- Технология кислородной резки

Содержание
- 2. Мощность пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Мощность
- 3. Давление режущего кислорода Зависит от толщины металла, от формы режущего сопла и от чистоты кислорода. При
- 4. Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа При замедленной скорости будут оплавляться
- 5. При резке нужно поддерживать постоянное расстояние между мундштуком и поверхностью разрезаемого металла(см. табл.). Оно влияет на
- 6. Оптимальные расстояния между торцом мундштука и поверхностью разрезаемого металла При работе на газах—заменителях ацетилена — рекомендуемое
- 7. Кислородной резкой обрабатывают листы толщиной не менее 3 мм. При меньшей толщине сгораемого в зоне реза
- 8. Сложнее начать резку не с края, а с середины листа. В этом случае в начале реза
- 9. Расстояние от точки начала пробивки до контура резки
- 11. Скачать презентацию
Слайд 3Давление режущего кислорода
Зависит от толщины металла, от формы режущего сопла и от
Давление режущего кислорода
Зависит от толщины металла, от формы режущего сопла и от
Слайд 4Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа
При замедленной
Скорость резки должна соответствовать скорости окисления металла по толщине разрезаемого листа
При замедленной
Слайд 5При резке нужно поддерживать постоянное расстояние между мундштуком и поверхностью разрезаемого металла(см.
При резке нужно поддерживать постоянное расстояние между мундштуком и поверхностью разрезаемого металла(см.
Слайд 6Оптимальные расстояния между торцом мундштука и поверхностью разрезаемого металла
При работе на газах—заменителях
Оптимальные расстояния между торцом мундштука и поверхностью разрезаемого металла
При работе на газах—заменителях

Слайд 7Кислородной резкой обрабатывают листы толщиной не менее 3 мм. При меньшей толщине
Кислородной резкой обрабатывают листы толщиной не менее 3 мм. При меньшей толщине
Слайд 8Сложнее начать резку не с края, а с середины листа. В этом
Сложнее начать резку не с края, а с середины листа. В этом
Слайд 9Расстояние от точки начала пробивки до контура резки
Расстояние от точки начала пробивки до контура резки

 Дельфины 2 класс
Дельфины 2 класс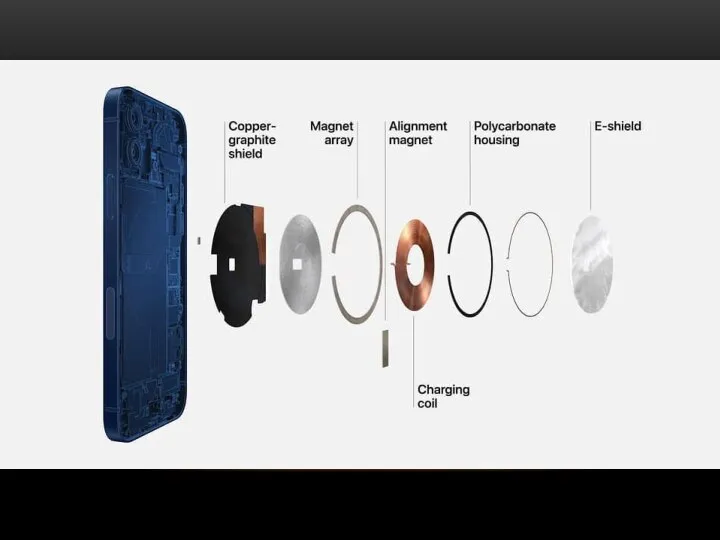 Все о новых iPhone
Все о новых iPhone Открытия, сделанные на тренинге, ошеломительные. И сейчас, спустя время после его прохождения, в голове все еще идет процесс оценив
Открытия, сделанные на тренинге, ошеломительные. И сейчас, спустя время после его прохождения, в голове все еще идет процесс оценив Цифровой разрыв: о пределах развития рынка ШД и мультимедиа. Опыт России.
Цифровой разрыв: о пределах развития рынка ШД и мультимедиа. Опыт России. РЕШЕНИЕ ЗАДАЧ
РЕШЕНИЕ ЗАДАЧ Презентация на тему В стане звуков и цвета
Презентация на тему В стане звуков и цвета Карточки понятий
Карточки понятий Психология Лекция №4
Психология Лекция №4 Презентация без названия
Презентация без названия Профессиональная этика инженера
Профессиональная этика инженера Подвиги Геракла 5 класс
Подвиги Геракла 5 класс Past simple and past continuous
Past simple and past continuous Достопримечательности Крыма
Достопримечательности Крыма Моделирование прямой юбки
Моделирование прямой юбки CANADA
CANADA Между булочек. Вкусно, а самое главное качественно!
Между булочек. Вкусно, а самое главное качественно! Esquemas de colores para el desarrollo del pensamiento
Esquemas de colores para el desarrollo del pensamiento Натуральный природный камень
Натуральный природный камень Понятие, предмет, источники и система российского гражданского права
Понятие, предмет, источники и система российского гражданского права Здоровьесберегающие технологии в логопедической практике
Здоровьесберегающие технологии в логопедической практике Freitag, den vierten
Freitag, den vierten  Mobbing Стресс на работе. Психологический климат в коллективе
Mobbing Стресс на работе. Психологический климат в коллективе Принципы объемно-планировочных решений многоэтажных промышленных зданий
Принципы объемно-планировочных решений многоэтажных промышленных зданий Презентация Услуг EPS LT, ЗАО
Презентация Услуг EPS LT, ЗАО Моя малая родина – село Атаевка
Моя малая родина – село Атаевка общетвознан (2) (1)
общетвознан (2) (1) Квест Олимпия
Квест Олимпия Презентация на тему ДЕЙСТВИЕ ТАБАКА НА ОРГАНИЗМ ЧЕЛОВЕКА
Презентация на тему ДЕЙСТВИЕ ТАБАКА НА ОРГАНИЗМ ЧЕЛОВЕКА