- Сварка. Общие сведения

Содержание
- 2. Сварка Технологический процесс получения неразъемных соединений путем установления межатомных сил сцепления свариваемых деталей на границе их
- 3. Цель сварки Изготовление стальных конструкций Ремонтное производство Свариваемость: Однородные металлы Неоднородные металлы
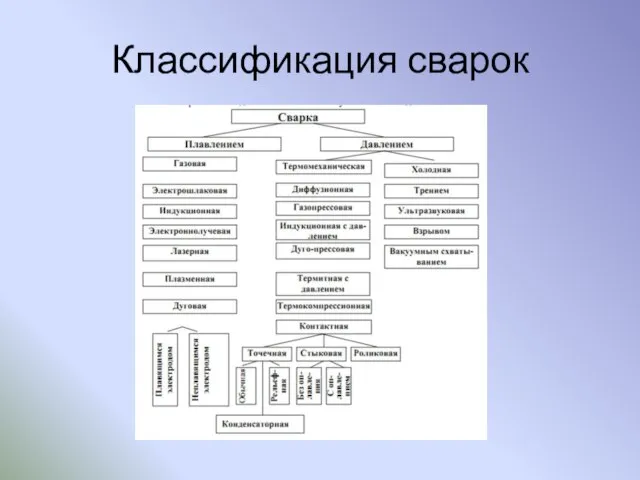
- 4. Классификация сварок
- 5. Преимущества сварки использование в цехах Разнообразие видов соединений Различные габаритные размеры Диапазон толщин Изменения химического состава
- 6. Недостатки сварки 1. Значительное загрязнение воздуха внутри помещения, в котором производится сварка, газами, выделяющимися при плавлении
- 7. Сварочные соединения
- 8. Структура сварных швов
- 9. Требования к сварочным швам Нет трещин Нет внутренних пор Нет непроваров и несплавлений Нет шлаковых и
- 11. Скачать презентацию
Слайд 2Сварка
Технологический процесс получения неразъемных соединений путем установления межатомных сил сцепления свариваемых деталей
Сварка
Технологический процесс получения неразъемных соединений путем установления межатомных сил сцепления свариваемых деталей

Слайд 3Цель сварки
Изготовление стальных конструкций
Ремонтное производство
Свариваемость:
Однородные металлы
Неоднородные металлы
Цель сварки
Изготовление стальных конструкций
Ремонтное производство
Свариваемость:
Однородные металлы
Неоднородные металлы

Слайд 4Классификация сварок
Классификация сварок
Слайд 5Преимущества сварки
использование в цехах
Разнообразие видов соединений
Различные габаритные размеры
Диапазон толщин
Изменения химического состава
Преимущества сварки
использование в цехах
Разнообразие видов соединений
Различные габаритные размеры
Диапазон толщин
Изменения химического состава
Слайд 6Недостатки сварки
1. Значительное загрязнение воздуха внутри помещения, в котором производится сварка, газами,
Недостатки сварки
1. Значительное загрязнение воздуха внутри помещения, в котором производится сварка, газами,
Слайд 7Сварочные соединения
Сварочные соединения

Слайд 8Структура сварных швов
Структура сварных швов

Слайд 9Требования к сварочным швам
Нет трещин
Нет внутренних пор
Нет непроваров и несплавлений
Нет шлаковых и
Требования к сварочным швам
Нет трещин
Нет внутренних пор
Нет непроваров и несплавлений
Нет шлаковых и
 Christmas what are they doing fun
Christmas what are they doing fun Чарльз Лэндри, автор книги «Креативный город»: «В ближайшие десятилетия сохранится лишь один из трех городов». 22 марта 2011, Цент
Чарльз Лэндри, автор книги «Креативный город»: «В ближайшие десятилетия сохранится лишь один из трех городов». 22 марта 2011, Цент Научный образовательный центр «Модернизация многомерного социально-политического пространства современной России» Руководит
Научный образовательный центр «Модернизация многомерного социально-политического пространства современной России» Руководит Совместная жизнь видов в биогеоценозе
Совместная жизнь видов в биогеоценозе Задачи на движение
Задачи на движение ПРЕДУПРЕДИТЬ – ЗНАЧИТ СПАСТИ
ПРЕДУПРЕДИТЬ – ЗНАЧИТ СПАСТИ Автономная нервная система
Автономная нервная система  Палагайская школа вчера, сегодня, завтра
Палагайская школа вчера, сегодня, завтра Виды треугольников 3 класс
Виды треугольников 3 класс Мировой кризис и нефтяной рынок
Мировой кризис и нефтяной рынок 10 заблуждений относительно цены
10 заблуждений относительно цены ФГБУ Минмелиоводхоз РД. Министерство мелиорации земель и сельскохозяйственного водоснабжения Республики Дагестан
ФГБУ Минмелиоводхоз РД. Министерство мелиорации земель и сельскохозяйственного водоснабжения Республики Дагестан Вложенные циклы
Вложенные циклы ПРОЕКТ
ПРОЕКТ Отчёт по книге Искусство быть собой В.Л. Леви
Отчёт по книге Искусство быть собой В.Л. Леви Сложные придаточные предложения (турецкий язык, урок №28)
Сложные придаточные предложения (турецкий язык, урок №28) Организация обслуживания в общественном питании. Состояние потребительского рынка и перспективы развития индустрии питания
Организация обслуживания в общественном питании. Состояние потребительского рынка и перспективы развития индустрии питания Изменение архитектуры сибирских городов
Изменение архитектуры сибирских городов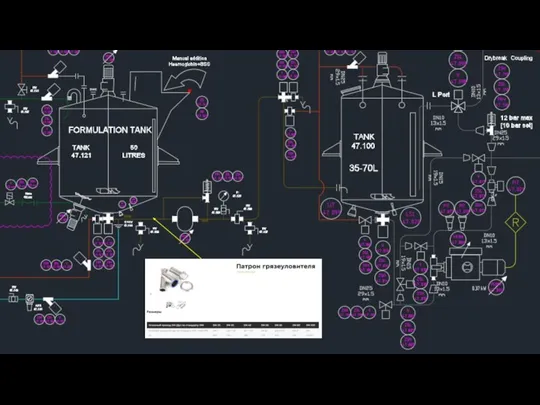 Патрон грязеуловителя
Патрон грязеуловителя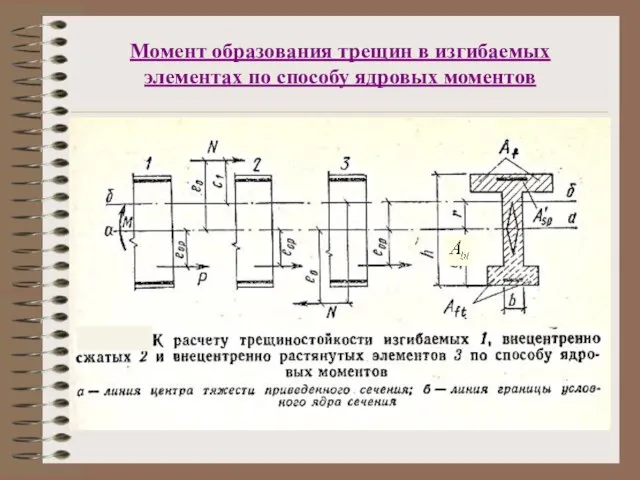 Момент образования трещин в изгибаемых элементах по способу ядровых моментов
Момент образования трещин в изгибаемых элементах по способу ядровых моментов Музей городской скульптуры
Музей городской скульптуры «Сюжеты» и «герои» музыкальной формы
«Сюжеты» и «герои» музыкальной формы Презентация на тему: Ради памяти родных
Презентация на тему: Ради памяти родных источники+права
источники+права Презентация на тему Афганская война
Презентация на тему Афганская война  Центросоюз РФ. Предприятия собственного хозяйства центросоюза. Система потребительской кооперации Карелии
Центросоюз РФ. Предприятия собственного хозяйства центросоюза. Система потребительской кооперации Карелии http://www.gilev.ru
http://www.gilev.ru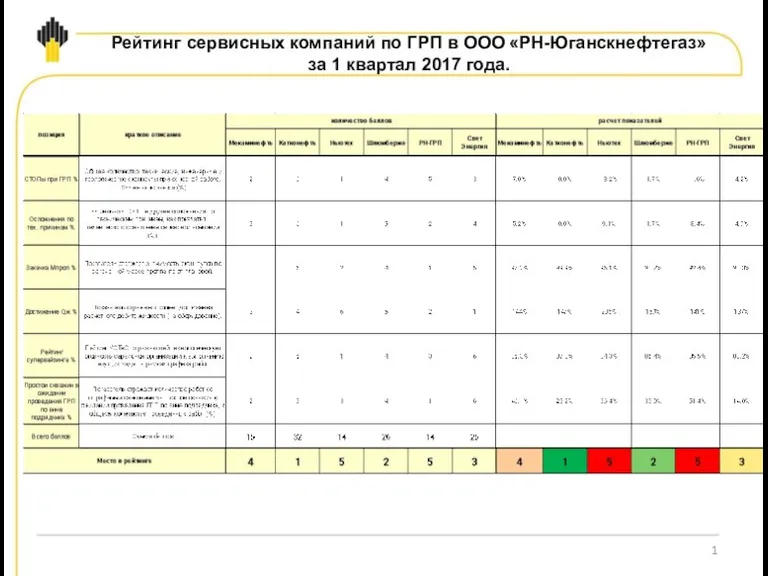 Рейтинг подрядчиков по ГРП за 1-й квартал 2017 года
Рейтинг подрядчиков по ГРП за 1-й квартал 2017 года