- Технология сварки газопроводов из полимерных труб

Содержание
- 2. ПОЛИЭТИЛЕНОВЫЕ ГАЗОПРОВОДЫ Полиэтиленовые трубы для газа сегодня являются наиболее часто используемыми, Внешне полиэтиленовые трубы окрашиваются в
- 3. МАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ Полиэтилен принято подразделять на несколько марок, обозначаемых ПЭ и добавлением числового индекса. Различие
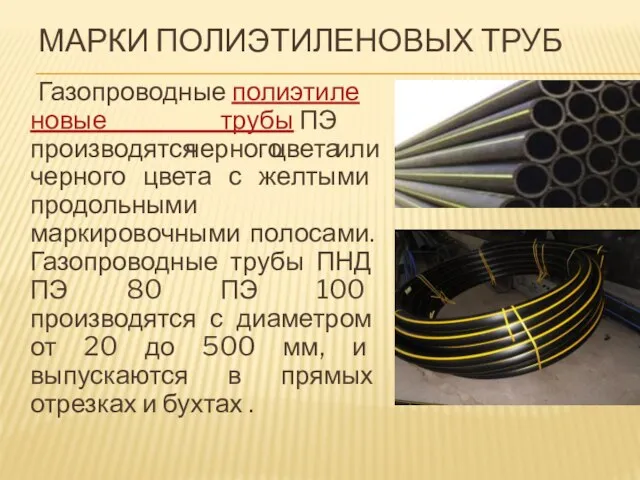
- 4. Газопроводные полиэтиленовые трубы ПЭ производятся черного цвета или черного цвета с желтыми продольными маркировочными полосами. Газопроводные
- 5. ПРЕИМУЩЕСТВА Рассмотрим основные преимущества применения подобных изделий при прокладке газопроводов: Большой срок эксплуатации, который составляет более
- 6. ПРЕИМУЩЕСТВА При укладке нет необходимости применять специальные кожухи, защитные средства, электрохимическую защиту. Транспортировка рабочей среды очень
- 7. СОЕДИНЕНИЕ ПОЛИЭТЕЛЕНОВЫХ ТРУБ Для прокладки применяются следующие терморезисторные фитинги, которые соединяются методом сварки: тройники и муфты;
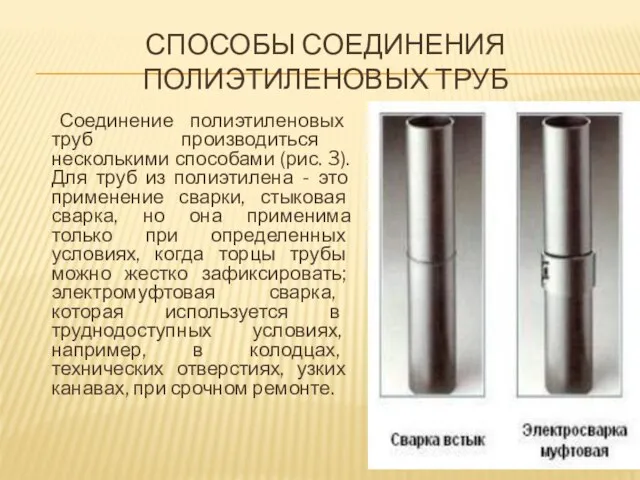
- 9. СПОСОБЫ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ Соединение полиэтиленовых труб производиться несколькими способами (рис. 3). Для труб из полиэтилена
- 10. СТЫКОВОЕ СОЕДИНЕНИЕ ПОЛИЭТИЛЕНОВЫХ ТРУБ Такая технология очень проста, но возможна она не при всех ситуациях, только
- 11. Сварка встык: принцип соединения. Использование сварки встык представляет собой простой нагрев торцов трубопровода из пластика, при
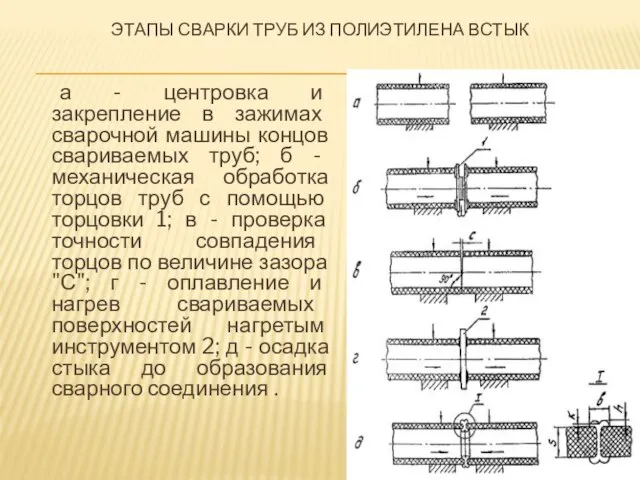
- 12. ЭТАПЫ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА ВСТЫК а - центровка и закрепление в зажимах сварочной машины концов
- 13. СОЕДИНЕНИЕ ТРУБ ЭЛЕКТРОМУФТАМИ Использование электромуфты для соединения полиэтиленовых труб любого диаметра преимущественно, когда стыковой метод сварки
- 14. ЭТАПЫ СВАРКИ ТРУБ ЭЛЕКТРОМУФТАМИ Сначала необходимо провести комплекс подготовительных работ, которые включают в себя зачистку поверхности
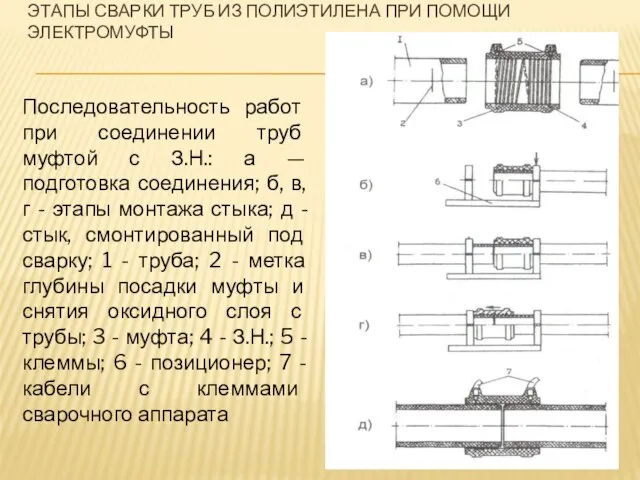
- 15. ЭТАПЫ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА ПРИ ПОМОЩИ ЭЛЕКТРОМУФТЫ Последовательность работ при соединении труб муфтой с З.Н.:
- 16. ВЫБОР ТРАССЫ ПОЛИЭТИЛЕНОВОГО ГАЗОПРОВОДА При выборе трассы полиэтиленового газопровода необходимо учитывать расположение и насыщенность в районе
- 18. Скачать презентацию
Слайд 2ПОЛИЭТИЛЕНОВЫЕ ГАЗОПРОВОДЫ
Полиэтиленовые трубы для газа сегодня являются наиболее часто используемыми,
Внешне
ПОЛИЭТИЛЕНОВЫЕ ГАЗОПРОВОДЫ
Полиэтиленовые трубы для газа сегодня являются наиболее часто используемыми,
Внешне
Слайд 3МАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Полиэтилен принято подразделять на несколько марок, обозначаемых ПЭ и добавлением
МАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Полиэтилен принято подразделять на несколько марок, обозначаемых ПЭ и добавлением
Слайд 4 Газопроводные полиэтиленовые трубы ПЭ производятся черного цвета или черного цвета с желтыми продольными маркировочными
Газопроводные полиэтиленовые трубы ПЭ производятся черного цвета или черного цвета с желтыми продольными маркировочными
Слайд 5ПРЕИМУЩЕСТВА
Рассмотрим основные преимущества применения подобных изделий при прокладке газопроводов:
Большой срок эксплуатации, который
ПРЕИМУЩЕСТВА
Рассмотрим основные преимущества применения подобных изделий при прокладке газопроводов:
Большой срок эксплуатации, который
Слайд 6ПРЕИМУЩЕСТВА
При укладке нет необходимости применять специальные кожухи, защитные средства, электрохимическую защиту.
Транспортировка рабочей
ПРЕИМУЩЕСТВА
При укладке нет необходимости применять специальные кожухи, защитные средства, электрохимическую защиту.
Транспортировка рабочей
Слайд 7СОЕДИНЕНИЕ ПОЛИЭТЕЛЕНОВЫХ ТРУБ
Для прокладки применяются следующие терморезисторные фитинги, которые соединяются методом
СОЕДИНЕНИЕ ПОЛИЭТЕЛЕНОВЫХ ТРУБ
Для прокладки применяются следующие терморезисторные фитинги, которые соединяются методом

Слайд 9СПОСОБЫ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Соединение полиэтиленовых труб производиться несколькими способами (рис. 3). Для
СПОСОБЫ СОЕДИНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Соединение полиэтиленовых труб производиться несколькими способами (рис. 3). Для
Слайд 10СТЫКОВОЕ СОЕДИНЕНИЕ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Такая технология очень проста, но возможна она не
СТЫКОВОЕ СОЕДИНЕНИЕ ПОЛИЭТИЛЕНОВЫХ ТРУБ
Такая технология очень проста, но возможна она не
Слайд 11 Сварка встык: принцип соединения. Использование сварки встык представляет собой простой нагрев
Сварка встык: принцип соединения. Использование сварки встык представляет собой простой нагрев

Слайд 12ЭТАПЫ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА ВСТЫК
а - центровка и
ЭТАПЫ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА ВСТЫК
а - центровка и
Слайд 13СОЕДИНЕНИЕ ТРУБ ЭЛЕКТРОМУФТАМИ
Использование электромуфты для соединения полиэтиленовых труб любого диаметра преимущественно, когда стыковой метод
СОЕДИНЕНИЕ ТРУБ ЭЛЕКТРОМУФТАМИ
Использование электромуфты для соединения полиэтиленовых труб любого диаметра преимущественно, когда стыковой метод

Слайд 14ЭТАПЫ СВАРКИ ТРУБ ЭЛЕКТРОМУФТАМИ
Сначала необходимо провести комплекс подготовительных работ, которые включают в
ЭТАПЫ СВАРКИ ТРУБ ЭЛЕКТРОМУФТАМИ
Сначала необходимо провести комплекс подготовительных работ, которые включают в
Слайд 15ЭТАПЫ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА ПРИ ПОМОЩИ ЭЛЕКТРОМУФТЫ
Последовательность работ при соединении
ЭТАПЫ СВАРКИ ТРУБ ИЗ ПОЛИЭТИЛЕНА ПРИ ПОМОЩИ ЭЛЕКТРОМУФТЫ
Последовательность работ при соединении
Слайд 16ВЫБОР ТРАССЫ ПОЛИЭТИЛЕНОВОГО ГАЗОПРОВОДА
При выборе трассы полиэтиленового газопровода необходимо учитывать расположение
ВЫБОР ТРАССЫ ПОЛИЭТИЛЕНОВОГО ГАЗОПРОВОДА
При выборе трассы полиэтиленового газопровода необходимо учитывать расположение
 Определение безэквивалентной лексики
Определение безэквивалентной лексики Позициониране на Схемата за екомаркировка в държавната политика за устойчив туризъм ДЪРЖАВНА АГЕНЦИЯ ПО ТУРИЗЪМ Десислава Михалкова – Станимирова Гл. експерт в дирекция “Туристическа политика” 20 октомври, 2008 г, гр. София
Позициониране на Схемата за екомаркировка в държавната политика за устойчив туризъм ДЪРЖАВНА АГЕНЦИЯ ПО ТУРИЗЪМ Десислава Михалкова – Станимирова Гл. експерт в дирекция “Туристическа политика” 20 октомври, 2008 г, гр. София Презентация на тему Просто сказочные вопросы
Презентация на тему Просто сказочные вопросы  Я Гражданин России
Я Гражданин России Же-Ким
Же-Ким Корпоративный мессенджер для брейнштормов
Корпоративный мессенджер для брейнштормов Олимпийские игры: символика ,история, география
Олимпийские игры: символика ,история, география Чичиков – беда или надежда России? Образ Чичикова в поэме Николая Васильевича Гоголя «Мёртвые души»
Чичиков – беда или надежда России? Образ Чичикова в поэме Николая Васильевича Гоголя «Мёртвые души» Событийные мероприятия
Событийные мероприятия Трение в нашей жизни
Трение в нашей жизни О повышении эффективности и безопасного использования отраслевого парка исследовательских ядерных установок
О повышении эффективности и безопасного использования отраслевого парка исследовательских ядерных установок Всероссийский инженерный конкурс. Лесопосадочные машины
Всероссийский инженерный конкурс. Лесопосадочные машины Презентация на тему Значение птиц в природе и жизни человека
Презентация на тему Значение птиц в природе и жизни человека Презентация на тему Экстремумы функции
Презентация на тему Экстремумы функции Джинсы
Джинсы Презентация к методической разработке для спецкурса: «Обратные тригонометрические функции» (10-11 кл.).
Презентация к методической разработке для спецкурса: «Обратные тригонометрические функции» (10-11 кл.). Хороших знаний и отличного настроения!
Хороших знаний и отличного настроения! Поддержка стандарта OpenGIS в СУБД ЛИНТЕР
Поддержка стандарта OpenGIS в СУБД ЛИНТЕР Презентация на тему Транспорт
Презентация на тему Транспорт Три вида бизнеса, востребованные в г. Кострома
Три вида бизнеса, востребованные в г. Кострома Обработка юбки после первой примерки
Обработка юбки после первой примерки Конкурс среди социально ориентированных некоммерческих организаций на право получения субсидий из бюджета города Екатеринбурга
Конкурс среди социально ориентированных некоммерческих организаций на право получения субсидий из бюджета города Екатеринбурга Fun Activities (Развлечения)
Fun Activities (Развлечения) Мониторинг направлений актуального профессионального развития научно-педагогических, руководящих кадров, сотрудников ПетрГУ
Мониторинг направлений актуального профессионального развития научно-педагогических, руководящих кадров, сотрудников ПетрГУ КУБА – УКРАЙНА 1990 – 2011
КУБА – УКРАЙНА 1990 – 2011 Презентация на тему Дифракция света
Презентация на тему Дифракция света Родители трудолюбивы и дети не ленивы
Родители трудолюбивы и дети не ленивы Ліпікар. Очищувальний гель
Ліпікар. Очищувальний гель