУР-Т используются сканирующие устройства, обеспечивающие перемещение ПЭП по двум взаимно
В системе АВГУР-Т используются сканирующие устройства, обеспечивающие перемещение ПЭП по двум взаимно

Слайд 10Отличительные особенности системы
Полностью автоматизированный процесс регистрации данных контроля;
Когерентные методы получения трёхмерных изображений
Отличительные особенности системы
Полностью автоматизированный процесс регистрации данных контроля;
Когерентные методы получения трёхмерных изображений
Слайд 11Обнаруживаемые дефекты
Дефекты сварных соединений:
- трещины;
- несплавления;
- непровары;
- шлаковые
Обнаруживаемые дефекты
Дефекты сварных соединений:
- трещины;
- несплавления;
- непровары;
- шлаковые
Слайд 12Результаты контроля углового СС после обработки данных
№1-№7 выявленные несплошности
Результаты контроля углового СС после обработки данных
№1-№7 выявленные несплошности
Слайд 13Выводы
Разработанная система диагностики позволяет:
осуществлять выявление дефектов на ранней стадии развития;
по восстановленным акустическим
Выводы
Разработанная система диагностики позволяет:
осуществлять выявление дефектов на ранней стадии развития;
по восстановленным акустическим
 Платформа анализа конкурентов и поиска товаров с гарантированными продажами
Платформа анализа конкурентов и поиска товаров с гарантированными продажами Презентация на тему М.Шолохов Судьба человека
Презентация на тему М.Шолохов Судьба человека  Семейство Астровые или Сложноцветные
Семейство Астровые или Сложноцветные Куликовская битва 4 класс - тест
Куликовская битва 4 класс - тест математики в основе число, переменная логики высказывание (логическая переменная)
математики в основе число, переменная логики высказывание (логическая переменная) Физиологические особенности спортивной работы в разных зонах мощности
Физиологические особенности спортивной работы в разных зонах мощности v
v Презентация на тему Падение монархии
Презентация на тему Падение монархии  ВКР: 15-ти этажный жилой многоэтажный дом
ВКР: 15-ти этажный жилой многоэтажный дом Click to edit Master title style Click to edit Master subtitle style
Click to edit Master title style Click to edit Master subtitle style  Итоги Челябинской городской правовой олимпиады «С чего начинается ПРАВО»
Итоги Челябинской городской правовой олимпиады «С чего начинается ПРАВО»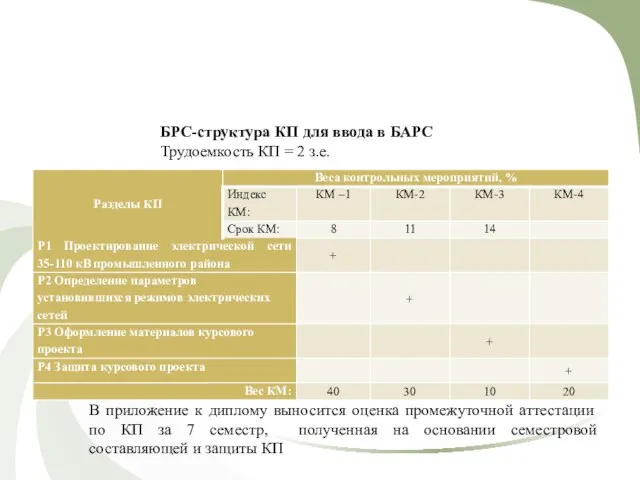 БРС-структура КП для ввода в БАРС
БРС-структура КП для ввода в БАРС Режим труда и отдыха
Режим труда и отдыха Система воспитательной работы школы как сотрудничество и соавторство всех субъектов образовательного процесса
Система воспитательной работы школы как сотрудничество и соавторство всех субъектов образовательного процесса О развитии инфраструктуры поддержки субъектов малого и среднего предпринимательства в Ставропольском крае
О развитии инфраструктуры поддержки субъектов малого и среднего предпринимательства в Ставропольском крае Экологическое страхование и оценка рисков
Экологическое страхование и оценка рисков Телеканал Городской
Телеканал Городской Экологический мониторинг
Экологический мониторинг Мобильные терминалы CASIO
Мобильные терминалы CASIO Дисциплинарная ответственность и ее виды
Дисциплинарная ответственность и ее виды Подготовка к ЕГЭ и предметным олимпиадам
Подготовка к ЕГЭ и предметным олимпиадам Ключевые задачи и компетенции менеджера по инновациям в компании
Ключевые задачи и компетенции менеджера по инновациям в компании Место психологии в системы других наук. Основные отрасли психологии. Волков. Кузнецова. Гафурова. Юсупов
Место психологии в системы других наук. Основные отрасли психологии. Волков. Кузнецова. Гафурова. Юсупов Сертификация. Лекция №3
Сертификация. Лекция №3 Презентация на тему Органы чувств
Презентация на тему Органы чувств  Эллиптическая орбита
Эллиптическая орбита Лакокрасочные покрытия в авторемонтном производстве
Лакокрасочные покрытия в авторемонтном производстве Тема урока: «Сочинение-рассказ по картине В.И. Сурикова «Взятие снежного городка».
Тема урока: «Сочинение-рассказ по картине В.И. Сурикова «Взятие снежного городка».