- Станки с числовым программным управлением

Содержание
- 2. Станок с числовым программным управлением – это станок, который автоматически управляется при помощи компьютера (он находится
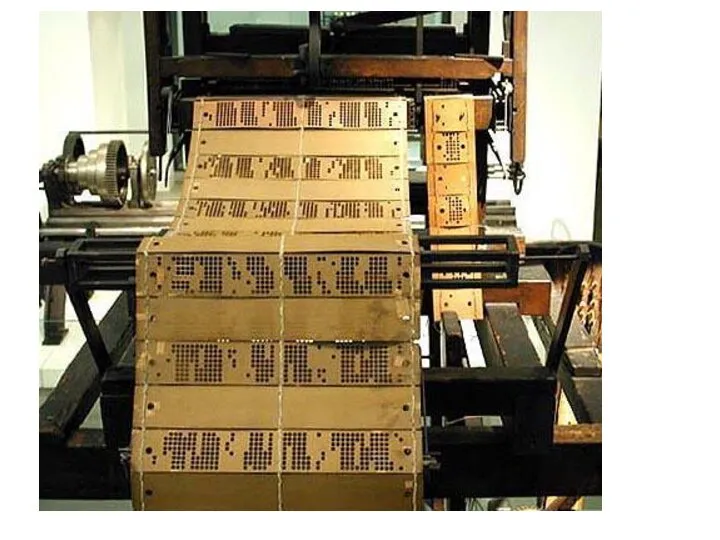
- 3. В 1949 году ВВС США профинансировали разработку станка для контурного фрезерования сложных по форме деталей авиационной
- 6. Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки
- 8. Станки с ЧПУ способны выполнять самые разнообразные технологические операции механической, электрофизической и других видов обработки и
- 9. В чем же основное преимущество станков с ЧПУ и почему все большее число заводов предпочитает вкладывать
- 10. Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на обработку различных деталей. Для
- 11. Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно изготовить на обычном универсальном
- 12. При использовании станков с ЧПУ вместо универсального оборудования сокращаются сроки технологической подготовки производства на 50 –
- 13. Основные понятия в области механической обработки на станках с ЧПУ Управляющая программа (УП) – совокупность команд
- 14. Позиционное ЧПУ (позиционное управление) – ЧПУ, при котором рабочие органы станка перемещаются в заданные точки, причем
- 15. Групповое ЧПУ станками (групповое управление) – ЧПУ группой станков от ЭВМ, имеющей общую память для хранения
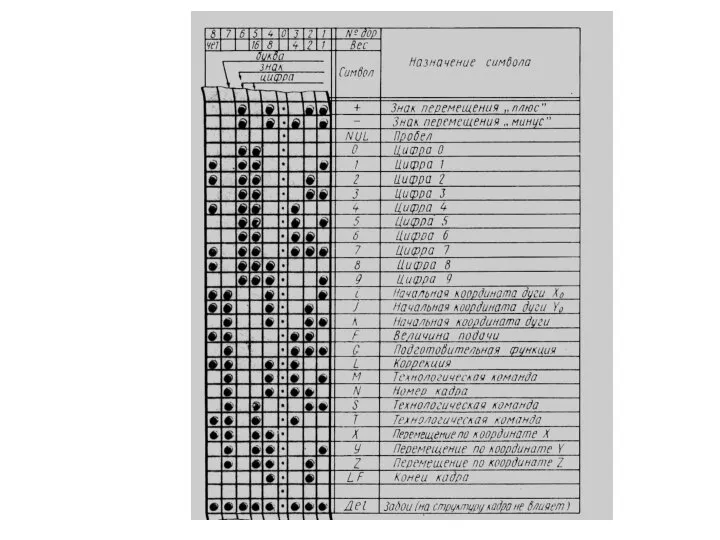
- 16. Программоноситель – носитель данных, на котором записана УП. В качестве носителя данных могут применяться перфолента, магнитная
- 17. Автоматическая работа системы устройства ЧПУ (автоматическая работа) – функционирование СЧПУ, при котором отработка УП происходит с
- 18. Покадровая работа – функционирование СЧПУ, при котором отработка каждого кадра УП происходит только после воздействия оператора,
- 19. Редактирование УП (редактирование) – функционирование УЧПУ, при котором управляющую программу изменяет оператор непосредственно у станка. Поиск
- 20. Нулевая точка станка (нуль станка) – точка, принятая за начало координат станка и используемая для определения
- 21. Дискретность задания перемещения – минимальное перемещение или угол поворота рабочего органа станка, которые могут быть заданы
- 23. Скачать презентацию
Слайд 2Станок с числовым программным управлением – это станок,
который автоматически управляется при
Станок с числовым программным управлением – это станок,
который автоматически управляется при
Слайд 3 В 1949 году ВВС США профинансировали разработку станка для контурного фрезерования сложных по форме
В 1949 году ВВС США профинансировали разработку станка для контурного фрезерования сложных по форме
Слайд 6 Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и
Первыми советскими станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и

Слайд 8 Станки с ЧПУ способны выполнять самые разнообразные технологические операции механической, электрофизической и
Станки с ЧПУ способны выполнять самые разнообразные технологические операции механической, электрофизической и
Слайд 9 В чем же основное преимущество станков с ЧПУ и почему все большее
В чем же основное преимущество станков с ЧПУ и почему все большее
Слайд 10 Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на
Станки с ЧПУ характеризуются производственной гибкостью, т. е. способностью быстро переналаживаться на
Слайд 11 Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно
Металлорежущее оборудование с числовым программным управлением позволяет обрабатывать такие детали, которые невозможно
Слайд 12 При использовании станков с ЧПУ вместо универсального оборудования сокращаются сроки технологической подготовки
При использовании станков с ЧПУ вместо универсального оборудования сокращаются сроки технологической подготовки
Слайд 13Основные понятия в области механической обработки на станках с ЧПУ
Управляющая программа (УП)
Основные понятия в области механической обработки на станках с ЧПУ
Управляющая программа (УП)
Слайд 14 Позиционное ЧПУ (позиционное управление) – ЧПУ, при котором рабочие органы станка перемещаются
Позиционное ЧПУ (позиционное управление) – ЧПУ, при котором рабочие органы станка перемещаются
Слайд 15 Групповое ЧПУ станками (групповое управление) – ЧПУ группой станков от ЭВМ, имеющей
Групповое ЧПУ станками (групповое управление) – ЧПУ группой станков от ЭВМ, имеющей
Слайд 16 Программоноситель – носитель данных, на котором записана УП. В качестве носителя данных
Программоноситель – носитель данных, на котором записана УП. В качестве носителя данных
Слайд 17 Автоматическая работа системы устройства ЧПУ (автоматическая работа) – функционирование СЧПУ, при котором
Автоматическая работа системы устройства ЧПУ (автоматическая работа) – функционирование СЧПУ, при котором
Слайд 18Покадровая работа – функционирование СЧПУ, при котором отработка каждого кадра УП происходит
Покадровая работа – функционирование СЧПУ, при котором отработка каждого кадра УП происходит
Слайд 19
Редактирование УП (редактирование) – функционирование УЧПУ, при котором управляющую программу изменяет оператор
Редактирование УП (редактирование) – функционирование УЧПУ, при котором управляющую программу изменяет оператор
Слайд 20Нулевая точка станка (нуль станка) – точка, принятая за начало координат станка
Нулевая точка станка (нуль станка) – точка, принятая за начало координат станка
Слайд 21 Дискретность задания перемещения – минимальное перемещение или угол поворота рабочего органа станка,
Дискретность задания перемещения – минимальное перемещение или угол поворота рабочего органа станка,
 Порядок прохождения тестовых испытаний
Порядок прохождения тестовых испытаний Животный мир степей России
Животный мир степей России Организация рабочего места для занятий лепкой из пластилина
Организация рабочего места для занятий лепкой из пластилина Ҳозирги замон ҳуқуқи ва унинг моҳияти ҳақидаги концепциялар
Ҳозирги замон ҳуқуқи ва унинг моҳияти ҳақидаги концепциялар АО -Акционерное общество
АО -Акционерное общество Доказательства эволюции
Доказательства эволюции Политическая система
Политическая система ГОДОВОЙ ОТЧЕТ 2010
ГОДОВОЙ ОТЧЕТ 2010 Тел – халыk хазинаhы
Тел – халыk хазинаhы Презентация на тему источники и приемники информации
Презентация на тему источники и приемники информации Параолимпийские игры
Параолимпийские игры Выносливость и её развитие
Выносливость и её развитие Илья Елькин – актёр ТЮЗ Бродячие артисты
Илья Елькин – актёр ТЮЗ Бродячие артисты Подготовка к ЕГЭ
Подготовка к ЕГЭ Иван Александрович Гончаров (1812 – 1891 гг) Художник К.А.Горбунов 1840-е г.
Иван Александрович Гончаров (1812 – 1891 гг) Художник К.А.Горбунов 1840-е г. Правила баскетбола. Жесты судей
Правила баскетбола. Жесты судей Практики и функции конструирования медийного образа врага
Практики и функции конструирования медийного образа врага Презентация_18
Презентация_18 Презентация на тему Антарктика
Презентация на тему Антарктика  Средневековая деревня и её обитатели
Средневековая деревня и её обитатели Финансовый рынок
Финансовый рынок ПРОЕКТИРОВАНИЕ – ОСНОВА КОМПЕТЕНТНОСТНОГО ОБРАЗОВАНИЯ
ПРОЕКТИРОВАНИЕ – ОСНОВА КОМПЕТЕНТНОСТНОГО ОБРАЗОВАНИЯ Учитель обществознания « МОУ Октябрьская основная общеобразовательная школа №1» Каримова Татьяна Николаев
Учитель обществознания « МОУ Октябрьская основная общеобразовательная школа №1» Каримова Татьяна Николаев Наполеон
Наполеон Республика Азербайджан
Республика Азербайджан Конный спорт
Конный спорт Задачи на смеси, сплавы, концентрацию
Задачи на смеси, сплавы, концентрацию Мировой опыт организации сбора и утилизации отслуживших автомобилей сбора и утилизации отслуживших автомобилей. Проблемы России
Мировой опыт организации сбора и утилизации отслуживших автомобилей сбора и утилизации отслуживших автомобилей. Проблемы России