- Технічне завдання 3

Содержание
- 2. Виробництво таблеток (включаючи ЦЗЛ та ВТК) Номенклатура Пускова потужність - 250 млн. табл. / рік Передбачити
- 3. Серійне виробництво таблеток Терміни проведення будівництва
- 4. Технологічна схема виготовлення таблеток методом прямого пресування Контроль у процесі виробництва Вихідна сировина, матеріали Стадія 1.
- 5. Технологічна схема виготовлення таблеток методом вологої грануляції з плівковим покриттям Контроль у процесі виробництва Вихідна сировина,
- 6. Річна програма виробництва Річна потужність - 250 млн. табл. / рік. Потужність виробництва 1-ї серії –
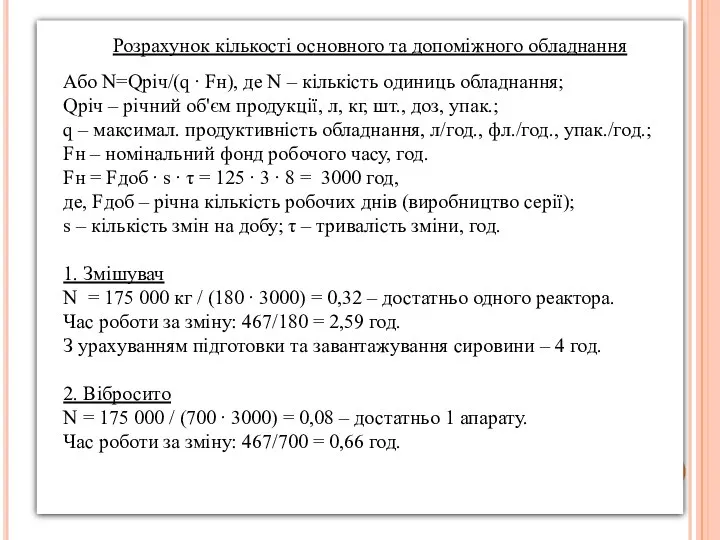
- 7. Розрахунок кількості основного та допоміжного обладнання Або N=Qріч/(q ∙ Fн), де N – кількість одиниць обладнання;
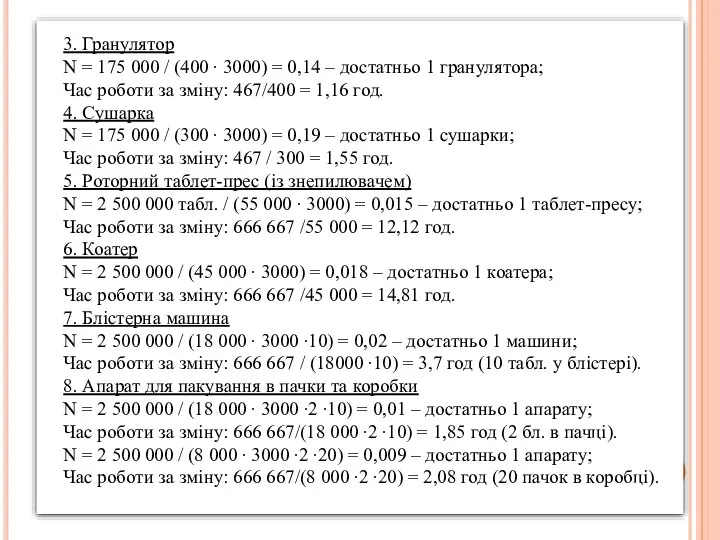
- 8. 3. Гранулятор N = 175 000 / (400 ∙ 3000) = 0,14 – достатньо 1 гранулятора;
- 9. Розрахунки витрат води, пари, електроенергії та стислого повітря Витрати води та пари Всередньому при приготуванні ЛЗ
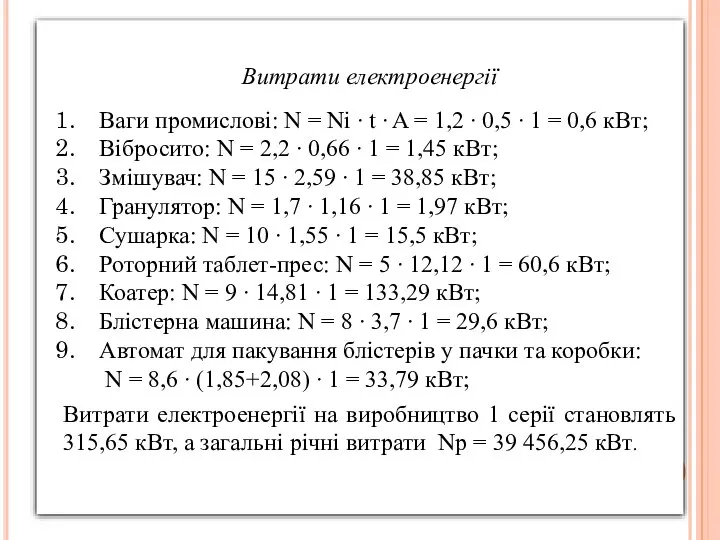
- 10. Витрати електроенергії Ваги промислові: N = Ni ∙ t ∙ A = 1,2 ∙ 0,5 ∙
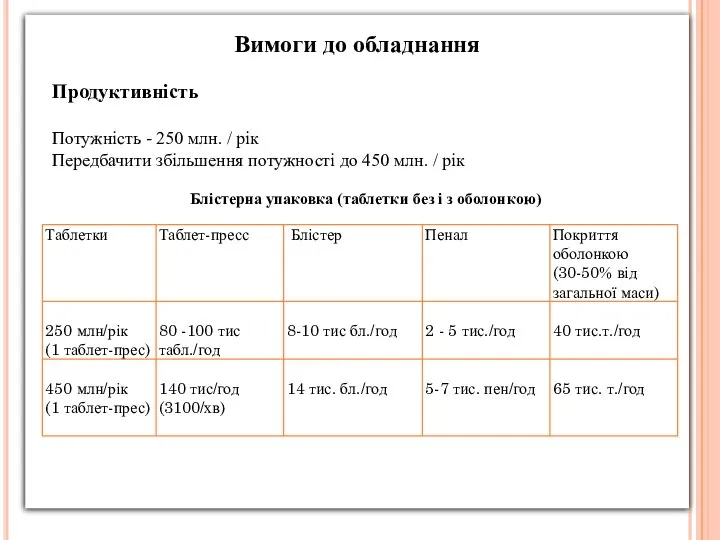
- 11. Вимоги до обладнання Продуктивність Потужність - 250 млн. / рік Передбачити збільшення потужності до 450 млн.
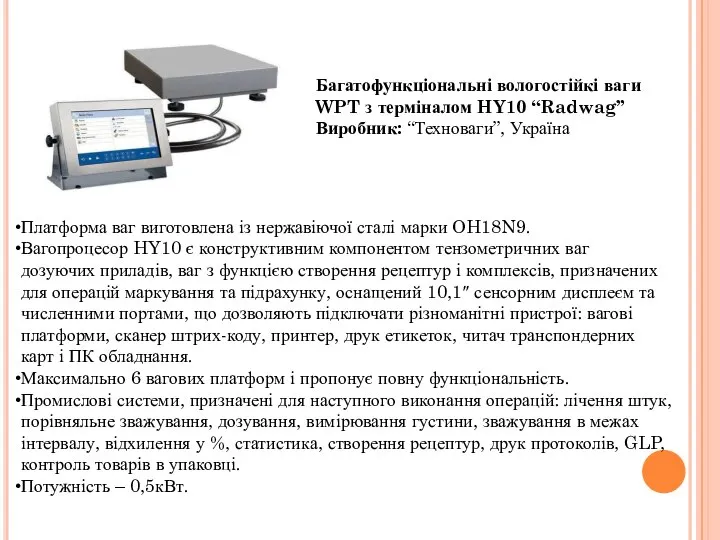
- 12. Багатофункціональні вологостійкі ваги WPT з терміналом HY10 “Radwag” Виробник: “Техноваги”, Україна Платформа ваг виготовлена із нержавіючої
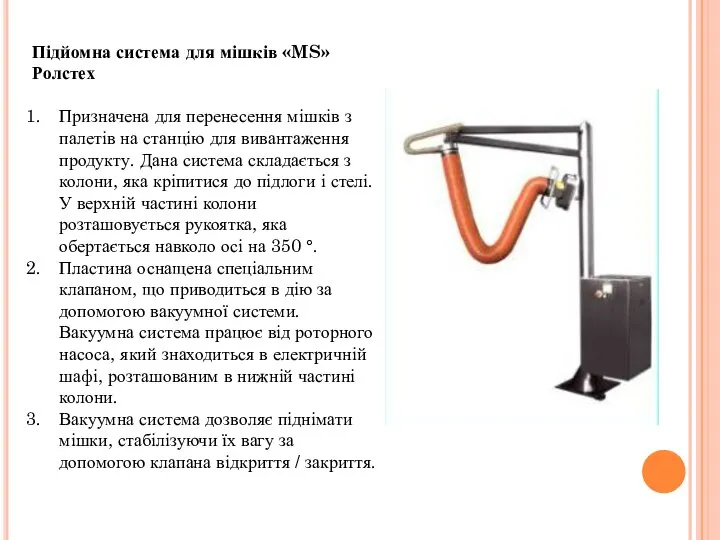
- 13. Підйомна система для мішків «MS» Ролстех Призначена для перенесення мішків з палетів на станцію для вивантаження
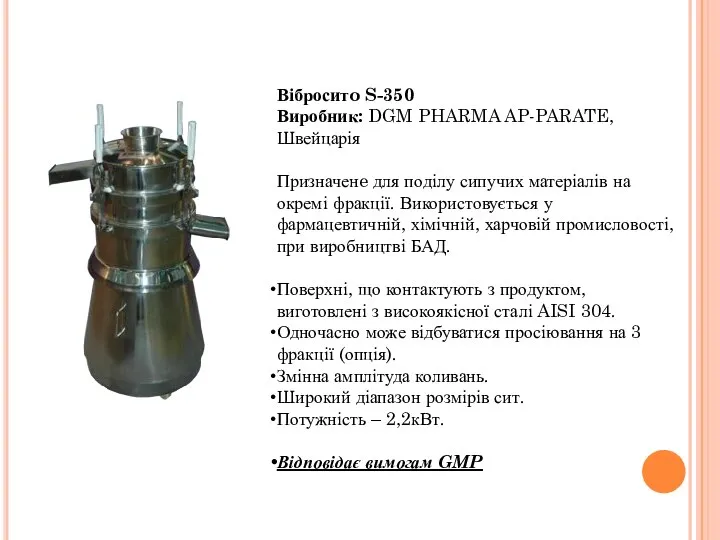
- 14. Віброситo S-350 Виробник: DGM PHARMA AP-PARATE, Швейцарія Призначенe для поділу сипучих матеріалів на окремі фракції. Використовується
- 15. Вібросито VB2 Rolstech Вібраційне сито призначене для перевірки продукту перед обробкою і просіювання частинок лікарського препарату
- 16. Гравітаційний змішувач V-подібний марки V120-40.00 Виробник: Мідас-А, Херсон Гравітаційний змішувач "П'яна бочка". V-подібна конструкція дозволяє краще
- 17. Змішувач-гомогенізатор - WALDNER Виробник: WALDNER Process Systems, Німеччина Моделі: WPS-21-4 та WPS-45 Використовується для приготування розчину
- 18. Промисловий міксер-гранулятор Ролстех Для вологого змішування і грануляції лікарського препарату з ручним або автоматичним управлінням робочого
- 19. Установка для грануляції і сушки періодичної дії псевдозрідженим шаром серії WSTPRO / WSGPRO Виробник: Glatt, Німеччина
- 20. Промислова сушарка-гранулятор в киплячому шарі Сушарки киплячого шару фірми Cos.Mec являють собою ідеальне рішення для гранулювання
- 21. Роторні таблеткові преси PZ-2000 та PZ-2003A, B&D Italia Таблетками прес серії PR-2000 має сучасний дизайн, надійну
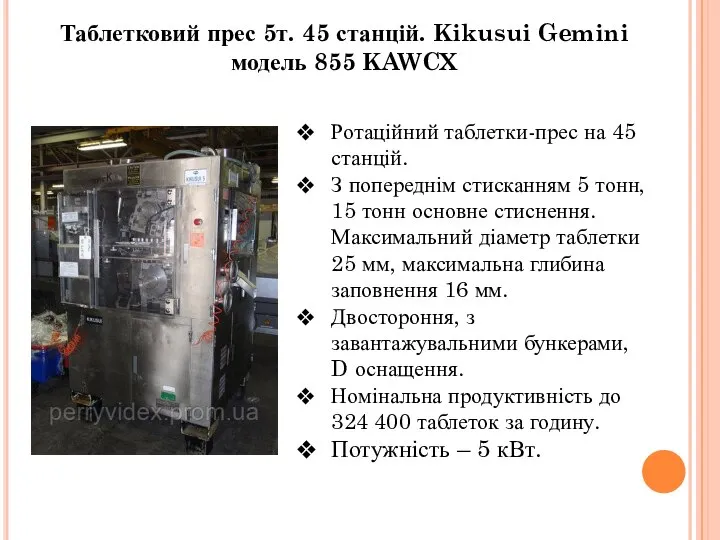
- 22. Таблетковий прес 5т. 45 станцій. Kikusui Gemini модель 855 KAWCX Ротаційний таблетки-прес на 45 станцій. З
- 23. Знепилювач вібраційний ОВ Виробник: “Трансмедтех”, Росія Призначений для очищення таблеток і капсул від пилу і задирок,
- 24. Автомат нанесення покриття FLEX 100 Виробник: Thomas Engineering, США Повністю вбудовується конструкція зі змінними барабанами, програм.
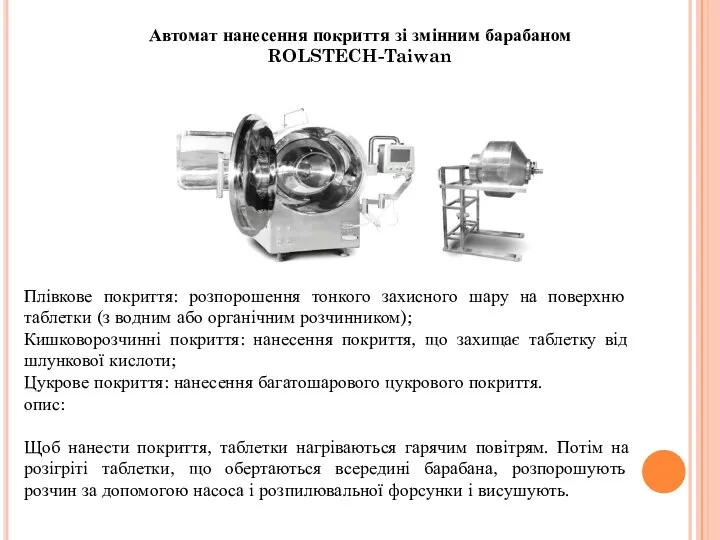
- 25. Автомат нанесення покриття зі змінним барабаном ROLSTECH-Taiwan Плівкове покриття: розпорошення тонкого захисного шару на поверхню таблетки
- 26. Блістерна машина DPP260K2 Виробник: Jornen (Китай) Конструкція машини модульна, зручна для перевезення в інші цехи. Має
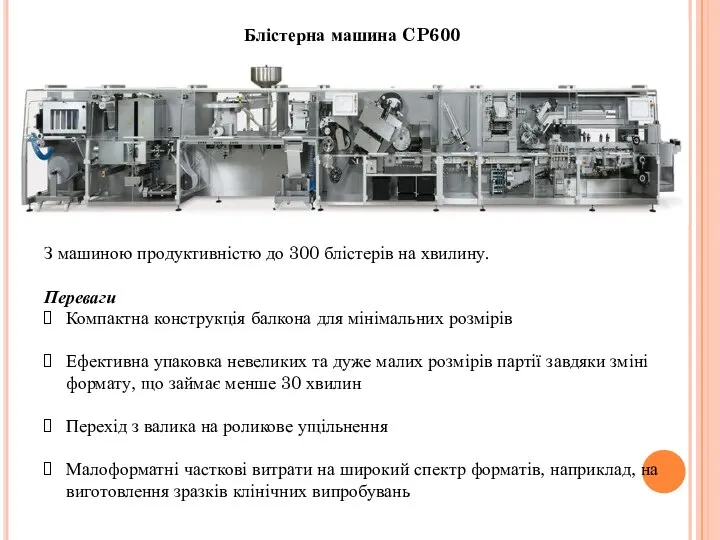
- 27. Блістерна машина CP600 З машиною продуктивністю до 300 блістерів на хвилину. Переваги Компактна конструкція балкона для
- 28. Високошвидкісна горизонтальна машина безперервної дії для картонування HV/1/2 Виробник: САМ/A.M.R.P. Handels AG, Австрія Робоча зона оператора
- 30. Скачать презентацию
Слайд 2Виробництво таблеток
(включаючи ЦЗЛ та ВТК)
Номенклатура
Пускова потужність - 250 млн. табл. / рік
Передбачити
Виробництво таблеток
(включаючи ЦЗЛ та ВТК)
Номенклатура
Пускова потужність - 250 млн. табл. / рік
Передбачити
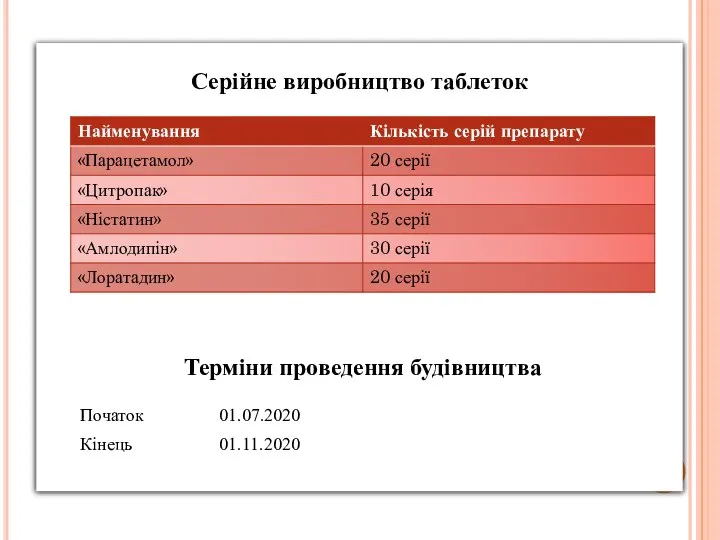
Слайд 3Серійне виробництво таблеток
Терміни проведення будівництва
Серійне виробництво таблеток
Терміни проведення будівництва
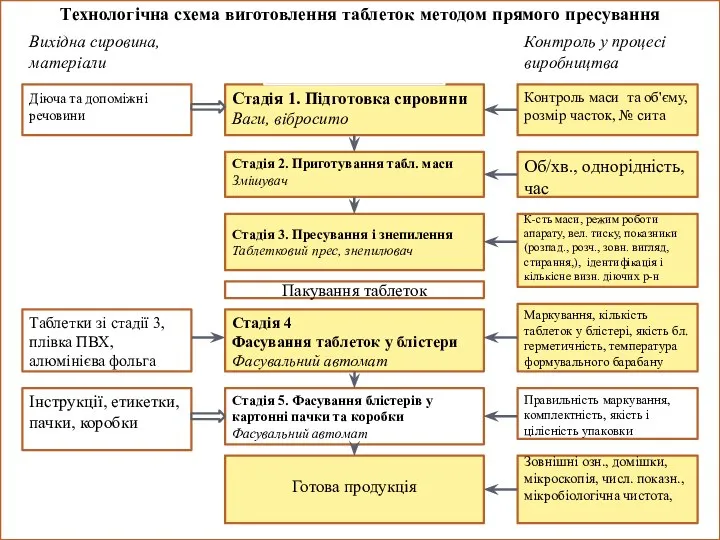
Слайд 4Технологічна схема виготовлення таблеток методом прямого пресування
Контроль у процесі виробництва
Вихідна сировина, матеріали
Стадія
Технологічна схема виготовлення таблеток методом прямого пресування
Контроль у процесі виробництва
Вихідна сировина, матеріали
Стадія
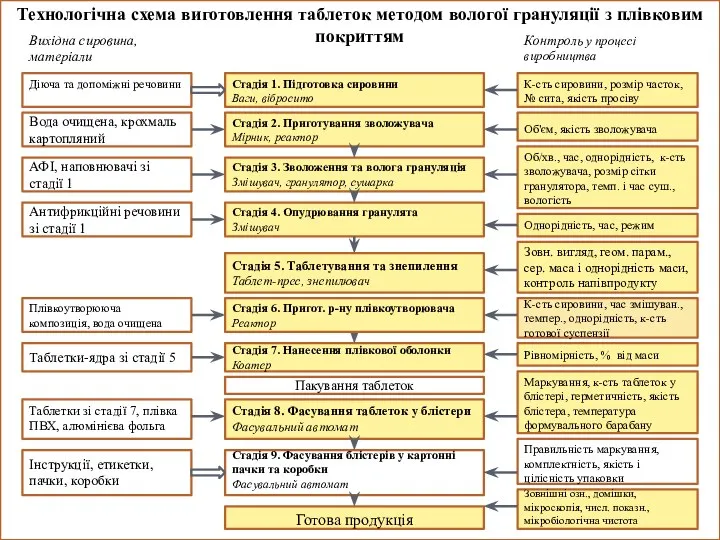
Слайд 5Технологічна схема виготовлення таблеток методом вологої грануляції з плівковим покриттям
Контроль у процесі
Технологічна схема виготовлення таблеток методом вологої грануляції з плівковим покриттям
Контроль у процесі
Слайд 6
Річна програма виробництва
Річна потужність - 250 млн. табл. / рік.
Потужність виробництва 1-ї
Річна програма виробництва
Річна потужність - 250 млн. табл. / рік.
Потужність виробництва 1-ї
Слайд 7
Розрахунок кількості основного та допоміжного обладнання
Або N=Qріч/(q ∙ Fн), де N –
Розрахунок кількості основного та допоміжного обладнання
Або N=Qріч/(q ∙ Fн), де N –
Слайд 8
3. Гранулятор
N = 175 000 / (400 ∙ 3000) = 0,14 –
3. Гранулятор
N = 175 000 / (400 ∙ 3000) = 0,14 –
Слайд 9
Розрахунки витрат води, пари, електроенергії та стислого повітря
Витрати води та пари
Всередньому
Розрахунки витрат води, пари, електроенергії та стислого повітря
Витрати води та пари
Всередньому
Слайд 10
Витрати електроенергії
Ваги промислові: N = Ni ∙ t ∙ A = 1,2
Витрати електроенергії
Ваги промислові: N = Ni ∙ t ∙ A = 1,2
Слайд 11Вимоги до обладнання
Продуктивність
Потужність - 250 млн. / рік
Передбачити збільшення потужності до
Вимоги до обладнання
Продуктивність
Потужність - 250 млн. / рік
Передбачити збільшення потужності до
Слайд 12Багатофункціональні вологостійкі ваги WPT з терміналом HY10 “Radwag”
Виробник: “Техноваги”, Україна
Платформа ваг виготовлена
Багатофункціональні вологостійкі ваги WPT з терміналом HY10 “Radwag”
Виробник: “Техноваги”, Україна
Платформа ваг виготовлена
Слайд 13Підйомна система для мішків «MS» Ролстех
Призначена для перенесення мішків з палетів на
Підйомна система для мішків «MS» Ролстех
Призначена для перенесення мішків з палетів на
Слайд 14Віброситo S-350
Виробник: DGM PHARMA AP-PARATE, Швейцарія
Призначенe для поділу сипучих матеріалів на окремі
Віброситo S-350
Виробник: DGM PHARMA AP-PARATE, Швейцарія
Призначенe для поділу сипучих матеріалів на окремі
Слайд 15Вібросито VB2 Rolstech
Вібраційне сито призначене для перевірки продукту перед обробкою і просіювання
Вібросито VB2 Rolstech
Вібраційне сито призначене для перевірки продукту перед обробкою і просіювання

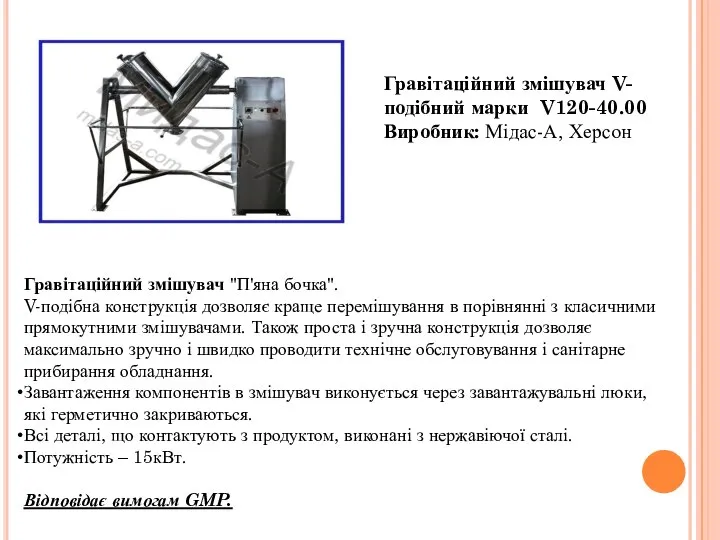
Слайд 16Гравітаційний змішувач V-подібний марки V120-40.00
Виробник: Мідас-А, Херсон
Гравітаційний змішувач "П'яна бочка".
V-подібна конструкція дозволяє краще
Гравітаційний змішувач V-подібний марки V120-40.00
Виробник: Мідас-А, Херсон
Гравітаційний змішувач "П'яна бочка". V-подібна конструкція дозволяє краще
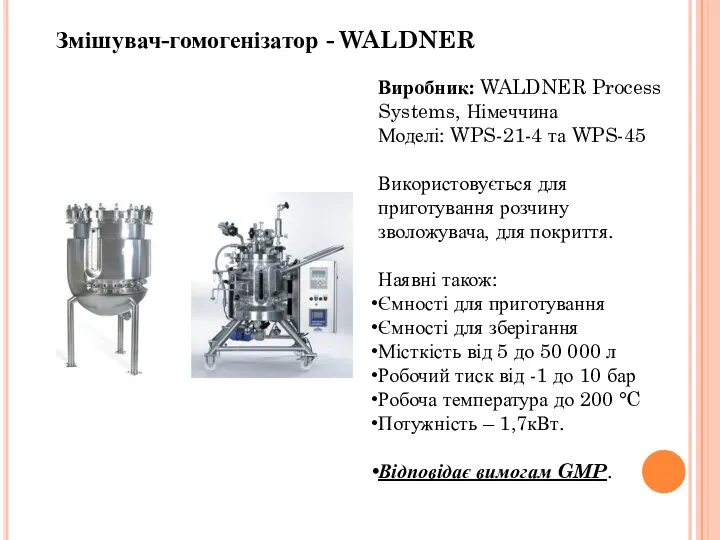
Слайд 17Змішувач-гомогенізатор - WALDNER
Виробник: WALDNER Process Systems, Німеччина
Моделі: WPS-21-4 та WPS-45
Використовується для приготування
Змішувач-гомогенізатор - WALDNER
Виробник: WALDNER Process Systems, Німеччина
Моделі: WPS-21-4 та WPS-45
Використовується для приготування
Слайд 18Промисловий міксер-гранулятор Ролстех
Для вологого змішування і грануляції лікарського препарату з ручним або
Промисловий міксер-гранулятор Ролстех
Для вологого змішування і грануляції лікарського препарату з ручним або

Слайд 19Установка для грануляції і сушки періодичної дії псевдозрідженим шаром серії WSTPRO /
Установка для грануляції і сушки періодичної дії псевдозрідженим шаром серії WSTPRO /

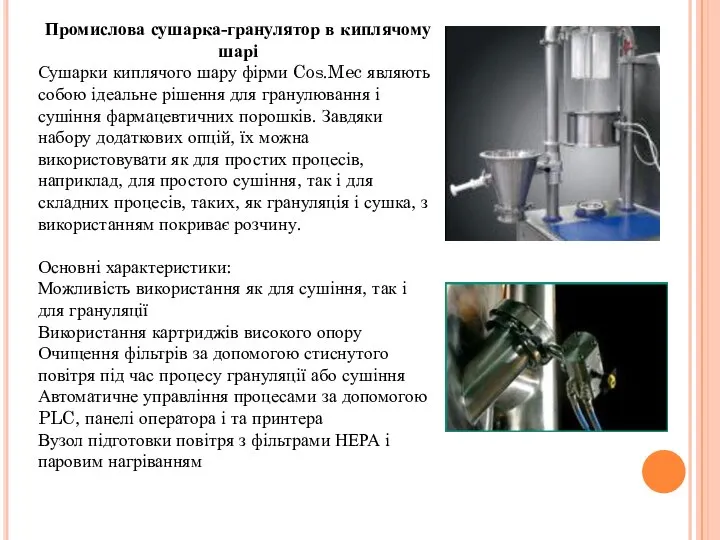
Слайд 20Промислова сушарка-гранулятор в киплячому шарі
Сушарки киплячого шару фірми Cos.Mec являють собою ідеальне
Промислова сушарка-гранулятор в киплячому шарі
Сушарки киплячого шару фірми Cos.Mec являють собою ідеальне
Слайд 21Роторні таблеткові преси PZ-2000 та PZ-2003A, B&D Italia
Таблетками прес серії PR-2000 має
Роторні таблеткові преси PZ-2000 та PZ-2003A, B&D Italia
Таблетками прес серії PR-2000 має
Слайд 22Таблетковий прес 5т. 45 станцій. Kikusui Gemini модель 855 KAWCX
Ротаційний таблетки-прес на
Таблетковий прес 5т. 45 станцій. Kikusui Gemini модель 855 KAWCX
Ротаційний таблетки-прес на
Слайд 23Знепилювач вібраційний ОВ
Виробник: “Трансмедтех”, Росія
Призначений для очищення таблеток і капсул від пилу
Знепилювач вібраційний ОВ
Виробник: “Трансмедтех”, Росія
Призначений для очищення таблеток і капсул від пилу

Слайд 24Автомат нанесення покриття FLEX 100
Виробник: Thomas Engineering, США
Повністю вбудовується конструкція зі
Автомат нанесення покриття FLEX 100
Виробник: Thomas Engineering, США
Повністю вбудовується конструкція зі

Слайд 25Автомат нанесення покриття зі змінним барабаном ROLSTECH-Taiwan
Плівкове покриття: розпорошення тонкого захисного шару
Автомат нанесення покриття зі змінним барабаном ROLSTECH-Taiwan
Плівкове покриття: розпорошення тонкого захисного шару
Слайд 26Блістерна машина DPP260K2
Виробник: Jornen (Китай)
Конструкція машини модульна, зручна для перевезення в інші
Блістерна машина DPP260K2
Виробник: Jornen (Китай)
Конструкція машини модульна, зручна для перевезення в інші

Слайд 27Блістерна машина CP600
З машиною продуктивністю до 300 блістерів на хвилину.
Переваги
Компактна конструкція балкона
Блістерна машина CP600
З машиною продуктивністю до 300 блістерів на хвилину.
Переваги
Компактна конструкція балкона
Слайд 28Високошвидкісна горизонтальна машина безперервної дії для картонування HV/1/2
Виробник: САМ/A.M.R.P. Handels AG,
Високошвидкісна горизонтальна машина безперервної дії для картонування HV/1/2
Виробник: САМ/A.M.R.P. Handels AG,

 Осень - славная пора
Осень - славная пора Проверка знаний по теме «Базы данных»
Проверка знаний по теме «Базы данных» Оценка эффективности рекламы разных видов
Оценка эффективности рекламы разных видов Баскетбол
Баскетбол Я и мой ребенок - пешеходы
Я и мой ребенок - пешеходы Образ святого Александра Невского в культуре и литературе
Образ святого Александра Невского в культуре и литературе Моё банкетное мероприятие
Моё банкетное мероприятие Деятельность. Лекция №2
Деятельность. Лекция №2 Урок истории в 8 классеОтечественная война 1812 года
Урок истории в 8 классеОтечественная война 1812 года Экскурсия на водоём
Экскурсия на водоём Презентация на тему Решение задач на смеси, сплавы, растворы
Презентация на тему Решение задач на смеси, сплавы, растворы  Задачи и методы современной психологии
Задачи и методы современной психологии Защита от мошенников
Защита от мошенников Колизей 5 класс
Колизей 5 класс Загрязнение амосферы автомобильным транспортом
Загрязнение амосферы автомобильным транспортом Индустрия гостеприимства
Индустрия гостеприимства Упражнения при работе за компьютером
Упражнения при работе за компьютером Презентация на тему Клетка история изучения. Клеточная теория
Презентация на тему Клетка история изучения. Клеточная теория Уклонение от уплаты налогов:
Уклонение от уплаты налогов: АДДИКТИВНОЕПОВЕДЕНИЕ
АДДИКТИВНОЕПОВЕДЕНИЕ Из истории одного предмета: Мастера земли Ермаковской
Из истории одного предмета: Мастера земли Ермаковской Экслибрис. Задание по прикладной композиции
Экслибрис. Задание по прикладной композиции Строение клетки
Строение клетки Специализированные медицинские регистры
Специализированные медицинские регистры «Трудовое воспитание является практической подготовкой молодого поколения к участию в общественном производстве и вместе с тем в
«Трудовое воспитание является практической подготовкой молодого поколения к участию в общественном производстве и вместе с тем в Что такое мультимедиа (8 класс)
Что такое мультимедиа (8 класс) Национальные и государственные традиции
Национальные и государственные традиции Особенности русского меркантилизма
Особенности русского меркантилизма