- Технологический процесс и его структура. Обрабатывающее производство

Содержание
- 2. Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению состояния предмета труда. 5.1. Технологический
- 3. Пример маршрутной карты
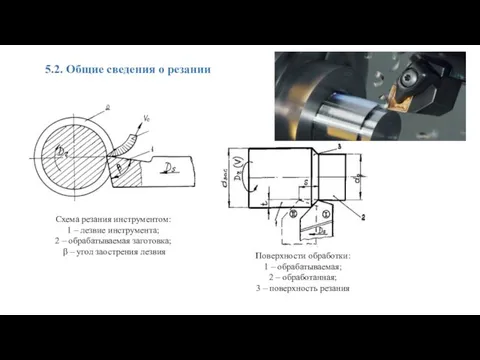
- 4. 5.2. Общие сведения о резании Схема резания инструментом: 1 – лезвие инструмента; 2 – обрабатываемая заготовка;
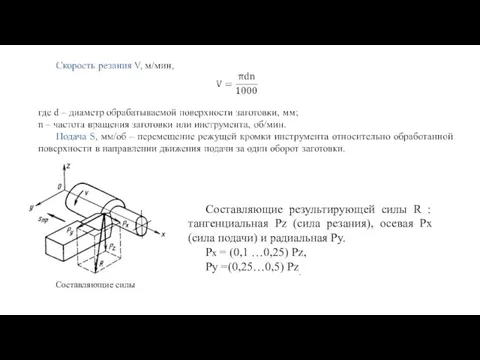
- 5. Составляющие силы Составляющие результирующей силы R : тангенциальная Pz (сила резания), осевая Px (сила подачи) и
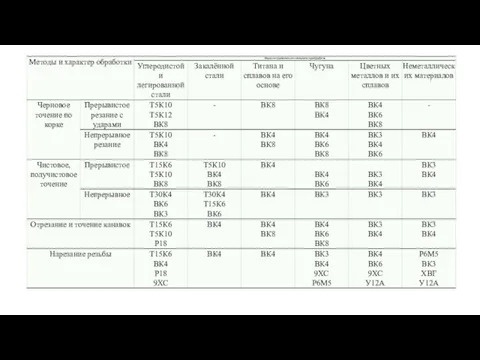
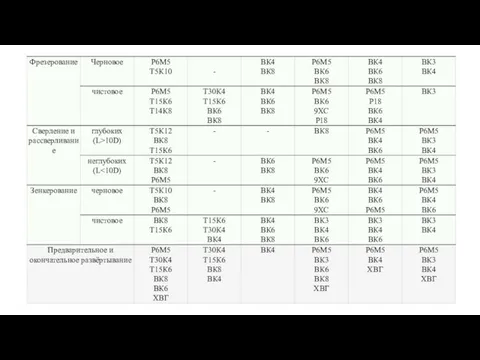
- 6. 5.3. Инструментальные материалы Необходимые свойства инструментальных материалов: твердость (должна быть выше твердости обрабатываемого материала), вязкость (необходима
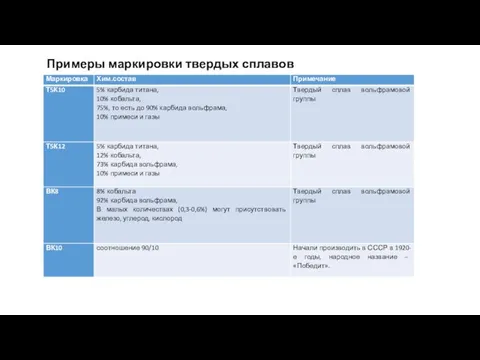
- 9. Примеры маркировки твердых сплавов
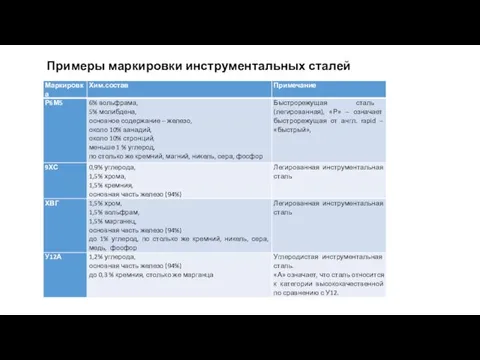
- 10. Примеры маркировки инструментальных сталей
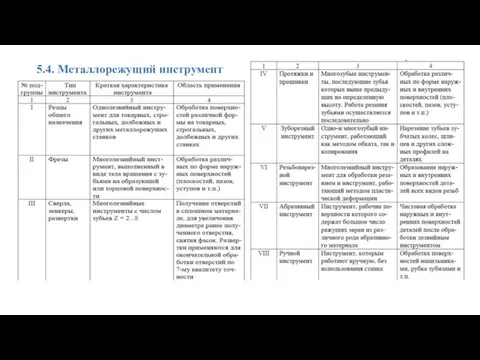
- 11. 5.4. Металлорежущий инструмент
- 12. Квалитет Квалитет (от лат. qualitas - качество) является мерой точности. С увеличением значения квалитета точность параметра
- 13. Допуск – разность между наибольшим и наименьшим предельными значениями параметров, задается на геометрические размеры деталей, массу,
- 14. 1.Резцы По виду выполняемой работы различают резцы: проходные – для обработки цилиндрической поверхности с движением подачи
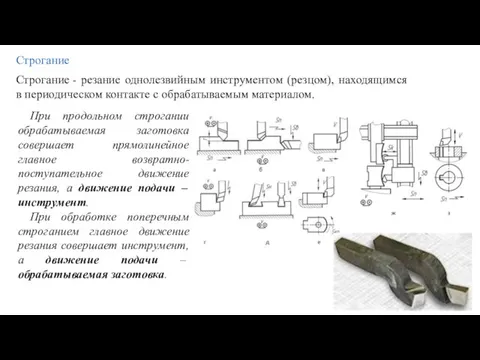
- 15. Строгание Строгание - резание однолезвийным инструментом (резцом), находящимся в периодическом контакте с обрабатываемым материалом. При продольном
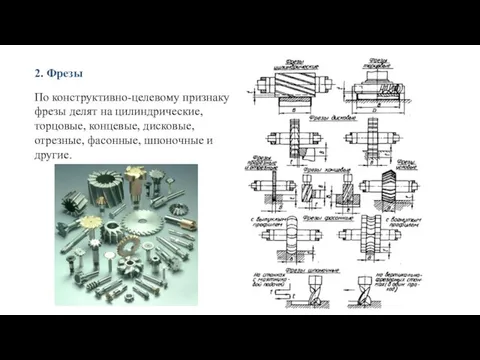
- 19. 2. Фрезы По конструктивно-целевому признаку фрезы делят на цилиндрические, торцовые, концевые, дисковые, отрезные, фасонные, шпоночные и
- 20. 3. Сверла, зенкеры, развертки
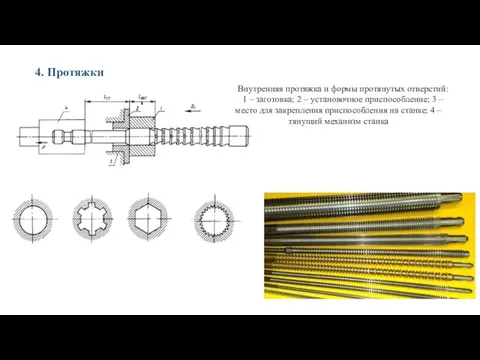
- 21. 4. Протяжки Внутренняя протяжка и формы протянутых отверстий: 1 – заготовка; 2 – установочное приспособление; 3
- 22. 5. Зуборезный инструмент Обработка впадины зуба фасонной зуборезной фрезой методом копирования: а – пальцевой фрезой; б,
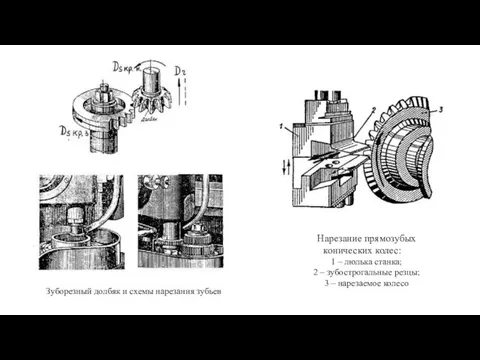
- 23. Зуборезный долбяк и схемы нарезания зубьев Нарезание прямозубых конических колес: 1 – люлька станка; 2 –
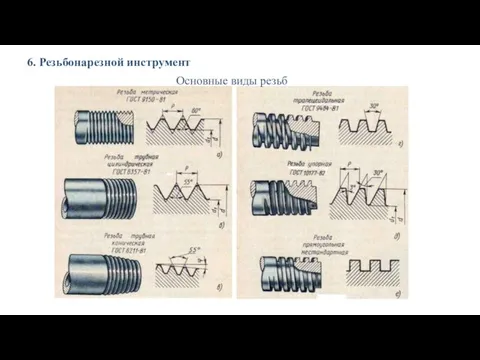
- 24. 6. Резьбонарезной инструмент Основные виды резьб
- 25. 6. Резьбонарезной инструмент Резьбовые резцы для наружной и внутренней резьбы Метчики и плашки Резьбовая головка с
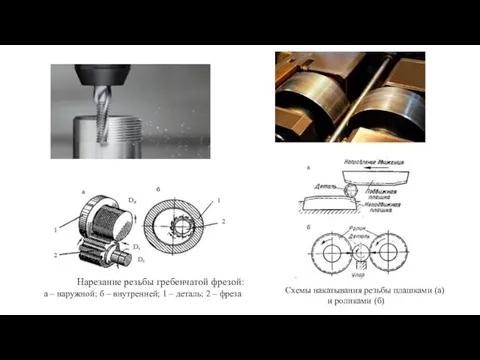
- 26. Нарезание резьбы гребенчатой фрезой: а – наружной; б – внутренней; 1 – деталь; 2 – фреза
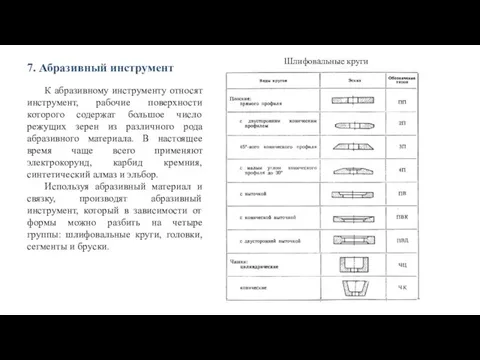
- 27. 7. Абразивный инструмент К абразивному инструменту относят инструмент, рабочие поверхности которого содержат большое число режущих зерен
- 28. Шлифовальные головки Шлифовальные сегменты Шлифовальные бруски
- 30. Скачать презентацию
Слайд 2Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению состояния
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению состояния
Слайд 3Пример маршрутной карты
Пример маршрутной карты

Слайд 45.2. Общие сведения о резании
Схема резания инструментом:
1 – лезвие инструмента;
5.2. Общие сведения о резании
Схема резания инструментом:
1 – лезвие инструмента;
Слайд 5Составляющие силы
Составляющие результирующей силы R : тангенциальная Pz (сила резания), осевая Px
Составляющие силы
Составляющие результирующей силы R : тангенциальная Pz (сила резания), осевая Px
Слайд 65.3. Инструментальные материалы
Необходимые свойства инструментальных материалов:
твердость (должна быть выше твердости обрабатываемого
5.3. Инструментальные материалы
Необходимые свойства инструментальных материалов:
твердость (должна быть выше твердости обрабатываемого
Слайд 9Примеры маркировки твердых сплавов
Примеры маркировки твердых сплавов
Слайд 10Примеры маркировки инструментальных сталей
Примеры маркировки инструментальных сталей
Слайд 115.4. Металлорежущий инструмент
5.4. Металлорежущий инструмент
Слайд 12Квалитет
Квалитет (от лат. qualitas - качество) является мерой точности. С увеличением значения
Квалитет
Квалитет (от лат. qualitas - качество) является мерой точности. С увеличением значения
Слайд 13Допуск – разность между наибольшим и наименьшим предельными значениями параметров, задается на
Допуск – разность между наибольшим и наименьшим предельными значениями параметров, задается на
Слайд 141.Резцы
По виду выполняемой работы различают резцы: проходные – для обработки цилиндрической
1.Резцы
По виду выполняемой работы различают резцы: проходные – для обработки цилиндрической

Слайд 15Строгание
Строгание - резание однолезвийным инструментом (резцом), находящимся в периодическом контакте с обрабатываемым материалом.
При
Строгание
Строгание - резание однолезвийным инструментом (резцом), находящимся в периодическом контакте с обрабатываемым материалом.
При


Слайд 192. Фрезы
По конструктивно-целевому признаку фрезы делят на цилиндрические, торцовые, концевые, дисковые,
2. Фрезы
По конструктивно-целевому признаку фрезы делят на цилиндрические, торцовые, концевые, дисковые,
Слайд 203. Сверла, зенкеры, развертки
3. Сверла, зенкеры, развертки

Слайд 214. Протяжки
Внутренняя протяжка и формы протянутых отверстий:
1 – заготовка; 2
4. Протяжки
Внутренняя протяжка и формы протянутых отверстий:
1 – заготовка; 2
Слайд 225. Зуборезный инструмент
Обработка впадины зуба фасонной зуборезной фрезой методом копирования: а
5. Зуборезный инструмент
Обработка впадины зуба фасонной зуборезной фрезой методом копирования: а

Слайд 23Зуборезный долбяк и схемы нарезания зубьев
Нарезание прямозубых конических колес:
1 – люлька
Зуборезный долбяк и схемы нарезания зубьев
Нарезание прямозубых конических колес:
1 – люлька
Слайд 246. Резьбонарезной инструмент
Основные виды резьб
6. Резьбонарезной инструмент
Основные виды резьб
Слайд 256. Резьбонарезной инструмент
Резьбовые резцы для наружной и внутренней резьбы
Метчики и плашки
Резьбовая
6. Резьбонарезной инструмент
Резьбовые резцы для наружной и внутренней резьбы
Метчики и плашки
Резьбовая

Слайд 26Нарезание резьбы гребенчатой фрезой:
а – наружной; б – внутренней; 1 –
Нарезание резьбы гребенчатой фрезой:
а – наружной; б – внутренней; 1 –
Слайд 277. Абразивный инструмент
К абразивному инструменту относят инструмент, рабочие поверхности которого содержат
7. Абразивный инструмент
К абразивному инструменту относят инструмент, рабочие поверхности которого содержат
Слайд 28Шлифовальные головки
Шлифовальные сегменты
Шлифовальные бруски
Шлифовальные головки
Шлифовальные сегменты
Шлифовальные бруски

 1 сентября – День Знаний.Первый раз в первый класс.
1 сентября – День Знаний.Первый раз в первый класс. инъекции
инъекции Long run Economic
Long run Economic Е – И в окончаниях существительных
Е – И в окончаниях существительных XANGO IMPACT – XANGO ИМПУЛЬС XANGO iBONUS – XANGO iБОНУС XANGO share&save – программа XANGO «Делись и экономь»
XANGO IMPACT – XANGO ИМПУЛЬС XANGO iBONUS – XANGO iБОНУС XANGO share&save – программа XANGO «Делись и экономь» Смог
Смог Иприт
Иприт Дерматология: первичный прием.
Дерматология: первичный прием. Задание №2. «Спич»
Задание №2. «Спич» Общение. Правила нашей работы
Общение. Правила нашей работы Биомехатроника
Биомехатроника Русские народные промыслы. Павловский Посад
Русские народные промыслы. Павловский Посад Развитие речи.Учимся писать изложение.3 класс
Развитие речи.Учимся писать изложение.3 класс Презентация на тему Конфуцианство
Презентация на тему Конфуцианство  Цветные реакции белков
Цветные реакции белков Молочные продукты. Тест
Молочные продукты. Тест Модели инклюзивного образования
Модели инклюзивного образования Орфограммы в корне слова (2 класс)
Орфограммы в корне слова (2 класс) О создании информационной системы в здравоохранении, обеспечивающей, в том числе, персонифицированный учет оказания медицинской
О создании информационной системы в здравоохранении, обеспечивающей, в том числе, персонифицированный учет оказания медицинской  Развивающие задачи для 5-6 классов
Развивающие задачи для 5-6 классов Отзыв на Клуб переговорных технологий Ufights
Отзыв на Клуб переговорных технологий Ufights Откуда в наш дом приходит электричество?
Откуда в наш дом приходит электричество? Как молиться с уверенностью?
Как молиться с уверенностью? Г о с т и н и ц а - Астра
Г о с т и н и ц а - Астра Вооруженные cилы РФ: виды и рода войск
Вооруженные cилы РФ: виды и рода войск День космонавтики
День космонавтики «Мы» от Бога - а «Я» от ДиаволаСамое страшное в утопиях, что они сбываются…Н. Бердяев
«Мы» от Бога - а «Я» от ДиаволаСамое страшное в утопиях, что они сбываются…Н. Бердяев Развитие творческих способностей через художественное конструирование
Развитие творческих способностей через художественное конструирование