- Технологические свойства реактопластов

Содержание
- 2. Технологические свойства: Реактопласты, так же как и термопласты, характеризуются комплексом технологических свойств, оценивающих их пригодность к
- 3. Технологические свойства: Текучесть реактопластов определяется по методу Рашига. Метод заключается в прессовании стандартного стержня и измерении
- 4. Технологические свойства: Текучесть реактопластов зависит от структуры полимера, наполнителя и различных добавок, С увеличением содержания наполнителя
- 5. Технологические свойства: Время отверждения (выдержки) — что время, необходимое для перехода роактопласта в неплавкое и нерастворимое
- 6. Технологические свойства: Степень отверждения определяют методом экстрагирования растворителем не отвержденной части полимера в отпрессованном изделии. Анализ
- 7. Технологические свойства: Наиболее полную технологическую характеристику реактопласта можно получить на приборе Канавца. Этот прибор позволяет определить:
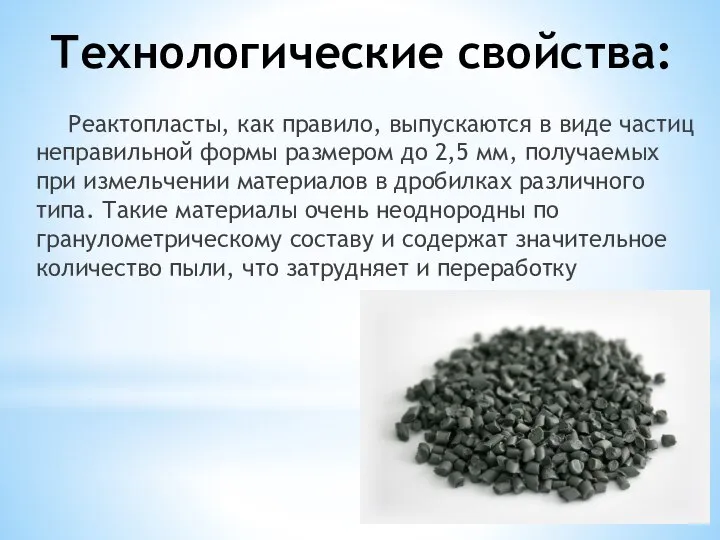
- 8. Технологические свойства: Реактопласты, как правило, выпускаются в виде частиц неправильной формы размером до 2,5 мм, получаемых
- 9. Технологические свойства: Под таблетируемостыо понимают способность пресс-материалов спрессовываться под действием давления и сохранять заданную форму. Таблетки
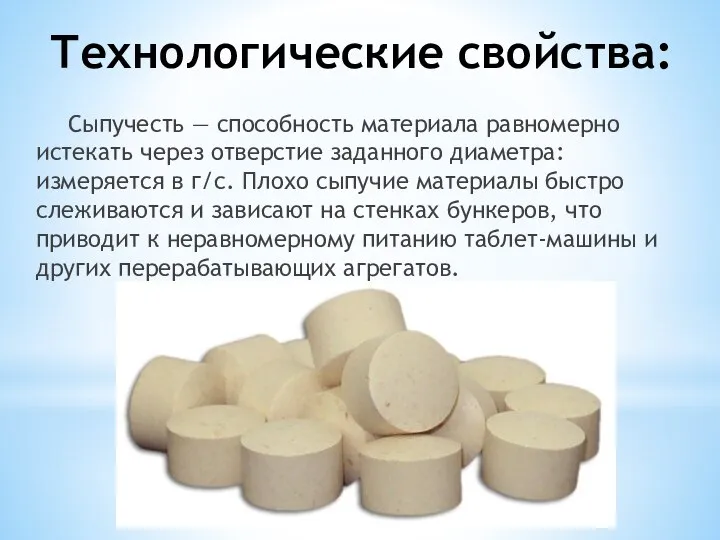
- 10. Технологические свойства: Сыпучесть — способность материала равномерно истекать через отверстие заданного диаметра: измеряется в г/с. Плохо
- 11. Технологические свойства: Таблетируемость имеет большое практическое значение, так как позволяет увеличить плотность пресс-материала и уменьшить его
- 12. Технологические свойства: Усадка термореактивных материалов зависит от природы полимера, химического состава и количества наполнителя, а также
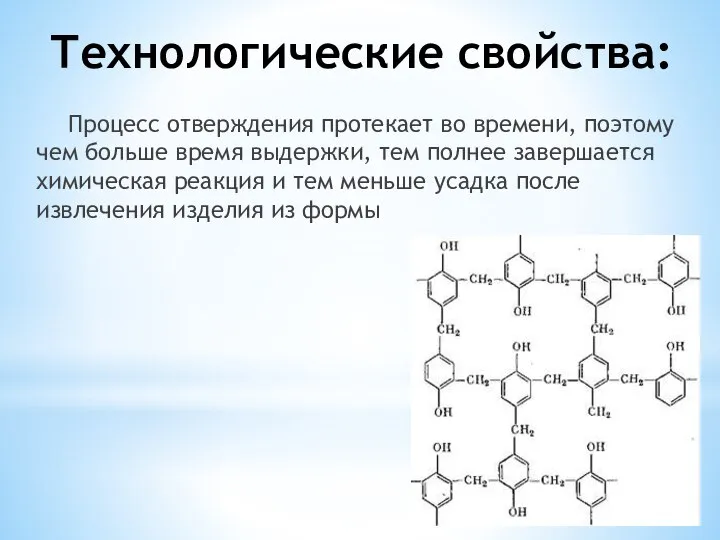
- 13. Технологические свойства: Процесс отверждения протекает во времени, поэтому чем больше время выдержки, тем полнее завершается химическая
- 14. Технологические свойства: Значительное изменение объема реактопластов при прессовании происходит сразу же после размыкания формы и извлечения
- 15. Технологические свойства: Содержание влаги и летучих веществ в реактопластах также оказывает большое влияние на процесс переработки
- 17. Скачать презентацию
Слайд 2Технологические свойства:
Реактопласты, так же как и термопласты, характеризуются комплексом технологических свойств, оценивающих
Технологические свойства:
Реактопласты, так же как и термопласты, характеризуются комплексом технологических свойств, оценивающих
Слайд 3Технологические свойства:
Текучесть реактопластов определяется по методу Рашига. Метод заключается в прессовании стандартного
Технологические свойства:
Текучесть реактопластов определяется по методу Рашига. Метод заключается в прессовании стандартного

Слайд 4Технологические свойства:
Текучесть реактопластов зависит от структуры полимера, наполнителя и различных добавок, С
Технологические свойства:
Текучесть реактопластов зависит от структуры полимера, наполнителя и различных добавок, С
Слайд 5Технологические свойства:
Время отверждения (выдержки) — что время, необходимое для перехода роактопласта в
Технологические свойства:
Время отверждения (выдержки) — что время, необходимое для перехода роактопласта в
Слайд 6Технологические свойства:
Степень отверждения определяют методом экстрагирования растворителем не отвержденной части полимера в
Технологические свойства:
Степень отверждения определяют методом экстрагирования растворителем не отвержденной части полимера в
Слайд 7Технологические свойства:
Наиболее полную технологическую характеристику реактопласта можно получить на приборе Канавца. Этот
Технологические свойства:
Наиболее полную технологическую характеристику реактопласта можно получить на приборе Канавца. Этот
Слайд 8Технологические свойства:
Реактопласты, как правило, выпускаются в виде частиц неправильной формы размером до
Технологические свойства:
Реактопласты, как правило, выпускаются в виде частиц неправильной формы размером до
Слайд 9Технологические свойства:
Под таблетируемостыо понимают способность пресс-материалов спрессовываться под действием давления и сохранять
Технологические свойства:
Под таблетируемостыо понимают способность пресс-материалов спрессовываться под действием давления и сохранять
Слайд 10Технологические свойства:
Сыпучесть — способность материала равномерно истекать через отверстие заданного диаметра: измеряется
Технологические свойства:
Сыпучесть — способность материала равномерно истекать через отверстие заданного диаметра: измеряется
Слайд 11Технологические свойства:
Таблетируемость имеет большое практическое значение, так как позволяет увеличить плотность пресс-материала
Технологические свойства:
Таблетируемость имеет большое практическое значение, так как позволяет увеличить плотность пресс-материала
Слайд 12Технологические свойства:
Усадка термореактивных материалов зависит от природы полимера, химического состава и количества
Технологические свойства:
Усадка термореактивных материалов зависит от природы полимера, химического состава и количества
Слайд 13Технологические свойства:
Процесс отверждения протекает во времени, поэтому чем больше время выдержки, тем
Технологические свойства:
Процесс отверждения протекает во времени, поэтому чем больше время выдержки, тем
Слайд 14Технологические свойства:
Значительное изменение объема реактопластов при прессовании происходит сразу же после размыкания
Технологические свойства:
Значительное изменение объема реактопластов при прессовании происходит сразу же после размыкания
Слайд 15Технологические свойства:
Содержание влаги и летучих веществ в реактопластах также оказывает большое влияние
Технологические свойства:
Содержание влаги и летучих веществ в реактопластах также оказывает большое влияние
 Кадровый потенциал
Кадровый потенциал Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в
Презентация на тему Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного в Евгений Пермяк1902-1982
Евгений Пермяк1902-1982 My country legislation in the field of children health care
My country legislation in the field of children health care Цифровые продажи
Цифровые продажи Правовые отношения и их структура
Правовые отношения и их структура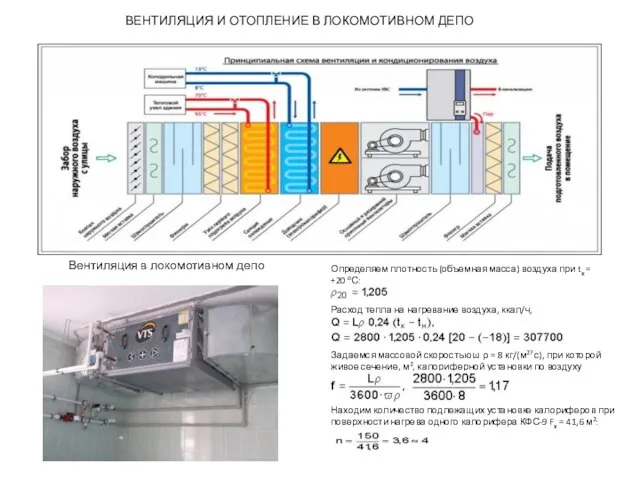 Вентиляция и отопление в локомотивном депо
Вентиляция и отопление в локомотивном депо Презентация на тему Верблюд
Презентация на тему Верблюд  История Ислама. История религии, описание, основы
История Ислама. История религии, описание, основы Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска
Площадка для семейного отдыха в микрорайоне Лесозавод г. Советска Украшение и фантазия
Украшение и фантазия Пламенный Серафим
Пламенный Серафим Презентация на тему Потребности семьи
Презентация на тему Потребности семьи Презентация на тему Г.Г. Мясоедова "Косцы"
Презентация на тему Г.Г. Мясоедова "Косцы" Основы информационной безопасности
Основы информационной безопасности Способы убийства людей в концлагере Саласпилс
Способы убийства людей в концлагере Саласпилс Нужны ли комнатные растения зимой
Нужны ли комнатные растения зимой УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ
УРОК РУССКОГО ЯЗЫКА ВО 2 КЛАССЕ Arvo-Tec RAS проект
Arvo-Tec RAS проект Витамины
Витамины Сравнительная статистика итогов работы компании Аэрофлот
Сравнительная статистика итогов работы компании Аэрофлот РДШ - старт в будущее
РДШ - старт в будущее Какой я
Какой я ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ
ИПОТЕЧНЫЕ ПРОГРАММЫ КРЕДИТОВАНИЯ ЧАСТНЫХ КЛИЕНТОВ Витамины
Витамины Отряды Насекомоядные и Рукокрылые
Отряды Насекомоядные и Рукокрылые snakes
snakes Сетевой проект-это интересно!
Сетевой проект-это интересно!