- Техника дуговой сварки. Техника заполнения сварочного шва по длине

Содержание
- 2. Вспомним пройденный материал «Техника РДС»
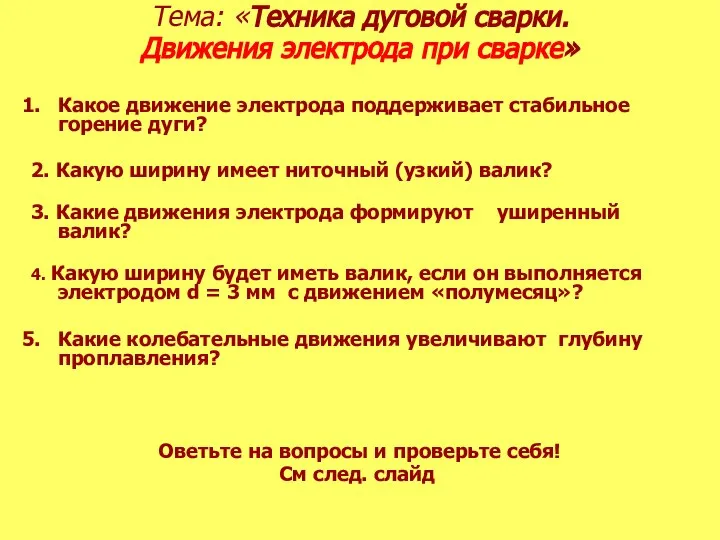
- 3. Тема: «Техника дуговой сварки. Движения электрода при сварке» Какое движение электрода поддерживает стабильное горение дуги? 2.
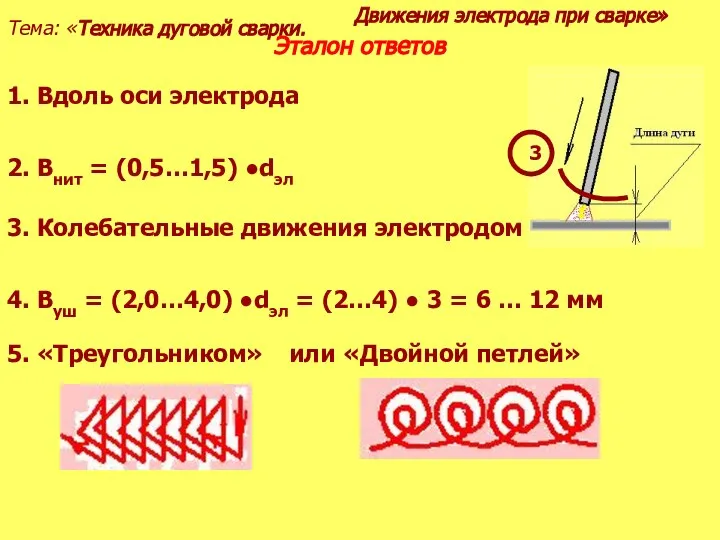
- 4. Тема: «Техника дуговой сварки. Движения электрода при сварке» Эталон ответов 1. Вдоль оси электрода 2. Внит
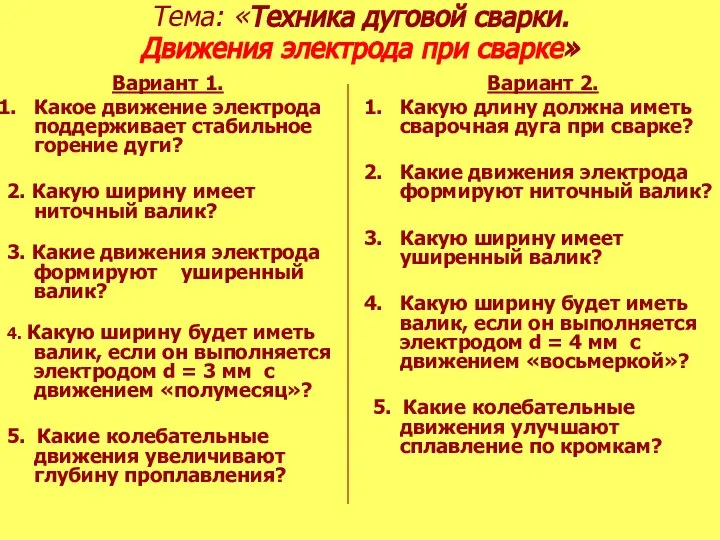
- 5. Тема: «Техника дуговой сварки. Движения электрода при сварке» Вариант 1. Какое движение электрода поддерживает стабильное горение
- 6. Тема: «Техника дуговой сварки. Движения электрода при сварке» Ответить письменно на вопросы (фото ответов прислать мне!)
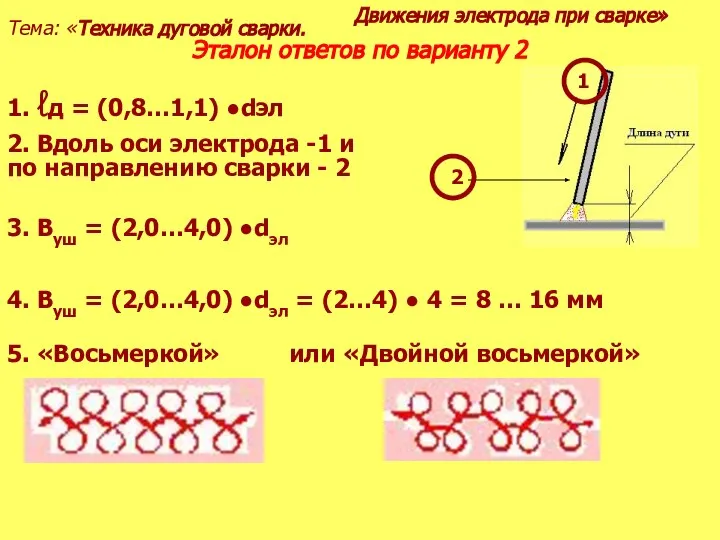
- 7. Тема: «Техника дуговой сварки. Движения электрода при сварке» Эталон ответов по варианту 2 1. ℓд =
- 8. Продолжая рассматривать тему: «Техника дуговой сварки» перейдем к вопросу «Техника заполнения шва по длине»
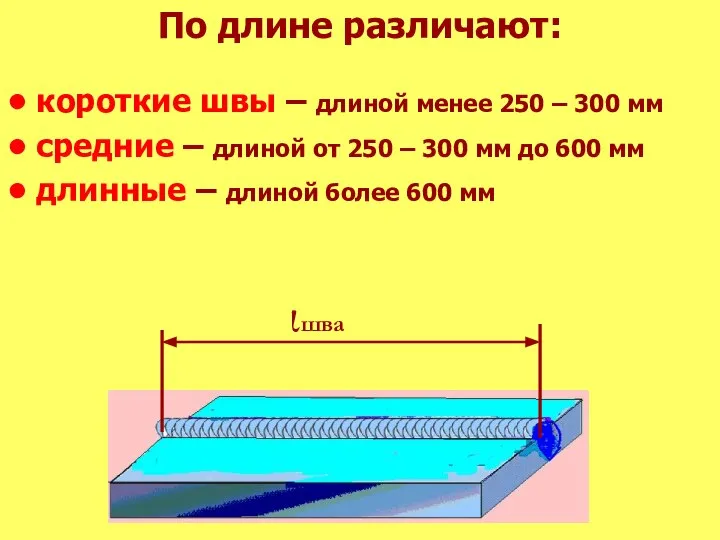
- 9. По длине различают: • короткие швы – длиной менее 250 – 300 мм • средние –
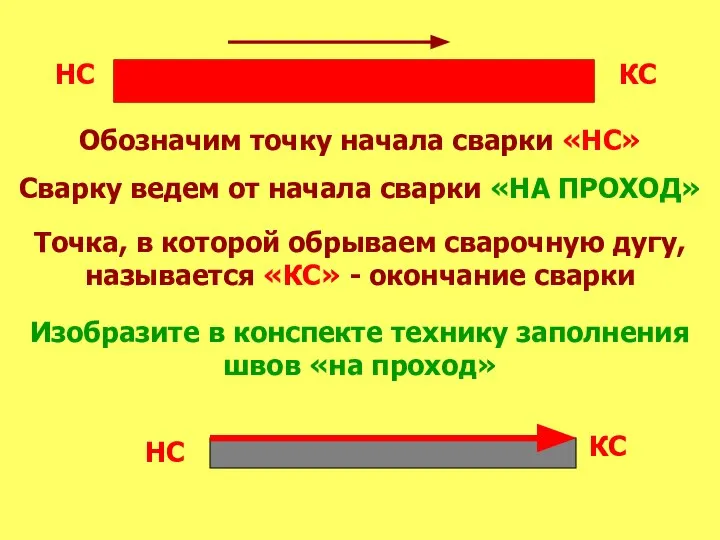
- 10. Короткие швы – менее 300 мм Они заполняются от начала до конца «на проход» менее 300
- 11. Обозначим точку начала сварки «НС» НС Сварку ведем от начала сварки «НА ПРОХОД» Точка, в которой
- 12. Повторим технику
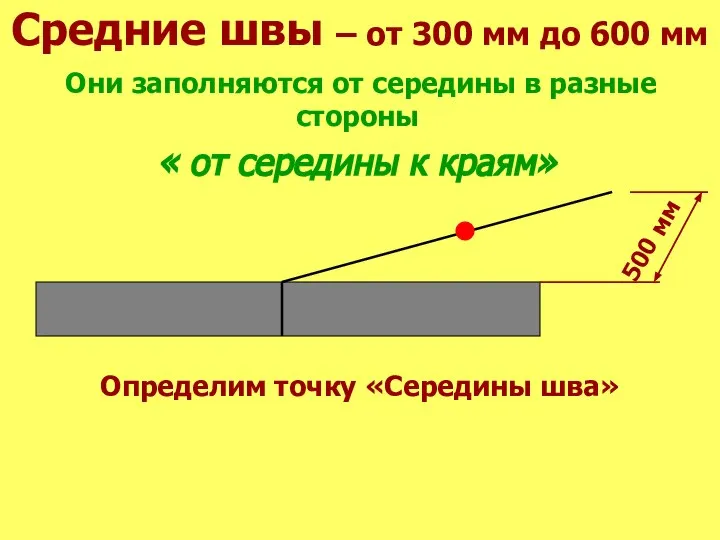
- 13. Средние швы – от 300 мм до 600 мм Они заполняются от середины в разные стороны
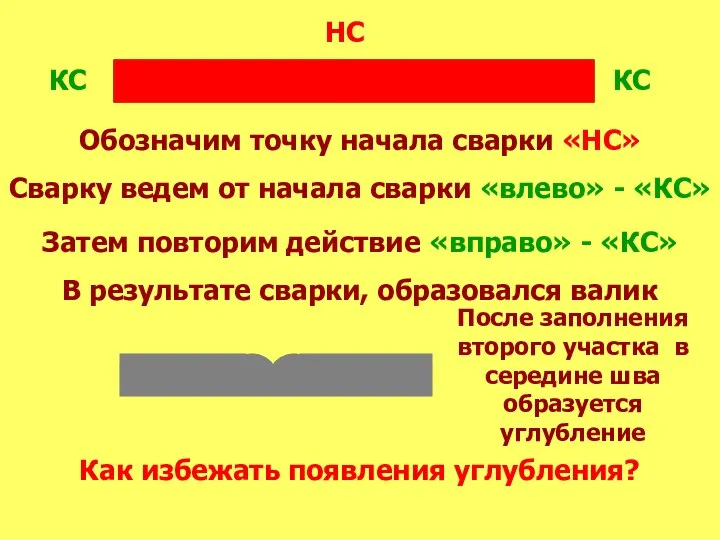
- 14. Обозначим точку начала сварки «НС» Сварку ведем от начала сварки «влево» - «КС» Затем повторим действие
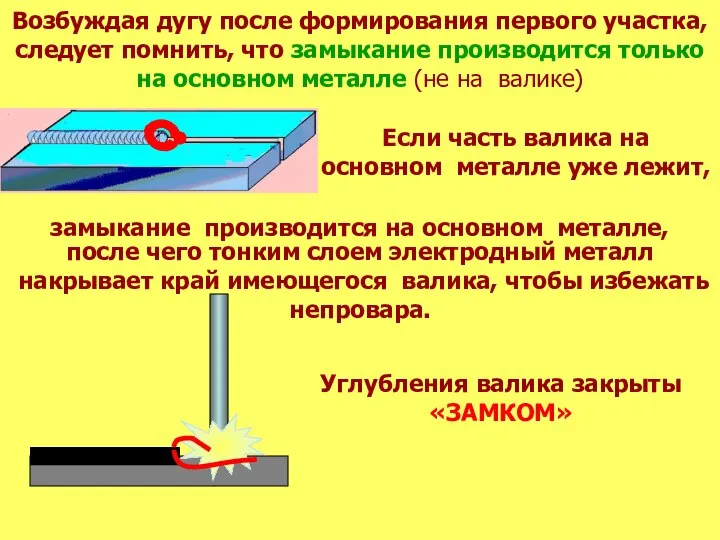
- 15. Возбуждая дугу после формирования первого участка, следует помнить, что замыкание производится только на основном металле (не
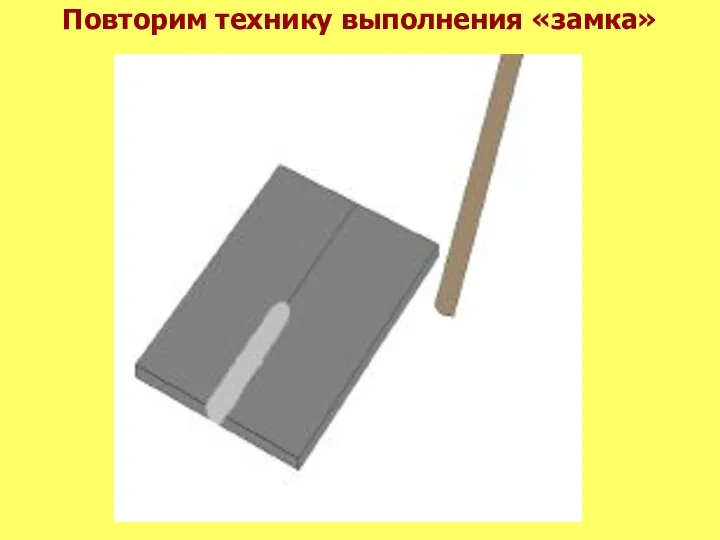
- 16. Повторим технику выполнения «замка»
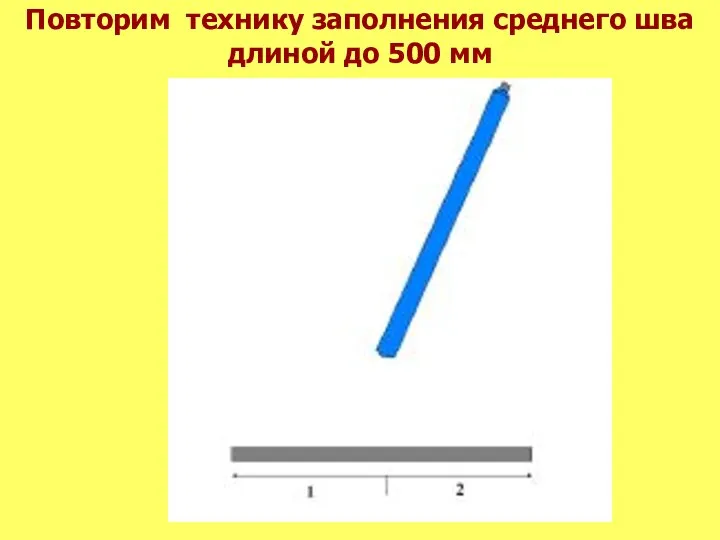
- 17. Повторим технику заполнения среднего шва длиной до 500 мм
- 18. Изобразите в конспекте технику заполнения средних швов «от середины в разные стороны» 500 мм НС 250
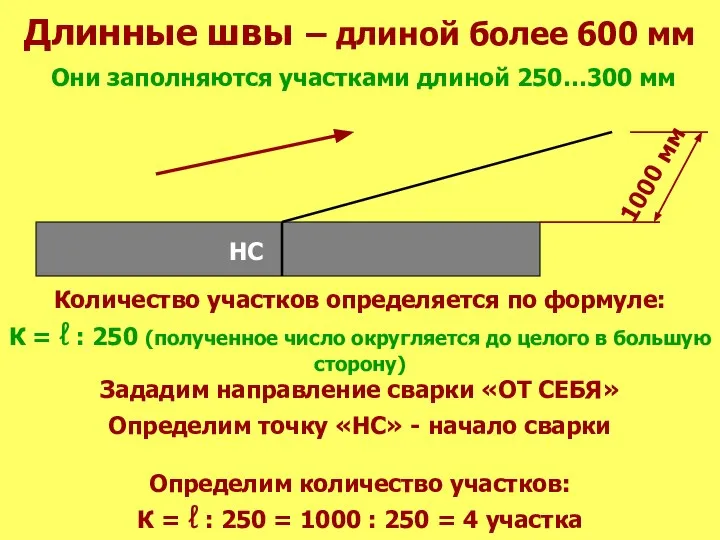
- 19. Длинные швы – длиной более 600 мм Они заполняются участками длиной 250…300 мм 1000 мм Количество
- 20. 1000 мм НС КС Пронумеруем 4 участка по направлению сварки, т.е. от точки начала сварки «НС»
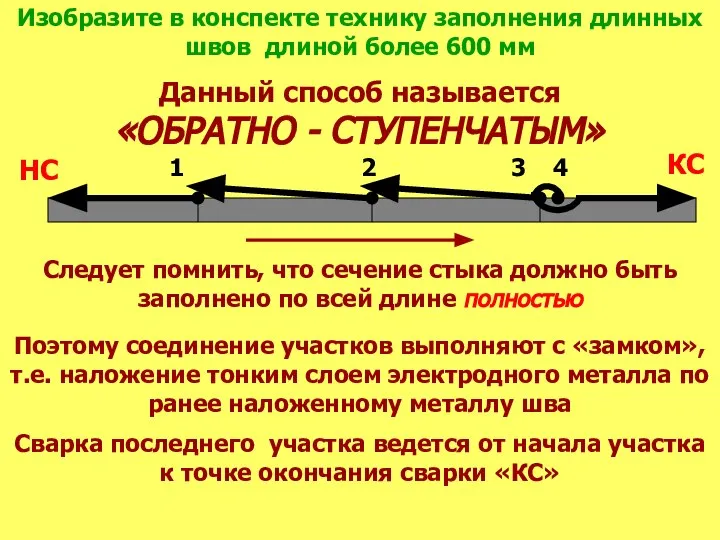
- 21. Изобразите в конспекте технику заполнения длинных швов длиной более 600 мм Данный способ называется «ОБРАТНО -
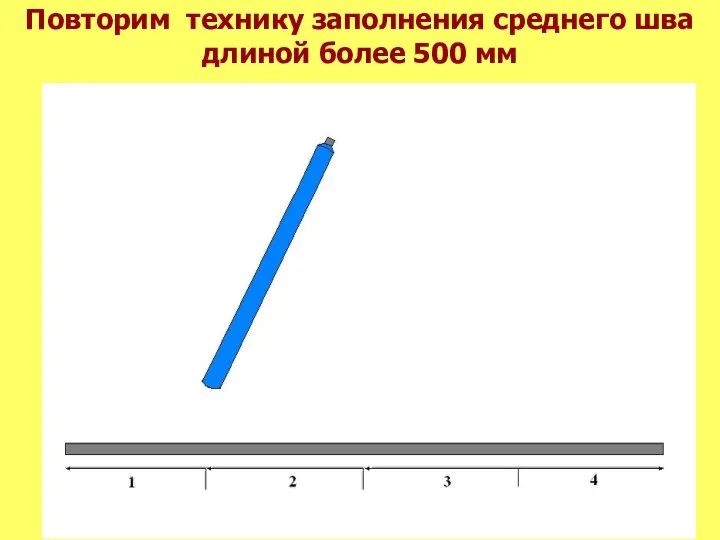
- 22. Повторим технику заполнения среднего шва длиной более 500 мм
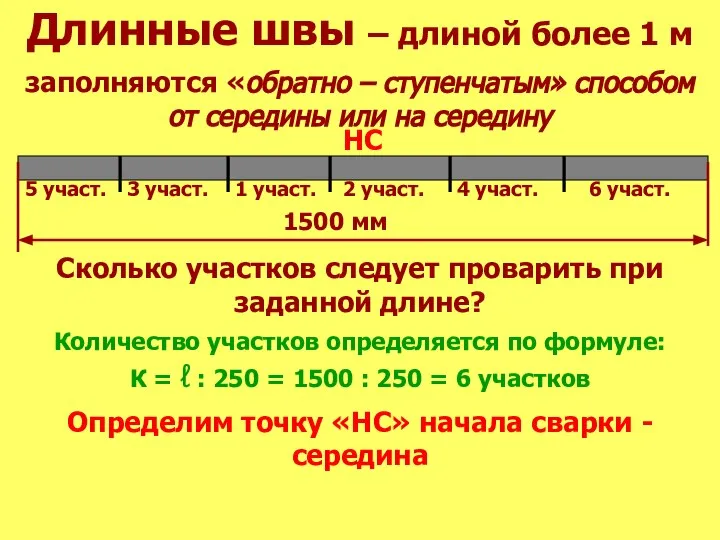
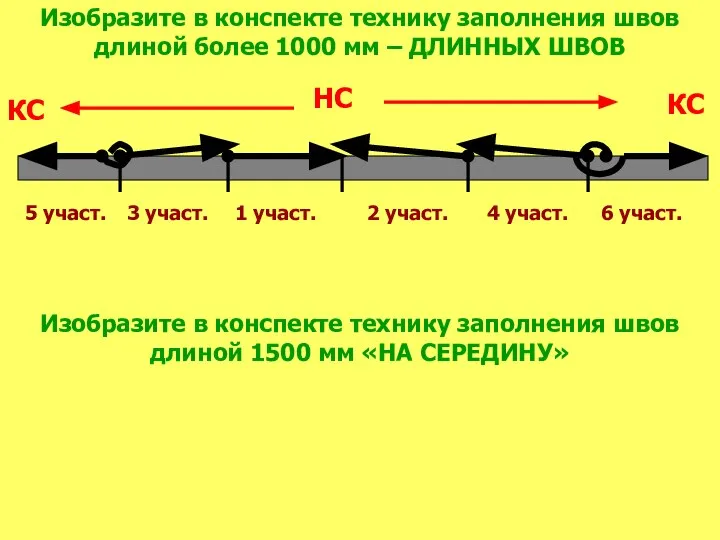
- 23. Длинные швы – длиной более 1 м заполняются «обратно – ступенчатым» способом от середины или на
- 24. заполняются обратно - ступенчатым способом от середины или на середину 1500 мм НС 1 участ. 2
- 25. Изобразите в конспекте технику заполнения швов длиной более 1000 мм – ДЛИННЫХ ШВОВ НС 1 участ.
- 26. Домашнее задание: 1. Зарисовать в конспекте технику выполнения швов различной длины ( Учебник: В.А. Чебан, §34
- 27. Короткие длиной до 250-300 мм Средние длиной до 600 мм Длинные длиной от 600 мм Длинные
- 28. 2. Ответить на вопросы по уроку: 1. От чего зависит способ заполнения шва? 2. Сколько участков
- 29. Ответить на вопросы по уроку: 1. От чего зависит способ заполнения шва? 2. Сколько электродов понадобится
- 31. Скачать презентацию
Слайд 3Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Какое движение электрода
Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Какое движение электрода
Слайд 4Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Эталон ответов
1. Вдоль оси электрода
2.
Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Эталон ответов
1. Вдоль оси электрода
2.
Слайд 5Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Вариант 1.
Какое движение
Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Вариант 1.
Какое движение
Слайд 6Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Ответить письменно на вопросы
Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Ответить письменно на вопросы
Слайд 7Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Эталон ответов по варианту 2
Тема: «Техника дуговой сварки.
Движения электрода при сварке»
Эталон ответов по варианту 2
Слайд 8Продолжая рассматривать
тему: «Техника дуговой сварки»
перейдем к вопросу
«Техника заполнения шва
Продолжая рассматривать
тему: «Техника дуговой сварки»
перейдем к вопросу
«Техника заполнения шва
Слайд 9
По длине различают:
• короткие швы – длиной менее 250 – 300
По длине различают:
• короткие швы – длиной менее 250 – 300
Слайд 10Короткие швы – менее 300 мм
Они заполняются от начала до конца
Короткие швы – менее 300 мм
Они заполняются от начала до конца

Слайд 11Обозначим точку начала сварки «НС»
НС
Сварку ведем от начала сварки «НА ПРОХОД»
Точка,
Обозначим точку начала сварки «НС»
НС
Сварку ведем от начала сварки «НА ПРОХОД»
Точка,
Слайд 12Повторим технику
Повторим технику
Слайд 13Средние швы – от 300 мм до 600 мм
Они заполняются от
Средние швы – от 300 мм до 600 мм
Они заполняются от
Слайд 14Обозначим точку начала сварки «НС»
Сварку ведем от начала сварки «влево» -
Обозначим точку начала сварки «НС»
Сварку ведем от начала сварки «влево» -
Слайд 15Возбуждая дугу после формирования первого участка, следует помнить, что замыкание производится только
Возбуждая дугу после формирования первого участка, следует помнить, что замыкание производится только
Слайд 16Повторим технику выполнения «замка»
Повторим технику выполнения «замка»
Слайд 17Повторим технику заполнения среднего шва длиной до 500 мм
Повторим технику заполнения среднего шва длиной до 500 мм
Слайд 18Изобразите в конспекте технику заполнения средних швов «от середины в разные стороны»
Изобразите в конспекте технику заполнения средних швов «от середины в разные стороны»

Слайд 19Длинные швы – длиной более 600 мм
Они заполняются участками длиной 250…300
Длинные швы – длиной более 600 мм
Они заполняются участками длиной 250…300
Слайд 201000 мм
НС
КС
Пронумеруем 4 участка по направлению сварки, т.е. от точки начала сварки
1000 мм
НС
КС
Пронумеруем 4 участка по направлению сварки, т.е. от точки начала сварки

Слайд 21Изобразите в конспекте технику заполнения длинных швов длиной более 600 мм
Данный способ
Изобразите в конспекте технику заполнения длинных швов длиной более 600 мм
Данный способ
Слайд 22Повторим технику заполнения среднего шва длиной более 500 мм
Повторим технику заполнения среднего шва длиной более 500 мм
Слайд 23Длинные швы – длиной более 1 м
заполняются «обратно – ступенчатым» способом от
Длинные швы – длиной более 1 м
заполняются «обратно – ступенчатым» способом от
Слайд 24заполняются обратно - ступенчатым способом от середины или на середину
1500 мм
НС
1 участ.
2
заполняются обратно - ступенчатым способом от середины или на середину
1500 мм
НС
1 участ.
2
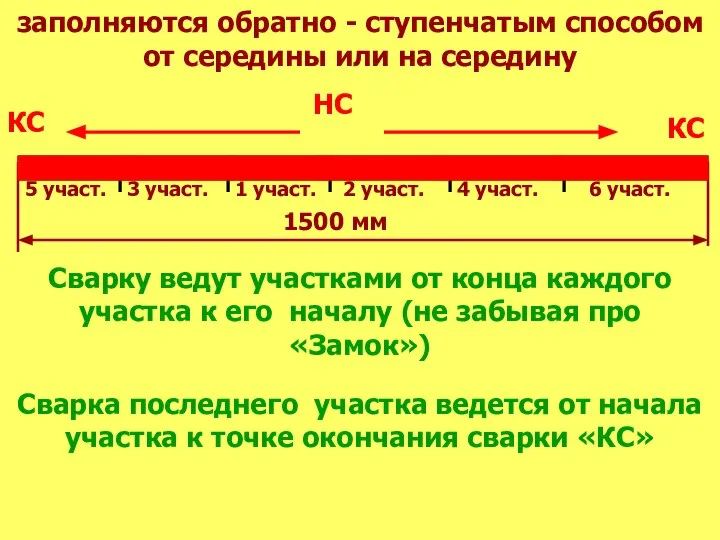
Слайд 25Изобразите в конспекте технику заполнения швов длиной более 1000 мм – ДЛИННЫХ
Изобразите в конспекте технику заполнения швов длиной более 1000 мм – ДЛИННЫХ
Слайд 26Домашнее задание:
1. Зарисовать в конспекте технику выполнения швов различной длины
( Учебник:
Домашнее задание:
1. Зарисовать в конспекте технику выполнения швов различной длины
( Учебник:
Слайд 27Короткие длиной до 250-300 мм
Средние длиной до
600 мм
Длинные длиной от
600
Короткие длиной до 250-300 мм
Средние длиной до
600 мм
Длинные длиной от
600

Слайд 282. Ответить на вопросы по уроку:
1. От чего зависит способ заполнения
2. Ответить на вопросы по уроку: 1. От чего зависит способ заполнения
Слайд 29Ответить на вопросы по уроку:
1. От чего зависит способ заполнения шва?
Ответить на вопросы по уроку: 1. От чего зависит способ заполнения шва?
 Осень - славная пора
Осень - славная пора Проверка знаний по теме «Базы данных»
Проверка знаний по теме «Базы данных» Оценка эффективности рекламы разных видов
Оценка эффективности рекламы разных видов Баскетбол
Баскетбол Я и мой ребенок - пешеходы
Я и мой ребенок - пешеходы Образ святого Александра Невского в культуре и литературе
Образ святого Александра Невского в культуре и литературе Моё банкетное мероприятие
Моё банкетное мероприятие Деятельность. Лекция №2
Деятельность. Лекция №2 Урок истории в 8 классеОтечественная война 1812 года
Урок истории в 8 классеОтечественная война 1812 года Экскурсия на водоём
Экскурсия на водоём Презентация на тему Решение задач на смеси, сплавы, растворы
Презентация на тему Решение задач на смеси, сплавы, растворы  Задачи и методы современной психологии
Задачи и методы современной психологии Защита от мошенников
Защита от мошенников Колизей 5 класс
Колизей 5 класс Загрязнение амосферы автомобильным транспортом
Загрязнение амосферы автомобильным транспортом Индустрия гостеприимства
Индустрия гостеприимства Упражнения при работе за компьютером
Упражнения при работе за компьютером Презентация на тему Клетка история изучения. Клеточная теория
Презентация на тему Клетка история изучения. Клеточная теория Уклонение от уплаты налогов:
Уклонение от уплаты налогов: АДДИКТИВНОЕПОВЕДЕНИЕ
АДДИКТИВНОЕПОВЕДЕНИЕ Из истории одного предмета: Мастера земли Ермаковской
Из истории одного предмета: Мастера земли Ермаковской Экслибрис. Задание по прикладной композиции
Экслибрис. Задание по прикладной композиции Строение клетки
Строение клетки Специализированные медицинские регистры
Специализированные медицинские регистры «Трудовое воспитание является практической подготовкой молодого поколения к участию в общественном производстве и вместе с тем в
«Трудовое воспитание является практической подготовкой молодого поколения к участию в общественном производстве и вместе с тем в Что такое мультимедиа (8 класс)
Что такое мультимедиа (8 класс) Национальные и государственные традиции
Национальные и государственные традиции Особенности русского меркантилизма
Особенности русского меркантилизма