- Технологический процесс упрочнения тяги тележки с выбором необходимого оборудования

Содержание
- 2. Разработка технологического процесса упрочнения тяги тележки, при термообработке обеспечивающей твёрдость HRC 40-50; Осуществить выбор оборудования, которое
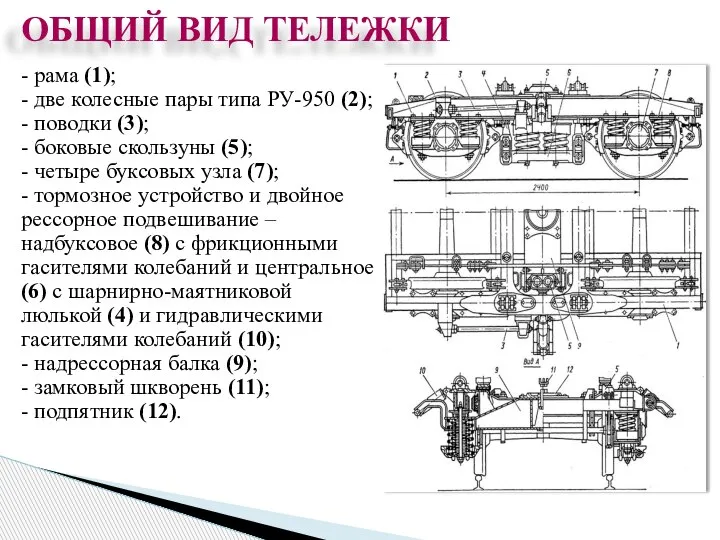
- 3. - рама (1); - две колесные пары типа РУ-950 (2); - поводки (3); - боковые скользуны
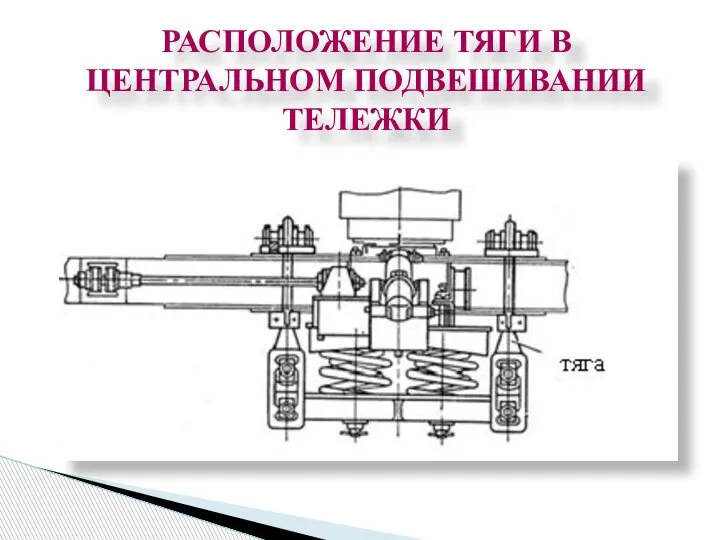
- 4. РАСПОЛОЖЕНИЕ ТЯГИ В ЦЕНТРАЛЬНОМ ПОДВЕШИВАНИИ ТЕЛЕЖКИ
- 5. ТЯГА ПОДВЕСКИ ТЕЛЕЖКИ Сталь 45 ГОСТ 1050-88 Требуемая твердость HRC 40-50.
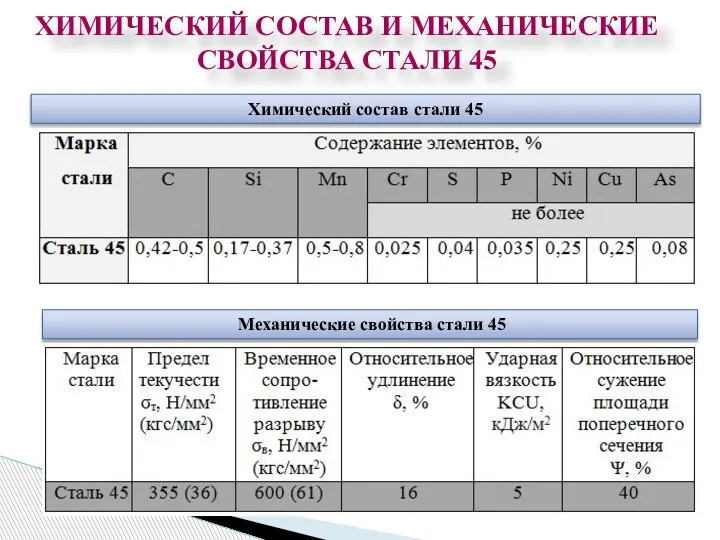
- 6. ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 45 Химический состав стали 45 Механические свойства стали 45
- 7. Штамповка горячим способом на прессах ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТЯГ
- 8. предварительный; подкатной (ручей, в котором металл заготовки равномерно распределяется по ее оси, при этом увеличивается диаметр
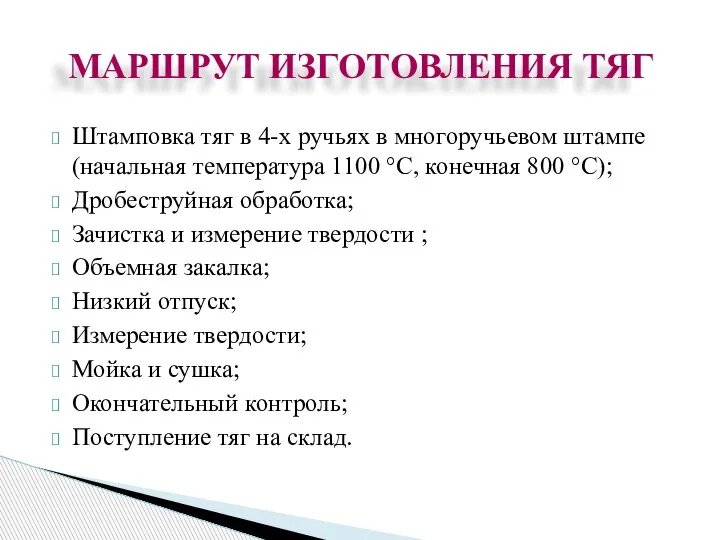
- 9. Штамповка тяг в 4-х ручьях в многоручьевом штампе (начальная температура 1100 °С, конечная 800 °С); Дробеструйная
- 10. Тяга работает в тяжелых эксплуатационных условиях. Постоянные циклические изменяющие нагрузки при работе тяги, ведут к разупрочнению
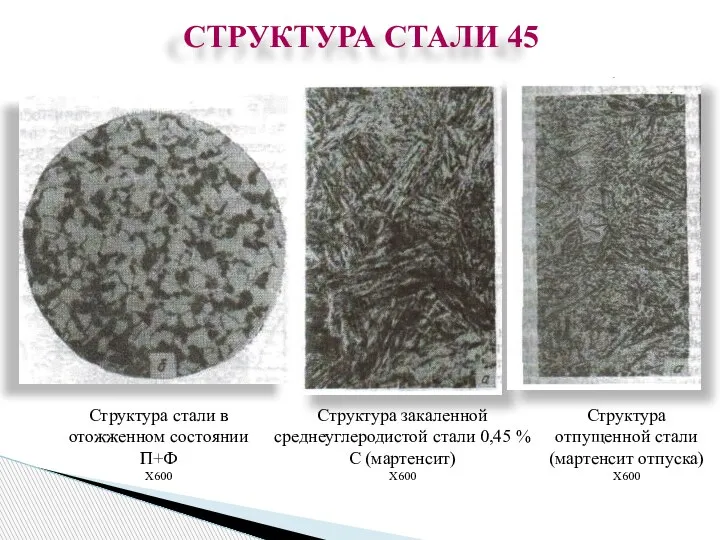
- 11. СТРУКТУРА СТАЛИ 45 Структура стали в отожженном состоянии П+Ф X600 Структура закаленной среднеуглеродистой стали 0,45 %
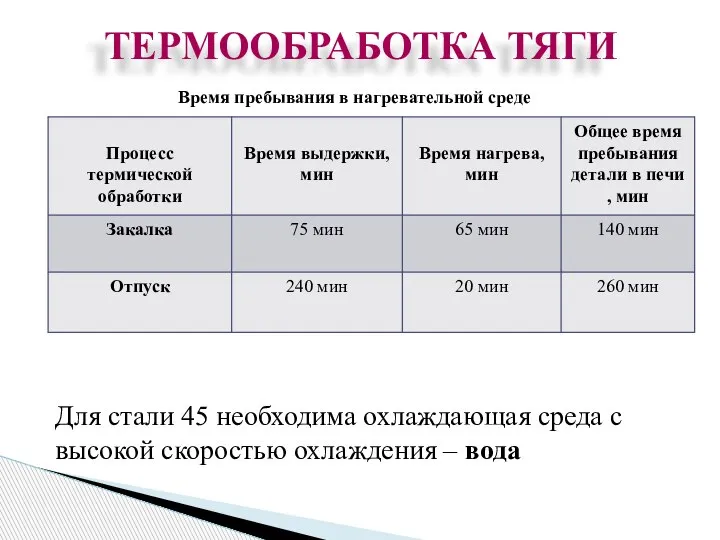
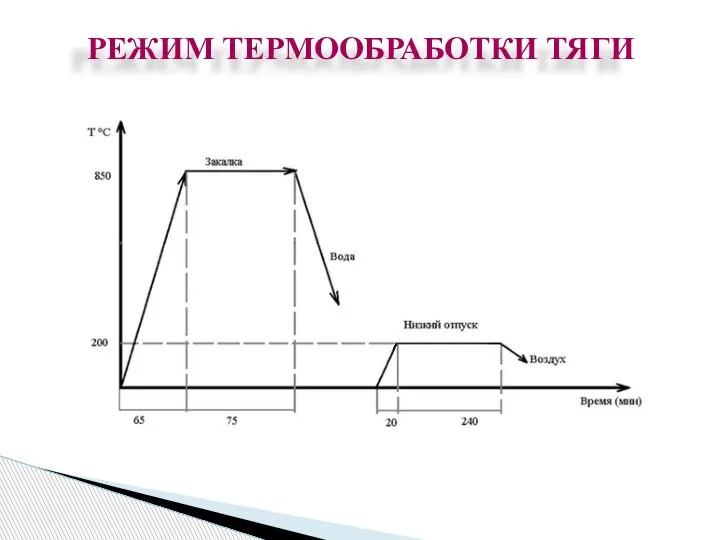
- 12. ТЕРМООБРАБОТКА ТЯГИ Время пребывания в нагревательной среде ЗАКАЛОЧНАЯ СРЕДА Для стали 45 необходима охлаждающая среда с
- 13. РЕЖИМ ТЕРМООБРАБОТКИ ТЯГИ
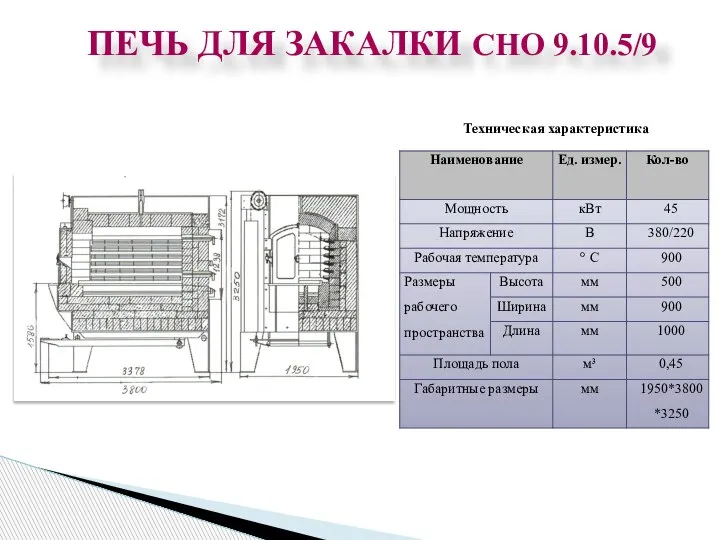
- 14. ПЕЧЬ ДЛЯ ЗАКАЛКИ СНО 9.10.5/9 Техническая характеристика
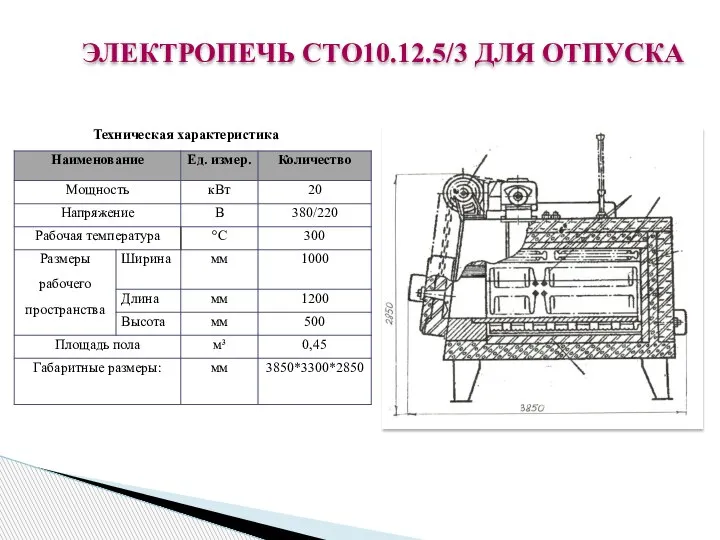
- 15. ЭЛЕКТРОПЕЧЬ СТО10.12.5/3 ДЛЯ ОТПУСКА Техническая характеристика
- 16. По паспорту печи 1 загрузка не должна превышать 150 кг. Вес одной тяги - 26 кг.
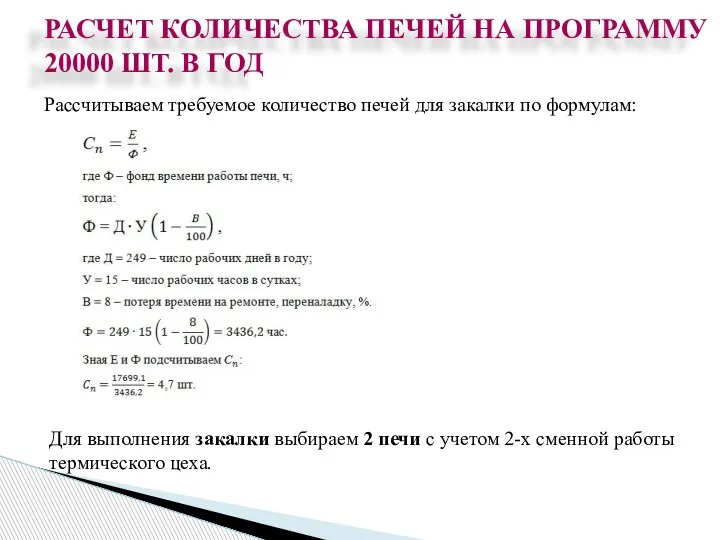
- 17. Рассчитываем требуемое количество печей для закалки по формулам: РАСЧЕТ КОЛИЧЕСТВА ПЕЧЕЙ НА ПРОГРАММУ 20000 ШТ. В
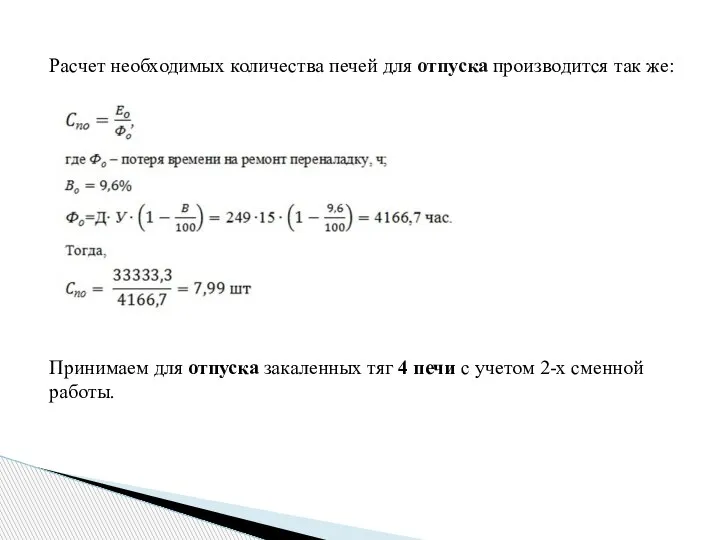
- 18. Расчет необходимых количества печей для отпуска производится так же: Принимаем для отпуска закаленных тяг 4 печи
- 19. ОСНОВНЫЕ ВИДЫ ПОВРЕЖДЕНИЙ ТЯГ
- 20. На основании выполненных мною исследований были сделаны следующие выводы: Тяга тележки является ответственной деталью, влияющей на
- 22. Скачать презентацию
Слайд 2Разработка технологического процесса упрочнения тяги тележки, при термообработке обеспечивающей твёрдость HRC 40-50;
Осуществить
Разработка технологического процесса упрочнения тяги тележки, при термообработке обеспечивающей твёрдость HRC 40-50;
Осуществить
Слайд 3- рама (1);
- две колесные пары типа РУ-950 (2);
- поводки (3);
- боковые
- рама (1);
- две колесные пары типа РУ-950 (2);
- поводки (3);
- боковые
Слайд 4РАСПОЛОЖЕНИЕ ТЯГИ В ЦЕНТРАЛЬНОМ ПОДВЕШИВАНИИ ТЕЛЕЖКИ
РАСПОЛОЖЕНИЕ ТЯГИ В ЦЕНТРАЛЬНОМ ПОДВЕШИВАНИИ ТЕЛЕЖКИ
Слайд 5ТЯГА ПОДВЕСКИ ТЕЛЕЖКИ
Сталь 45 ГОСТ 1050-88
Требуемая твердость HRC 40-50.
ТЯГА ПОДВЕСКИ ТЕЛЕЖКИ
Сталь 45 ГОСТ 1050-88
Требуемая твердость HRC 40-50.

Слайд 6ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 45
Химический состав стали 45
Механические свойства
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 45
Химический состав стали 45
Механические свойства
Слайд 7Штамповка горячим способом на прессах
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТЯГ
Штамповка горячим способом на прессах
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ТЯГ

Слайд 8предварительный;
подкатной (ручей, в котором металл заготовки равномерно распределяется по ее оси,
подкатной (ручей, в котором металл заготовки равномерно распределяется по ее оси,

Слайд 9Штамповка тяг в 4-х ручьях в многоручьевом штампе (начальная температура 1100 °С,
Штамповка тяг в 4-х ручьях в многоручьевом штампе (начальная температура 1100 °С,
Слайд 10 Тяга работает в тяжелых эксплуатационных условиях. Постоянные циклические изменяющие нагрузки при
Тяга работает в тяжелых эксплуатационных условиях. Постоянные циклические изменяющие нагрузки при
Слайд 11СТРУКТУРА СТАЛИ 45
Структура стали в отожженном состоянии П+Ф
X600
Структура закаленной среднеуглеродистой стали 0,45
СТРУКТУРА СТАЛИ 45
Структура стали в отожженном состоянии П+Ф
X600
Структура закаленной среднеуглеродистой стали 0,45
Слайд 12ТЕРМООБРАБОТКА ТЯГИ
Время пребывания в нагревательной среде
ЗАКАЛОЧНАЯ СРЕДА
Для стали 45 необходима охлаждающая среда
ТЕРМООБРАБОТКА ТЯГИ
Время пребывания в нагревательной среде
ЗАКАЛОЧНАЯ СРЕДА
Для стали 45 необходима охлаждающая среда
Слайд 13РЕЖИМ ТЕРМООБРАБОТКИ ТЯГИ
РЕЖИМ ТЕРМООБРАБОТКИ ТЯГИ
Слайд 14ПЕЧЬ ДЛЯ ЗАКАЛКИ СНО 9.10.5/9
Техническая характеристика
ПЕЧЬ ДЛЯ ЗАКАЛКИ СНО 9.10.5/9
Техническая характеристика
Слайд 15ЭЛЕКТРОПЕЧЬ СТО10.12.5/3 ДЛЯ ОТПУСКА
Техническая характеристика
ЭЛЕКТРОПЕЧЬ СТО10.12.5/3 ДЛЯ ОТПУСКА
Техническая характеристика
Слайд 16 По паспорту печи 1 загрузка не должна превышать 150 кг. Вес
По паспорту печи 1 загрузка не должна превышать 150 кг. Вес

Слайд 17Рассчитываем требуемое количество печей для закалки по формулам:
РАСЧЕТ КОЛИЧЕСТВА ПЕЧЕЙ НА ПРОГРАММУ
Рассчитываем требуемое количество печей для закалки по формулам:
РАСЧЕТ КОЛИЧЕСТВА ПЕЧЕЙ НА ПРОГРАММУ
Слайд 18Расчет необходимых количества печей для отпуска производится так же:
Принимаем для отпуска закаленных
Принимаем для отпуска закаленных
Слайд 19ОСНОВНЫЕ ВИДЫ ПОВРЕЖДЕНИЙ ТЯГ
ОСНОВНЫЕ ВИДЫ ПОВРЕЖДЕНИЙ ТЯГ

Слайд 20На основании выполненных мною исследований были сделаны следующие выводы:
Тяга тележки является ответственной
На основании выполненных мною исследований были сделаны следующие выводы:
Тяга тележки является ответственной
 Государственное пенсионное страхование: источники финансирования, субъекты, виды и размеры выплат, органы управления
Государственное пенсионное страхование: источники финансирования, субъекты, виды и размеры выплат, органы управления Формирование эмоционального настроя
Формирование эмоционального настроя Презентация по обществознанию на тему _Правовое государство_ (9 класс)
Презентация по обществознанию на тему _Правовое государство_ (9 класс) Презентация на тему: Педагогическая рефлексия как основа профессионального и личностного роста педагога
Презентация на тему: Педагогическая рефлексия как основа профессионального и личностного роста педагога Презентация на тему Toys
Презентация на тему Toys Как гармонично совместить общественную работу и семью
Как гармонично совместить общественную работу и семью Логические основы ЭВМ
Логические основы ЭВМ Иван Сергеевич Тургенев«Бежин луг».
Иван Сергеевич Тургенев«Бежин луг». Гражданское право
Гражданское право Санкт-Петербургский государственный экономический университет. Направление Международный бизнес
Санкт-Петербургский государственный экономический университет. Направление Международный бизнес Менеджмент качества
Менеджмент качества Пудель
Пудель ATP. Лекция 4. Spanning Tree
ATP. Лекция 4. Spanning Tree Российский союз промышленников и предпринимателей Развитие пенсионных систем в в Российской Федерации (Сочи, 2 - 4 октября 2006 г.) Н
Российский союз промышленников и предпринимателей Развитие пенсионных систем в в Российской Федерации (Сочи, 2 - 4 октября 2006 г.) Н Marketing research process
Marketing research process Словообразование имен прилагательных с помощью суффиксов
Словообразование имен прилагательных с помощью суффиксов История брюк
История брюк Общее знакомство с растениями
Общее знакомство с растениями Marketing tricks
Marketing tricks Вступая в ряды учеников средней школы, торжественно клянусь: 1. У доски стоять как лучший вратарь, не пропуская ни одного вопроса. 2.
Вступая в ряды учеников средней школы, торжественно клянусь: 1. У доски стоять как лучший вратарь, не пропуская ни одного вопроса. 2.  The big bang theory
The big bang theory Особливості ментальності базових ТІМ Представники ІV-ї квадри
Особливості ментальності базових ТІМ Представники ІV-ї квадри Последние годы жизни императора. Личность Петра 1
Последние годы жизни императора. Личность Петра 1 МЕЖДУНАРОДНЫЙ МОЛОДЕЖНЫЙИННОВАЦИОННЫЙ ФОРУМ В СИБИРИ«ИНТЕРРА’10»
МЕЖДУНАРОДНЫЙ МОЛОДЕЖНЫЙИННОВАЦИОННЫЙ ФОРУМ В СИБИРИ«ИНТЕРРА’10» Реализм в романе
Реализм в романе  ЗАЩИТА ПРАВ ПАЦИЕНТОВ
ЗАЩИТА ПРАВ ПАЦИЕНТОВ Фасад здания
Фасад здания Презентация на тему Буква Э (1 класс)
Презентация на тему Буква Э (1 класс)