- Технологии ручной обработки древесины и древесных материалов

Содержание
- 2. Большинство изделий из древесины состоит из нескольких деталей, которые соединяют различными способами. Процесс соединения деталей в
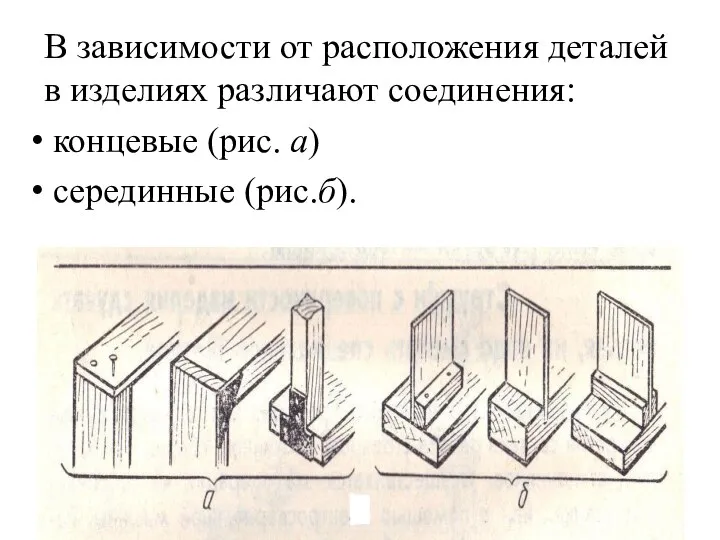
- 3. В зависимости от расположения деталей в изделиях различают соединения: концевые (рис. а) серединные (рис.б).
- 4. Соединение деталей ГВОЗДЯМИ
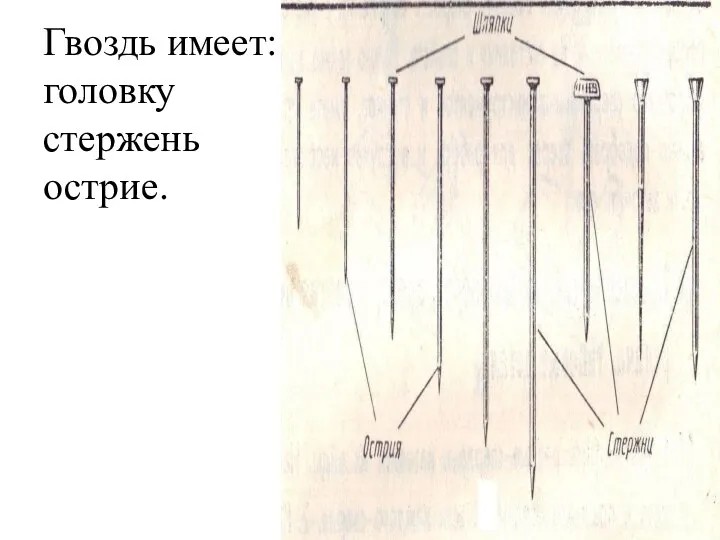
- 5. Гвоздь имеет: головку стержень острие.
- 6. В зависимости от назначения гвозди бывают разных размеров: толщины (диаметра) и длины.
- 9. Прежде чем забивать гвозди, размечают места их расположения. При соединении деталей гвоздями обычно тонкую деталь прибивают
- 10. Чтобы деталь не раскололась, забивать гвоздь следует на расстоянии: не менее 4 диаметров гвоздя от кромки
- 11. Толщина гвоздя не должна превышать ¼ толщины детали, которую прибивают. Длина гвоздя должна быть в 2…3
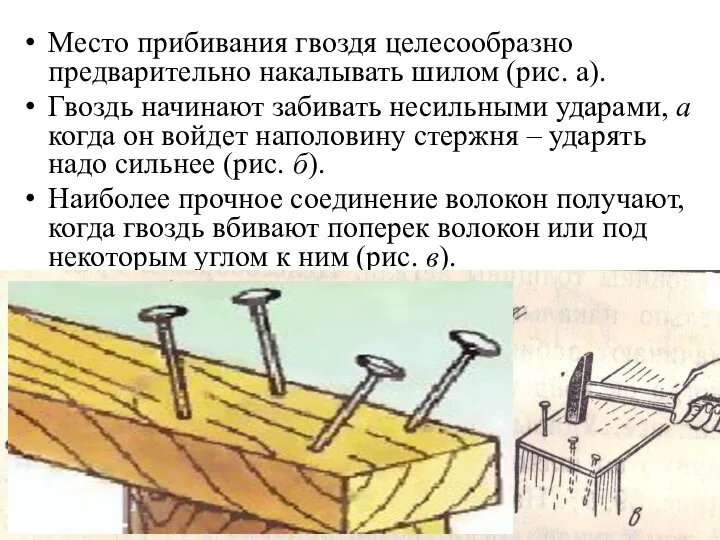
- 12. Место прибивания гвоздя целесообразно предварительно накалывать шилом (рис. а). Гвоздь начинают забивать несильными ударами, а когда
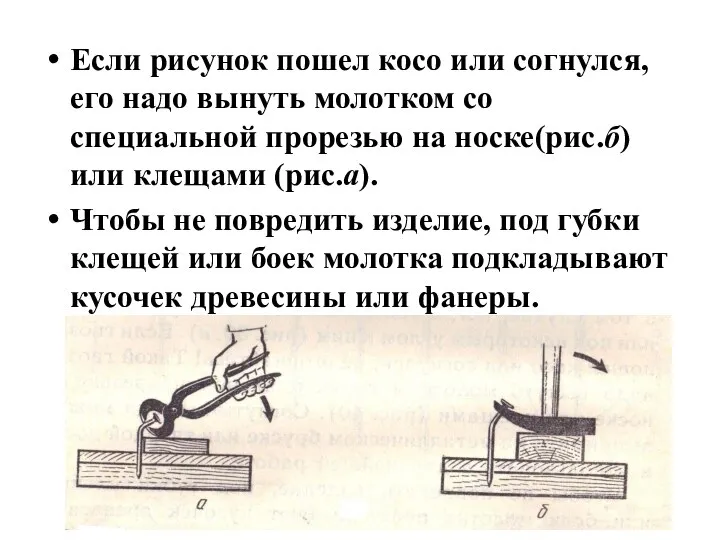
- 13. Если рисунок пошел косо или согнулся, его надо вынуть молотком со специальной прорезью на носке(рис.б) или
- 14. Техника безопасности при соединении деталей на гвоздях. Работать можно только исправным инструментом, используя его строго по
- 15. Соединение деталей ШУРУПАМИ
- 16. Соединение шурупами является более прочным, чем соединение гвоздями.
- 17. Шуруп крепежная деталь, состоящая из головки и стержня с винтовой нарезкой.
- 18. Разновидности шурупов
- 19. Головки шурупов имеют шлицы – прямые или крестообразные канавки для отвертки.
- 20. Инструкция Длина шурупа должна быть в 2…3 раза больше толщины более тонкой соединяемой детали. Однако шуруп
- 21. 3. В более тонкой детали сверлят сквозное отверстие диаметром, немного большим диаметра шурупа. 4. В основной
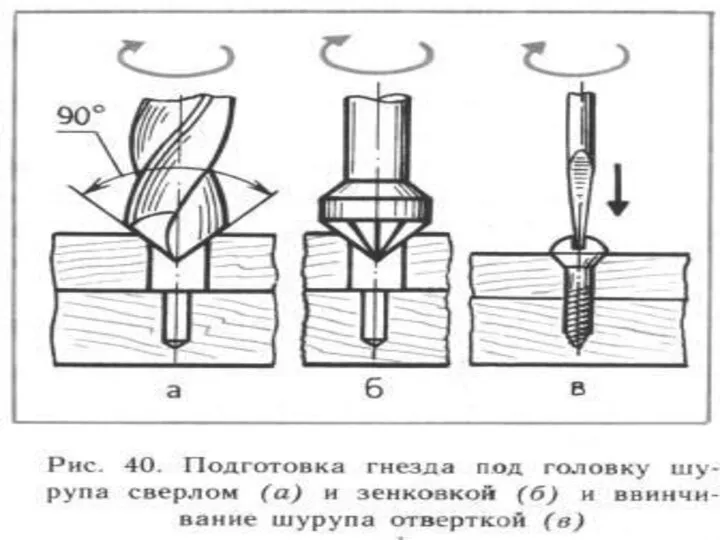
- 22. 6. Для потайной и полупотайной головок шурупов отверстия раззенковывают сверлом большого диаметра или специальным инструментом –
- 24. На деревообрабатывающих предприятиях сборочные работы выполняют сборщики изделий из древесины. Ввинчивание шурупов они производят чаще всего
- 25. Техника безопасности при соединении деталей шурупами. Не пользоваться шурупами со сбитым шлицем. Пользоваться исправной отверткой, которая
- 26. Соединение деталей ШКАНТАМИ
- 27. Цилиндрический вставной шип называется шкантом
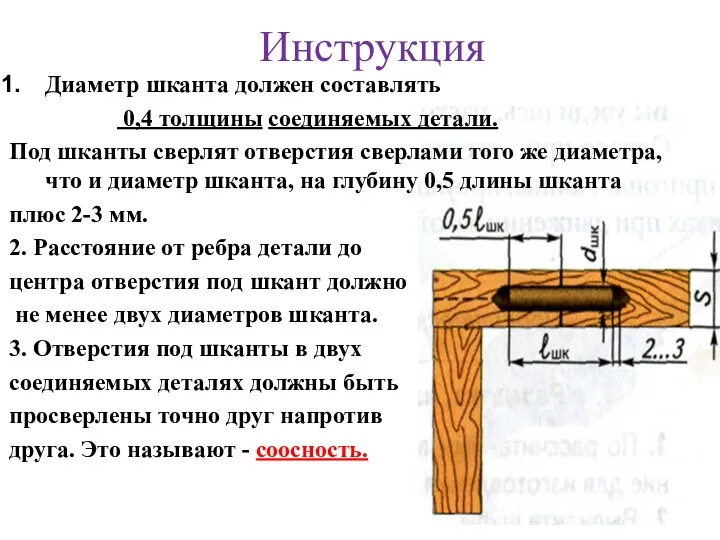
- 28. Инструкция Диаметр шканта должен составлять 0,4 толщины соединяемых детали. Под шканты сверлят отверстия сверлами того же
- 29. 3. Отверстия под шканты в двух соединяемых деталях должны быть просверлены точно друг напротив друга. Это
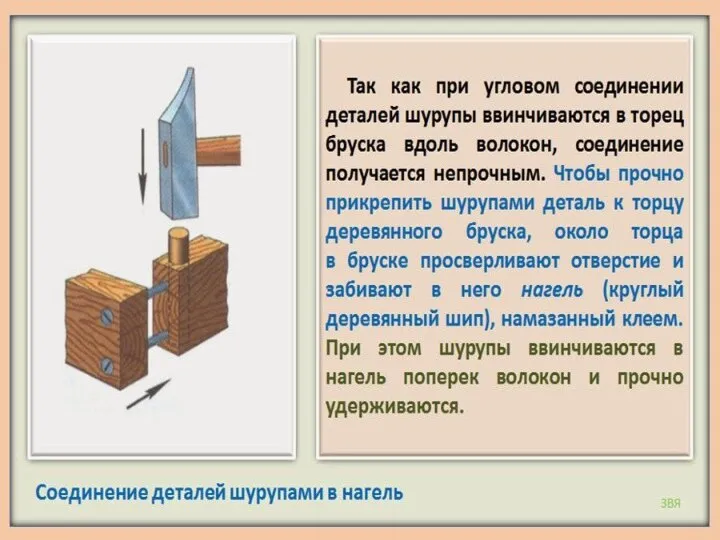
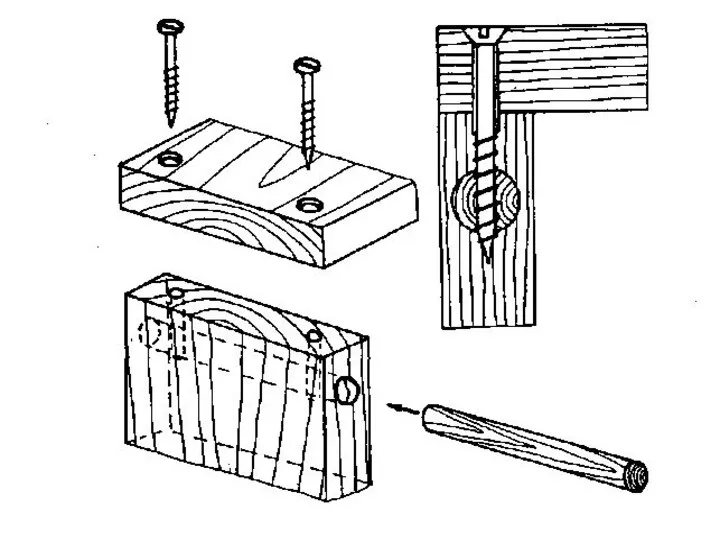
- 32. Соединение деталей шурупами в нагель
- 36. Скачать презентацию
Слайд 2Большинство изделий
из древесины состоит
из нескольких деталей,
которые соединяют различными способами.
Процесс
Большинство изделий
из древесины состоит
из нескольких деталей,
которые соединяют различными способами.
Процесс
Слайд 3В зависимости от расположения деталей в изделиях различают соединения:
концевые (рис. а)
В зависимости от расположения деталей в изделиях различают соединения:
концевые (рис. а)
Слайд 4Соединение деталей
ГВОЗДЯМИ
Соединение деталей
ГВОЗДЯМИ
Слайд 5
Гвоздь имеет:
головку
стержень
острие.
Гвоздь имеет:
головку
стержень
острие.
Слайд 6В зависимости от назначения гвозди бывают разных размеров:
толщины (диаметра) и длины.
В зависимости от назначения гвозди бывают разных размеров:
толщины (диаметра) и длины.



Слайд 9Прежде чем забивать гвозди,
размечают места их расположения.
При соединении деталей гвоздями
Прежде чем забивать гвозди,
размечают места их расположения.
При соединении деталей гвоздями
Слайд 10Чтобы деталь не раскололась, забивать гвоздь следует на расстоянии:
не менее 4
Чтобы деталь не раскололась, забивать гвоздь следует на расстоянии:
не менее 4
Слайд 11Толщина гвоздя не должна превышать ¼ толщины детали, которую прибивают.
Длина гвоздя должна
Толщина гвоздя не должна превышать ¼ толщины детали, которую прибивают.
Длина гвоздя должна
Слайд 12Место прибивания гвоздя целесообразно предварительно накалывать шилом (рис. а).
Гвоздь начинают забивать несильными
Место прибивания гвоздя целесообразно предварительно накалывать шилом (рис. а).
Гвоздь начинают забивать несильными
Слайд 13Если рисунок пошел косо или согнулся, его надо вынуть молотком со специальной
Если рисунок пошел косо или согнулся, его надо вынуть молотком со специальной
Слайд 14Техника безопасности при соединении деталей на гвоздях.
Работать можно только исправным инструментом, используя
Техника безопасности при соединении деталей на гвоздях.
Работать можно только исправным инструментом, используя
Слайд 15Соединение деталей
ШУРУПАМИ
Соединение деталей
ШУРУПАМИ
Слайд 16Соединение шурупами является более прочным, чем соединение гвоздями.
Соединение шурупами является более прочным, чем соединение гвоздями.

Слайд 17Шуруп
крепежная деталь, состоящая из головки и
стержня
с винтовой нарезкой.
Шуруп
крепежная деталь, состоящая из головки и
стержня
с винтовой нарезкой.

Слайд 18Разновидности шурупов
Разновидности шурупов

Слайд 19Головки шурупов имеют шлицы – прямые или крестообразные канавки для отвертки.
Головки шурупов имеют шлицы – прямые или крестообразные канавки для отвертки.

Слайд 20Инструкция
Длина шурупа должна быть в 2…3 раза
больше толщины более тонкой соединяемой детали.
Инструкция
Длина шурупа должна быть в 2…3 раза
больше толщины более тонкой соединяемой детали.
Слайд 213. В более тонкой детали сверлят сквозное отверстие диаметром, немного большим диаметра
3. В более тонкой детали сверлят сквозное отверстие диаметром, немного большим диаметра
Слайд 226. Для потайной и полупотайной головок шурупов отверстия раззенковывают сверлом большого диаметра
6. Для потайной и полупотайной головок шурупов отверстия раззенковывают сверлом большого диаметра
Слайд 24На деревообрабатывающих предприятиях сборочные работы выполняют
сборщики изделий из древесины.
Ввинчивание шурупов
На деревообрабатывающих предприятиях сборочные работы выполняют
сборщики изделий из древесины.
Ввинчивание шурупов

Слайд 25Техника безопасности при соединении деталей шурупами.
Не пользоваться шурупами со сбитым шлицем.
Пользоваться исправной
Техника безопасности при соединении деталей шурупами.
Не пользоваться шурупами со сбитым шлицем.
Пользоваться исправной
Слайд 26Соединение деталей
ШКАНТАМИ
Соединение деталей
ШКАНТАМИ
Слайд 27Цилиндрический вставной шип называется шкантом
Цилиндрический вставной шип называется шкантом

Слайд 28Инструкция
Диаметр шканта должен составлять
0,4 толщины соединяемых детали.
Под шканты сверлят отверстия
Инструкция
Диаметр шканта должен составлять
0,4 толщины соединяемых детали.
Под шканты сверлят отверстия
Слайд 293. Отверстия под шканты в двух соединяемых деталях должны быть просверлены точно
3. Отверстия под шканты в двух соединяемых деталях должны быть просверлены точно


Слайд 32Соединение деталей
шурупами в нагель
Соединение деталей
шурупами в нагель
 Муниципальное бюджетное образовательное учреждение Ужовская средняя общеобразовательная школа
Муниципальное бюджетное образовательное учреждение Ужовская средняя общеобразовательная школа Структура государственного решения. Лекция 2
Структура государственного решения. Лекция 2 Архитектура ИС. Структурирование слоя бизнес-логики
Архитектура ИС. Структурирование слоя бизнес-логики Футбол. Тренировочный процесс на спортивно-оздоровительном этапе U-5
Футбол. Тренировочный процесс на спортивно-оздоровительном этапе U-5 Система управления предприятием. Лекция 3
Система управления предприятием. Лекция 3 Бриф к брендингу стойки сельпо
Бриф к брендингу стойки сельпо Взаимодействие отечественных научных школ: межпарадигмальные мосты
Взаимодействие отечественных научных школ: межпарадигмальные мосты Радиационная защита. Дозиметрия
Радиационная защита. Дозиметрия Теория психического развития по Божович Л. И
Теория психического развития по Божович Л. И Требования к печатной продукции
Требования к печатной продукции a4d5a0c3e42e4f9aa48ca6d7d9e91e20
a4d5a0c3e42e4f9aa48ca6d7d9e91e20 Моделирование фартука (2 часа)
Моделирование фартука (2 часа) Секреты речевого общения
Секреты речевого общения Психология. Теории и теоретики. Мания величия
Психология. Теории и теоретики. Мания величия Рельеф и полезные ископаемые Южной Америки
Рельеф и полезные ископаемые Южной Америки Определение возможности переключений в технологической схеме
Определение возможности переключений в технологической схеме Специальные средства и средства индивидуальной бронезащиты
Специальные средства и средства индивидуальной бронезащиты Финансовые операции как проявление финансов
Финансовые операции как проявление финансов Презентация на тему РАСТЕНИЯ – БАРОМЕТРЫ
Презентация на тему РАСТЕНИЯ – БАРОМЕТРЫ The most mysterious places of England
The most mysterious places of England УЧЕБНЫЙ ЦЕНТР «Довузовское и дополнительное образование»
УЧЕБНЫЙ ЦЕНТР «Довузовское и дополнительное образование» Современные средства навигации. Виды навигаторов и особенности их использования
Современные средства навигации. Виды навигаторов и особенности их использования Дальний Восток России 9 класс
Дальний Восток России 9 класс Что такое Сколково?
Что такое Сколково? Влияние алкоголя на организм человека
Влияние алкоголя на организм человека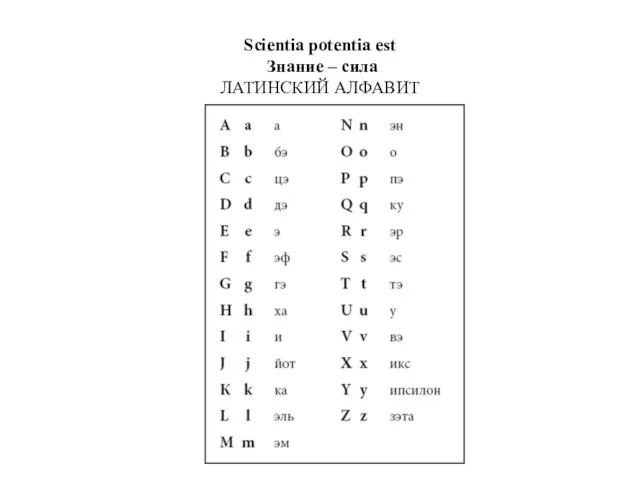 Латинский алфавит
Латинский алфавит Гимнастика для глаз
Гимнастика для глаз Танк Т-90А
Танк Т-90А