Технологический процесс изготовления декоративного оформления подвесного светильника частично – механизированной сваркой
- Технологический процесс изготовления декоративного оформления подвесного светильника частично – механизированной сваркой

Содержание
- 2. Характеристика конструкции Конструкция подвесного фонаря состоит из сварного кронштейна, оформленного декоративными элементами, на котором закреплен фонарь.
- 3. Характеристика сварочного оборудования Принцип работы полуавтомата основан на сварке металлов в среде защитного газа плавящимся электродом.
- 4. Характеристика материалов Сварочные материалы Сварочная проволока основной расходный материал, который применяется при электродуговой сварке в среде
- 5. Подготовка сварочного оборудования к работе Чтобы подготовить полуавтомат к работе нужно: - установить кассету со сварочной
- 6. Выбор режима сварки Для сварки металла толщиной 2 мм выбираем проволоку диаметром 1мм Для выбранного диаметра
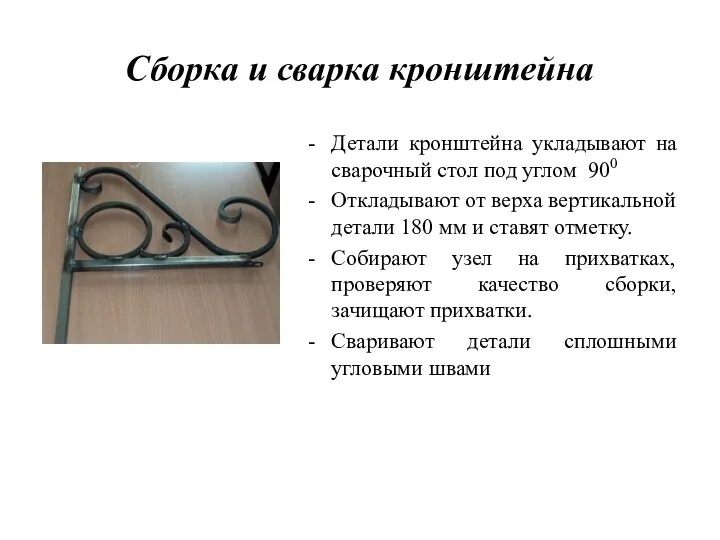
- 7. Сборка и сварка кронштейна Детали кронштейна укладывают на сварочный стол под углом 900 Откладывают от верха
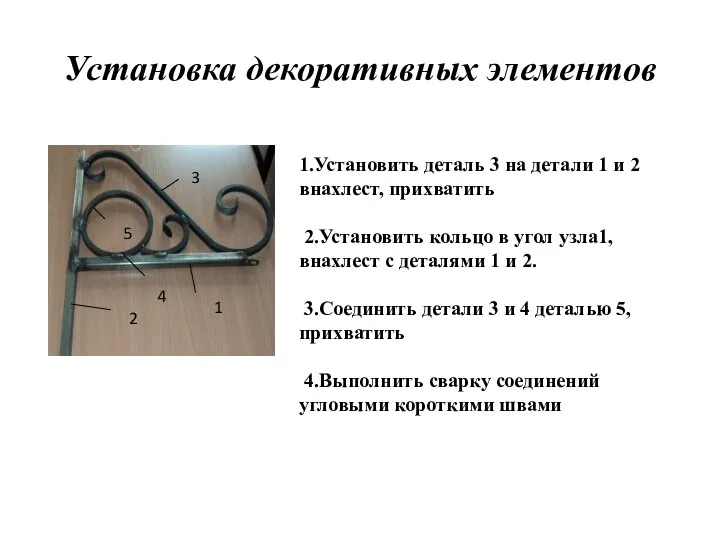
- 8. Установка декоративных элементов 1.Установить деталь 3 на детали 1 и 2 внахлест, прихватить 2.Установить кольцо в
- 9. Требования к качеству К качеству изготовления декоративного светильника предъявляют следующие требования: - размеры конструкции должны соответствовать
- 10. Предупреждение дефектов Форма, размеры, симметричность зависят от качества выполнения заготовки деталей и качества сборки: Форму каждой
- 12. Скачать презентацию
Слайд 2Характеристика конструкции
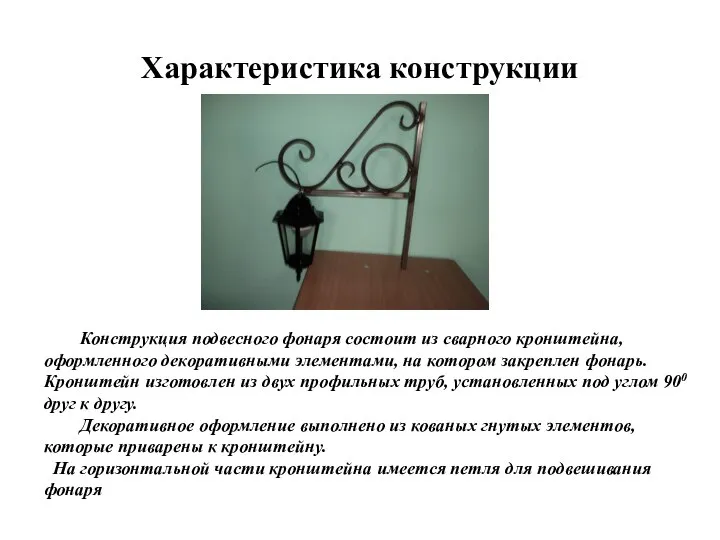
Конструкция подвесного фонаря состоит из сварного кронштейна, оформленного декоративными элементами,
Характеристика конструкции
Конструкция подвесного фонаря состоит из сварного кронштейна, оформленного декоративными элементами,
Слайд 3
Характеристика сварочного оборудования
Принцип работы полуавтомата основан на сварке металлов в среде защитного
Характеристика сварочного оборудования
Принцип работы полуавтомата основан на сварке металлов в среде защитного

Слайд 4Характеристика материалов
Сварочные материалы
Сварочная проволока основной расходный материал, который применяется при электродуговой сварке
Характеристика материалов
Сварочные материалы
Сварочная проволока основной расходный материал, который применяется при электродуговой сварке
Слайд 5Подготовка сварочного оборудования к работе
Чтобы подготовить полуавтомат к работе нужно:
- установить кассету со
Подготовка сварочного оборудования к работе
Чтобы подготовить полуавтомат к работе нужно:
- установить кассету со
Слайд 6Выбор режима сварки
Для сварки металла толщиной 2 мм выбираем проволоку диаметром 1мм
Для
Выбор режима сварки
Для сварки металла толщиной 2 мм выбираем проволоку диаметром 1мм
Для
Слайд 7Сборка и сварка кронштейна
Детали кронштейна укладывают на сварочный стол под углом 900
Откладывают
Сборка и сварка кронштейна
Детали кронштейна укладывают на сварочный стол под углом 900
Откладывают
Слайд 8Установка декоративных элементов
1.Установить деталь 3 на детали 1 и 2 внахлест, прихватить
Установка декоративных элементов
1.Установить деталь 3 на детали 1 и 2 внахлест, прихватить
Слайд 9Требования к качеству
К качеству изготовления декоративного светильника предъявляют следующие требования:
- размеры
Требования к качеству
К качеству изготовления декоративного светильника предъявляют следующие требования:
- размеры
Слайд 10Предупреждение дефектов
Форма, размеры, симметричность зависят от качества выполнения заготовки деталей и качества
Предупреждение дефектов
Форма, размеры, симметричность зависят от качества выполнения заготовки деталей и качества
 Победители конкурса детского рисунка
Победители конкурса детского рисунка Папа и мама.Фото
Папа и мама.Фото «Мартинички» пучок ниток или оберег?
«Мартинички» пучок ниток или оберег? Kazakh-American University
Kazakh-American University  Глобальная проблема продовольствия
Глобальная проблема продовольствия текст и его признаки
текст и его признаки Housing
Housing Три состояния вещества
Три состояния вещества Бог. День 1. Для детей. Возраст 1,5-5 лет
Бог. День 1. Для детей. Возраст 1,5-5 лет Давление газов.Б.Паскаль
Давление газов.Б.Паскаль Виды Белгорода история и современность
Виды Белгорода история и современность Имидж политического лидера Алексея Навального. Архетипическое наполнение и воплощение в политической моде стиля smart-casual
Имидж политического лидера Алексея Навального. Архетипическое наполнение и воплощение в политической моде стиля smart-casual Wage Determination
Wage Determination Sakramenty święte
Sakramenty święte Презентация на тему Что делают из полезных ископаемых?
Презентация на тему Что делают из полезных ископаемых? ВЛИЯНИЕ СИСТЕМЫ СТРАХОВАНИЯ ВКЛАДОВ НА РЫНОК ВКЛАДОВ НАСЕЛЕНИЯ
ВЛИЯНИЕ СИСТЕМЫ СТРАХОВАНИЯ ВКЛАДОВ НА РЫНОК ВКЛАДОВ НАСЕЛЕНИЯ Военно-космические войска России
Военно-космические войска России Итоговый проект. Команды №3
Итоговый проект. Команды №3 Политическая карта мира. 11 класс. 1 урок
Политическая карта мира. 11 класс. 1 урок О.Ю.Охотина, методист ИМО по Кировскому, Московскому районам
О.Ю.Охотина, методист ИМО по Кировскому, Московскому районам Р. 5. Облигации
Р. 5. Облигации Проект модернизации склада ГП с выделением зоны экспедиции
Проект модернизации склада ГП с выделением зоны экспедиции Проект Б.А.Р.С (брошюра)
Проект Б.А.Р.С (брошюра) Роль слогана в разработке образа фирмы
Роль слогана в разработке образа фирмы Технология проекта
Технология проекта Ваше спасение в борьбе с болью в спине. Главная страница Hang Ups
Ваше спасение в борьбе с болью в спине. Главная страница Hang Ups Razgovory_o_vazhnom
Razgovory_o_vazhnom Теория организации
Теория организации