- Станки VI группы (фрезерные). Тема 3.3

Содержание
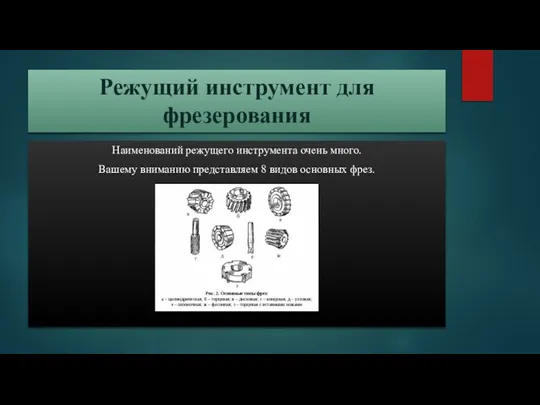
- 2. Режущий инструмент для фрезерования Наименований режущего инструмента очень много. Вашему вниманию представляем 8 видов основных фрез.
- 3. Сразу надо сказать, что это далеко не все виды фрез. Однако это даёт представление как может
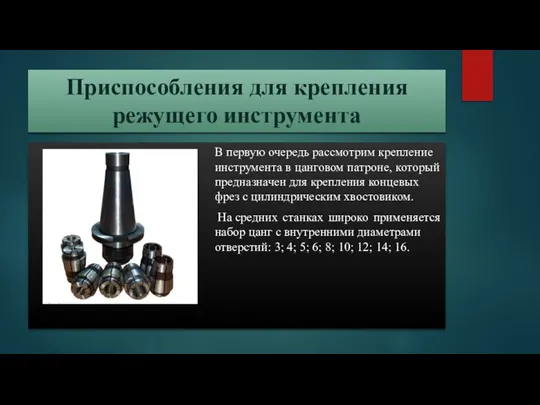
- 4. Приспособления для крепления режущего инструмента В первую очередь рассмотрим крепление инструмента в цанговом патроне, который предназначен
- 5. Патрон вставляется в конус шпинделя станка. В верхней части патрона есть внутренняя резьба для крепления цангового
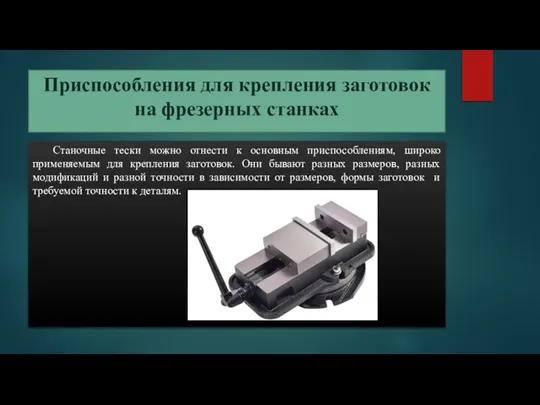
- 6. Приспособления для крепления заготовок на фрезерных станках Станочные тески можно отнести к основным приспособлениям, широко применяемым
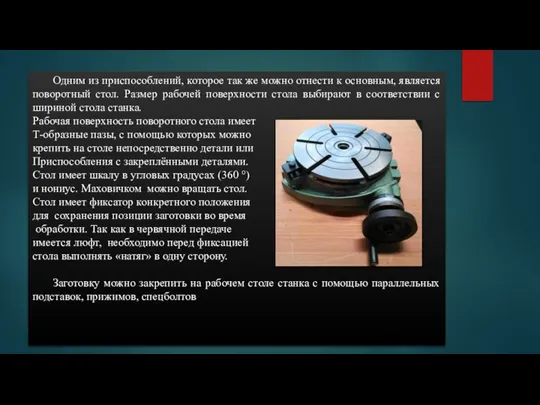
- 7. Одним из приспособлений, которое так же можно отнести к основным, является поворотный стол. Размер рабочей поверхности
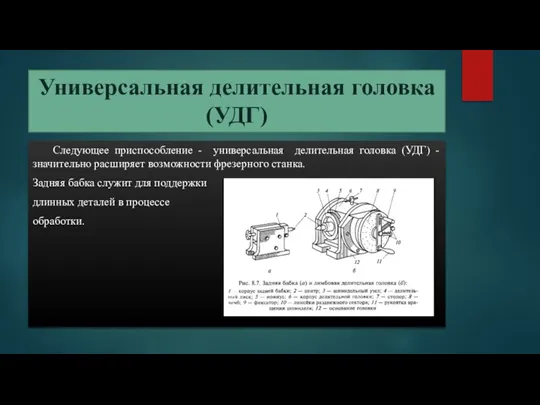
- 8. Универсальная делительная головка (УДГ) Следующее приспособление - универсальная делительная головка (УДГ) - значительно расширяет возможности фрезерного
- 9. Универсальная делительная головка (УДГ) Основная характеристика делительной головки – отношение числа зубьев червячного колеса к числу
- 10. Универсальная делительная головка (УДГ) В данной теме мы рассмотрим непосредственное деление и простое. Для непосредственного деления
- 11. Универсальная делительная головка (УДГ)
- 12. Контрольные вопросы Назовите стандартные размеры отверстий набора цанг для концевых фрез с цилиндрическим хвостовиком. Для чего
- 13. Литература: Б.И. Черпаков, Технологическое оборудование машиностроительного производства: учебник для студ. Учреждений сред. проф. образования/Б.И. Черпаков, Л.И.
- 14. Контактная информация
- 16. Скачать презентацию
Слайд 2Режущий инструмент для фрезерования
Наименований режущего инструмента очень много.
Вашему вниманию представляем 8
Режущий инструмент для фрезерования
Наименований режущего инструмента очень много.
Вашему вниманию представляем 8
Слайд 3 Сразу надо сказать, что это далеко не все виды фрез.
Однако это
Сразу надо сказать, что это далеко не все виды фрез.
Однако это
Слайд 4Приспособления для крепления режущего инструмента
В первую очередь рассмотрим крепление инструмента в цанговом
Приспособления для крепления режущего инструмента
В первую очередь рассмотрим крепление инструмента в цанговом
Слайд 5 Патрон вставляется в конус шпинделя станка. В верхней части патрона есть внутренняя
Патрон вставляется в конус шпинделя станка. В верхней части патрона есть внутренняя
Слайд 6Приспособления для крепления заготовок на фрезерных станках
Станочные тески можно отнести к
Приспособления для крепления заготовок на фрезерных станках
Станочные тески можно отнести к
Слайд 7 Одним из приспособлений, которое так же можно отнести к основным, является поворотный
Одним из приспособлений, которое так же можно отнести к основным, является поворотный
Слайд 8Универсальная делительная головка (УДГ)
Следующее приспособление - универсальная делительная головка (УДГ) - значительно
Универсальная делительная головка (УДГ)
Следующее приспособление - универсальная делительная головка (УДГ) - значительно
Слайд 9Универсальная делительная головка (УДГ)
Основная характеристика делительной головки – отношение числа зубьев червячного
Универсальная делительная головка (УДГ)
Основная характеристика делительной головки – отношение числа зубьев червячного
Слайд 10Универсальная делительная головка (УДГ)
В данной теме мы рассмотрим непосредственное деление и простое.
Универсальная делительная головка (УДГ)
В данной теме мы рассмотрим непосредственное деление и простое.
Слайд 11Универсальная делительная головка (УДГ)
Универсальная делительная головка (УДГ)
Слайд 12Контрольные вопросы
Назовите стандартные размеры отверстий набора цанг для концевых фрез с цилиндрическим
Контрольные вопросы
Назовите стандартные размеры отверстий набора цанг для концевых фрез с цилиндрическим
Слайд 13Литература:
Б.И. Черпаков, Технологическое оборудование машиностроительного производства: учебник для студ. Учреждений сред. проф.
Литература:
Б.И. Черпаков, Технологическое оборудование машиностроительного производства: учебник для студ. Учреждений сред. проф.
Слайд 14
Контактная информация
Контактная информация
 Для чего нужна пунктуация? ( урок- подготовка к сочинению – рассуждению на лингвистическую тему).
Для чего нужна пунктуация? ( урок- подготовка к сочинению – рассуждению на лингвистическую тему). Презентация на тему Красная книга России. Правила поведения в природе
Презентация на тему Красная книга России. Правила поведения в природе Эффективность психологического воздействия рекламных средств на человека
Эффективность психологического воздействия рекламных средств на человека Бизнес-ситуация:Трансфертные войны комбинатов холдинга вместо борьбы за урожай Дело № 17т
Бизнес-ситуация:Трансфертные войны комбинатов холдинга вместо борьбы за урожай Дело № 17т Детско-родительские отношения
Детско-родительские отношения Медицинская экология. Экологические факторы окружающей среды
Медицинская экология. Экологические факторы окружающей среды книжка - важливе джерело знань
книжка - важливе джерело знань ПЛАН РАБОТЫ ШКОЛЫ В НОВОГОДНИЕ КАНИКУЛЫ
ПЛАН РАБОТЫ ШКОЛЫ В НОВОГОДНИЕ КАНИКУЛЫ Что мы знаем о молоке?
Что мы знаем о молоке? Работы по композиции
Работы по композиции Презентация на тему Рынок пиломатериалов: показатели
Презентация на тему Рынок пиломатериалов: показатели  Устный журнал Моя будущая профессия
Устный журнал Моя будущая профессия ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции
ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции Презентация на тему Уголовная и административная ответственность несовершеннолетних
Презентация на тему Уголовная и административная ответственность несовершеннолетних Окружной методический совет
Окружной методический совет Конкурс на лучшую постановку работы по трудоустройству выпускников в 2010году.
Конкурс на лучшую постановку работы по трудоустройству выпускников в 2010году. «Модернизация системы воспитания детей и молодежи в Чувашской Республике»
«Модернизация системы воспитания детей и молодежи в Чувашской Республике» Генетика пола и наследование, сцепленное с полом
Генетика пола и наследование, сцепленное с полом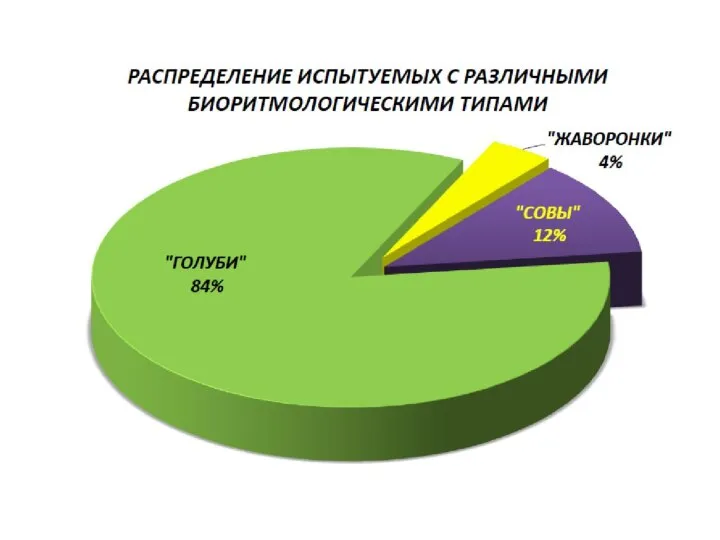 Уровень психологической напряженности у лиц с различными биоритмологическими типами
Уровень психологической напряженности у лиц с различными биоритмологическими типами 14 сентября 2011 да
14 сентября 2011 да Информмационные технрлогии в гостинечном бизнесе
Информмационные технрлогии в гостинечном бизнесе Юридический адрес: 109548, Москва, улица Гурьянова, д 15 353-68-50 E-mail
Юридический адрес: 109548, Москва, улица Гурьянова, д 15 353-68-50 E-mail  Презентация на тему вещества и их свойства
Презентация на тему вещества и их свойства Разностороннее развитие личности на основе индивидуального и дифференцированного подхода
Разностороннее развитие личности на основе индивидуального и дифференцированного подхода Детское воскресное служение
Детское воскресное служение Белочка
Белочка Внеурочные занятия физической культурой (футбол)
Внеурочные занятия физической культурой (футбол) Управление персоналом организации
Управление персоналом организации