- ТЗ 2

Содержание
- 2. Виробництво інфузійних розчинів (включаючи ЦЗЛ та ВТК) Номенклатура Пускова потужність - 5 млн. фл. / рік
- 3. Серійне виробництво розчинів для інфузій Терміни проведення будівництва
- 4. Контроль у процесі виробництва Вихідна сировина, матеріали, напівпродукти Стадія 1. Підготовка сировини Ваги Стадія 2. Підготовка
- 5. Контроль у процесі виробництва Вихідна сировина, матеріали, напівпродукти Стадія 1. Підготовка сировини Ваги Стадія 2. Підготовка
- 6. Контроль у процесі виробництва Вихідна сировина, матеріали, напівпродукти Стадія 1. Підготовка сировини Ваги Стадія 2. Підготовка
- 7. Контроль у процесі виробництва Вихідна сировина, матеріали, напівпродукти Стадія 1. Підготовка сировини Ваги Стадія 2. Підготовка
- 8. Контроль у процесі виробництва Вихідна сировина, матеріали, напівпродукти Стадія 1. Підготовка сировини Ваги Стадія 2. Підготовка
- 9. Контроль у процесі виробництва Вихідна сировина, матеріали, напівпродукти Стадія 1. Підготовка сировини Ваги Стадія 2. Підготовка
- 10. Річна програма виробництва Річна потужність - 5 млн. фл. / рік (з розрахунку на флакони по
- 11. Розрахунок та вибір основного та допоміжного обладнання Розрахунок ємнісного обладнання. З урахування коефіцієнту заповнення φ необхідно
- 12. Розрахунок кількості основного та допоміжного обладнання Або N=Qріч/(q ∙ Fн), де N – кількість одиниць обладнання;
- 13. 3. Стерилізаційний тунель Nр= n/mτ = 13334 /(3000 ∙ 8) = 0,55 – достатньо одного тунелю.
- 14. 7. Автомат для пакування флаконів у пачки Nр= n/mτ = 13 334 /(5000 ∙ 8) =
- 15. Розрахунки витрат води, пари, електроенергії та стислого повітря Витрати води та пари Всередньому при приготуванні р-ну
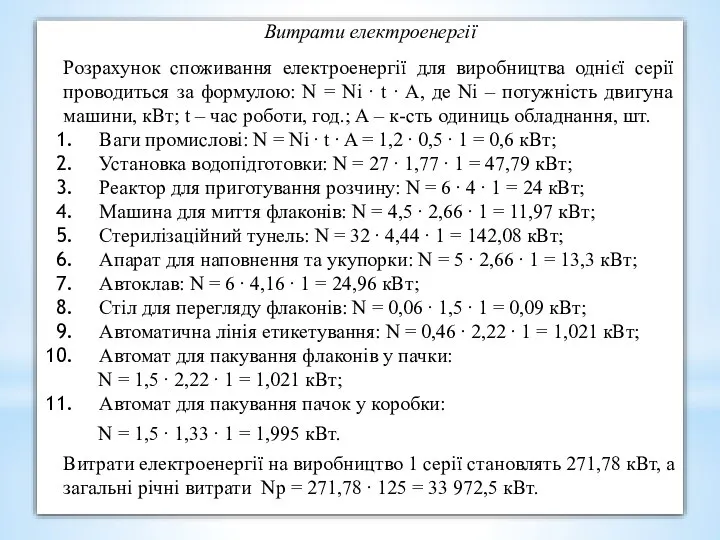
- 16. Витрати електроенергії Розрахунок споживання електроенергії для виробництва однієї серії проводиться за формулою: N = Ni ∙
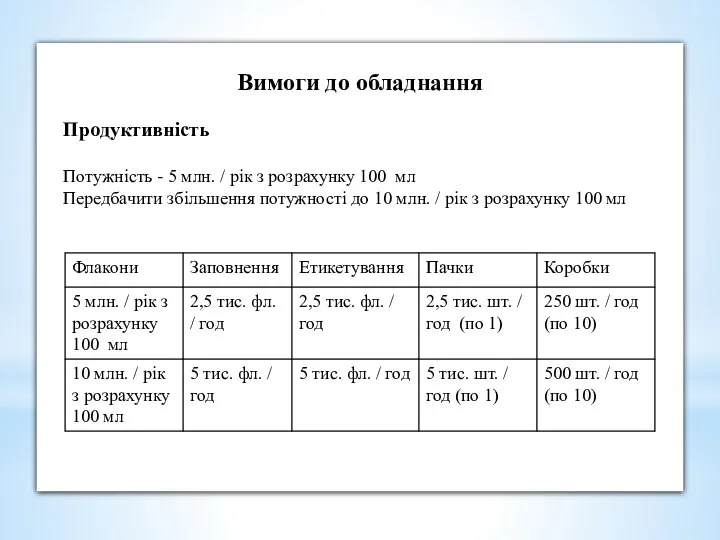
- 17. Вимоги до обладнання Продуктивність Потужність - 5 млн. / рік з розрахунку 100 мл Передбачити збільшення
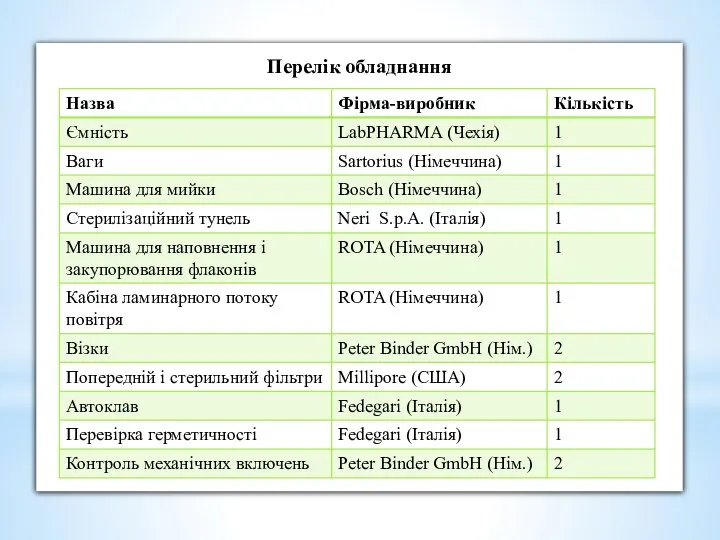
- 18. Перелік обладнання
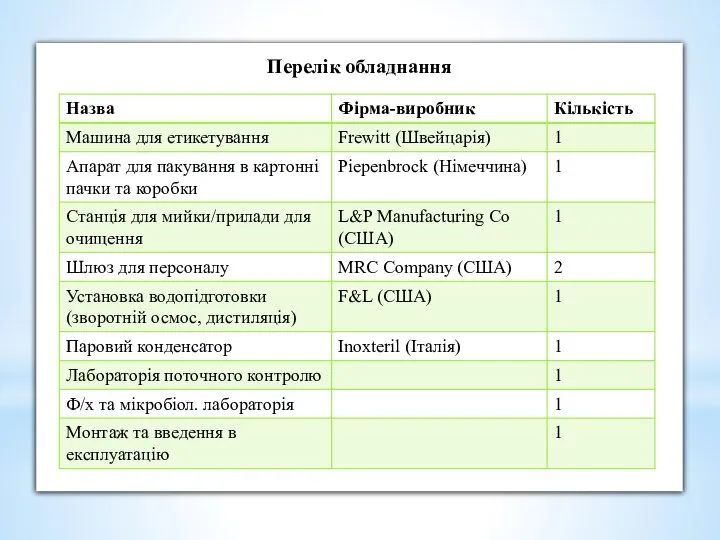
- 19. Перелік обладнання
- 20. Ваги Виробник: Техноваги (Україна) Моделі: платформні ТВ1 промислові ТВ-31-4. - Підсилена конструкція ваги та GMP-дизайн; -
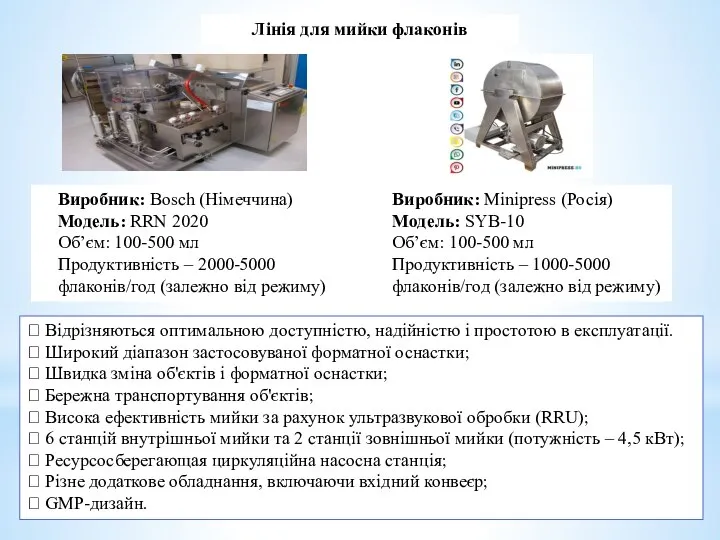
- 21. Лінія для мийки флаконів Виробник: Bosch (Німеччина) Модель: RRN 2020 Об’єм: 100-500 мл Продуктивність – 2000-5000
- 22. Стерилізаційний тунель Виробник: Neri S.p.A. (Італія) Продуктивність – до 3000 фл. / год., потужність – 32
- 23. Установка багатоступеневої дистиляції Виробник: STERIS Life Sciences Модель: Finn-Aqua Продуктивність: 500-750 л/год Виробник: F&L (США) Модель:
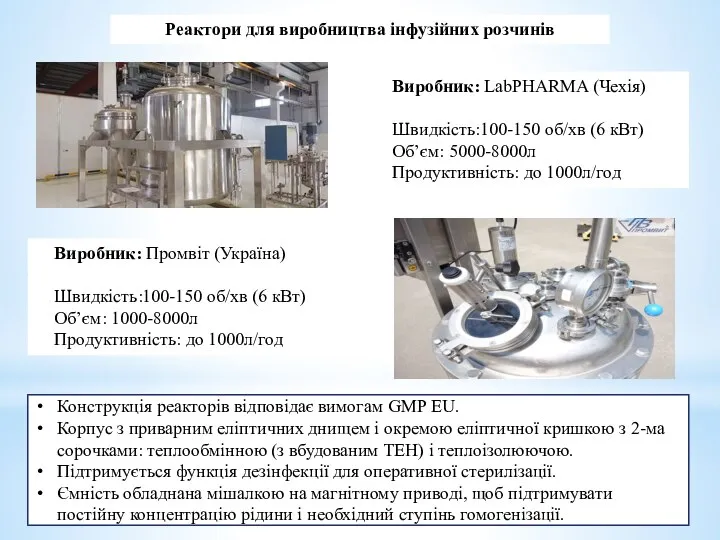
- 24. Реактори для виробництва інфузійних розчинів Виробник: LabPHARMA (Чехія) Швидкість:100-150 об/хв (6 кВт) Об’єм: 5000-8000л Продуктивність: до
- 25. Фільтри для рідин Матриця градуйованою щільності картріджних фільтрів дозволяє обернути в один картридж носій з двома
- 26. Машина для наповнення і закупорювання флаконів Виробник: ROTA (Німеччина) Продуктивність – 2-5 тис. фл / год
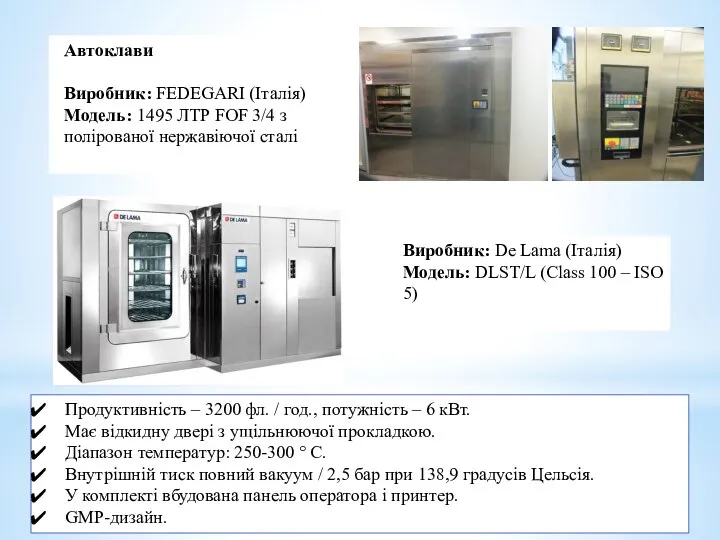
- 27. Автоклави Виробник: FEDEGARI (Італія) Модель: 1495 ЛТР FOF 3/4 з полірованої нержавіючої сталі Продуктивність – 3200
- 28. Машина для етикетування Виробник: Marchesini (Італія) Модель: Neri RL 500 Продуктивність – 2500-6000 фл./год. (залежно від
- 30. Скачать презентацию
Слайд 2Виробництво інфузійних розчинів
(включаючи ЦЗЛ та ВТК)
Номенклатура
Пускова потужність - 5 млн. фл.
Виробництво інфузійних розчинів
(включаючи ЦЗЛ та ВТК)
Номенклатура
Пускова потужність - 5 млн. фл.
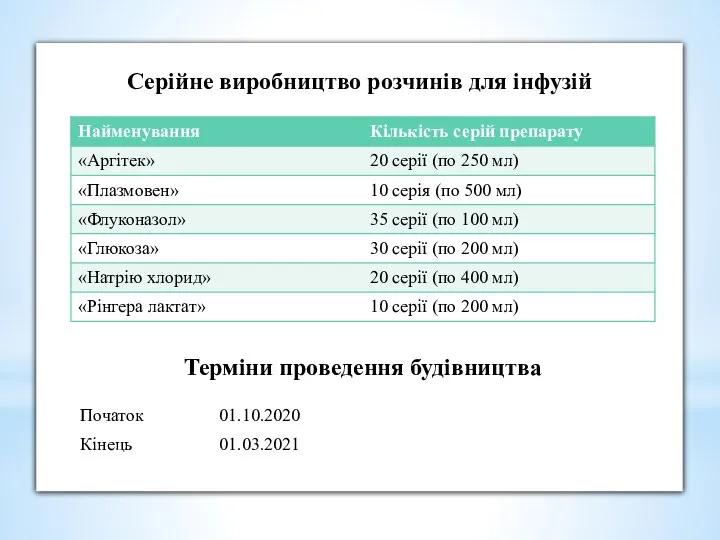
Слайд 3Серійне виробництво розчинів для інфузій
Терміни проведення будівництва
Серійне виробництво розчинів для інфузій
Терміни проведення будівництва
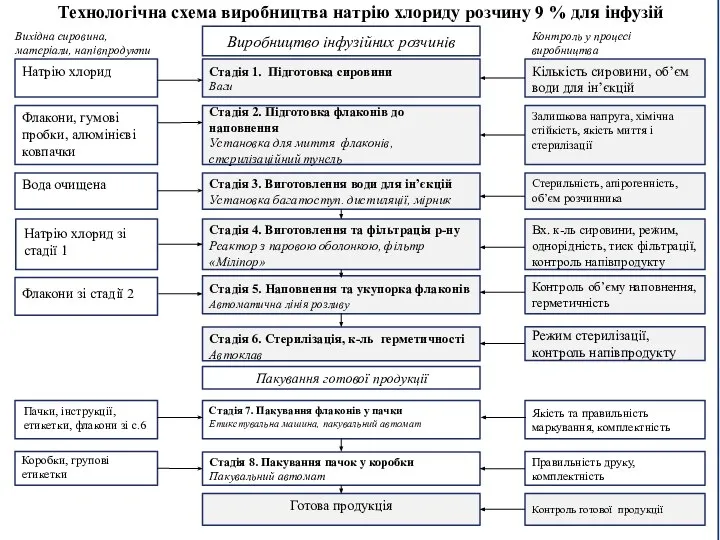
Слайд 4Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка

Слайд 5Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка

Слайд 6Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка

Слайд 7Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка

Слайд 8Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Слайд 9Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка
Контроль у процесі виробництва
Вихідна сировина, матеріали, напівпродукти
Стадія 1. Підготовка сировини
Ваги
Стадія 2. Підготовка

Слайд 10
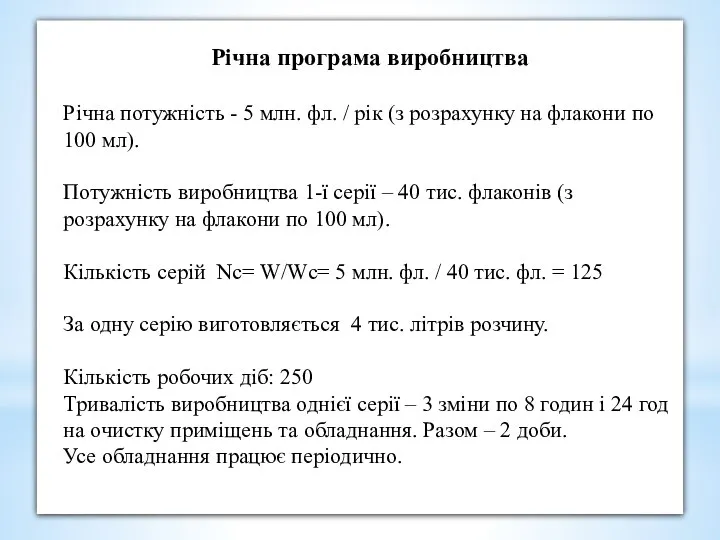
Річна програма виробництва
Річна потужність - 5 млн. фл. / рік (з розрахунку
Річна програма виробництва
Річна потужність - 5 млн. фл. / рік (з розрахунку
Слайд 11
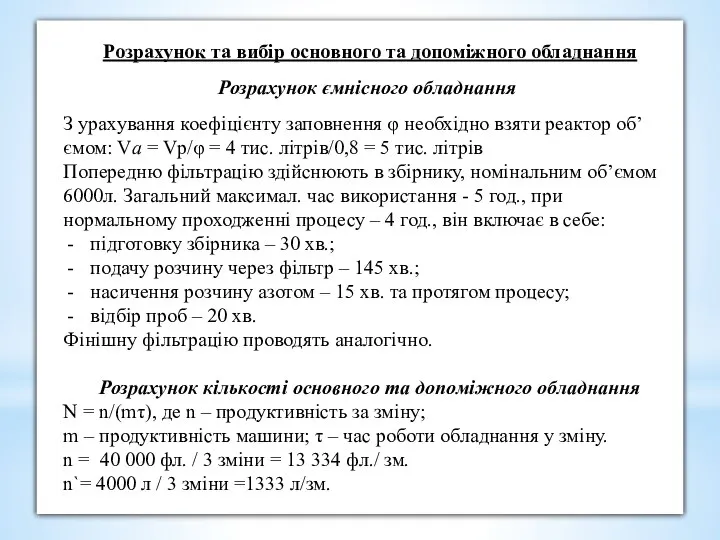
Розрахунок та вибір основного та допоміжного обладнання
Розрахунок ємнісного обладнання.
З урахування коефіцієнту
Розрахунок та вибір основного та допоміжного обладнання
Розрахунок ємнісного обладнання.
З урахування коефіцієнту
Слайд 12
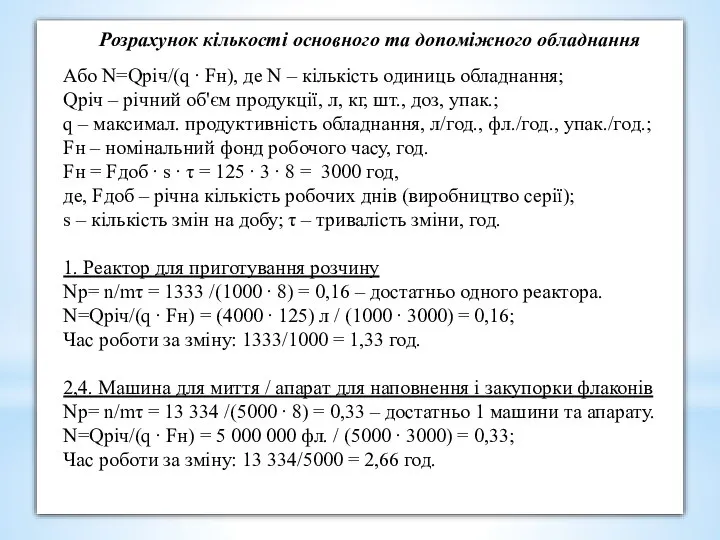
Розрахунок кількості основного та допоміжного обладнання
Або N=Qріч/(q ∙ Fн), де N –
Розрахунок кількості основного та допоміжного обладнання
Або N=Qріч/(q ∙ Fн), де N –
Слайд 13
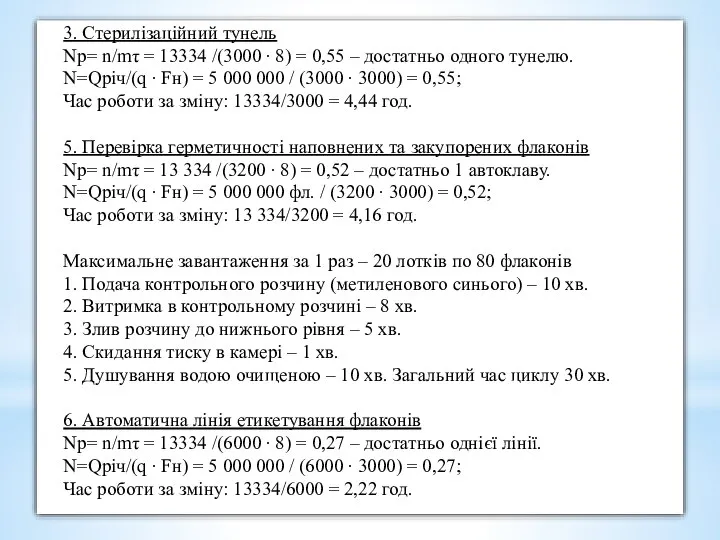
3. Стерилізаційний тунель
Nр= n/mτ = 13334 /(3000 ∙ 8) = 0,55 –
3. Стерилізаційний тунель
Nр= n/mτ = 13334 /(3000 ∙ 8) = 0,55 –
Слайд 14
7. Автомат для пакування флаконів у пачки
Nр= n/mτ = 13 334 /(5000
7. Автомат для пакування флаконів у пачки
Nр= n/mτ = 13 334 /(5000

Слайд 15
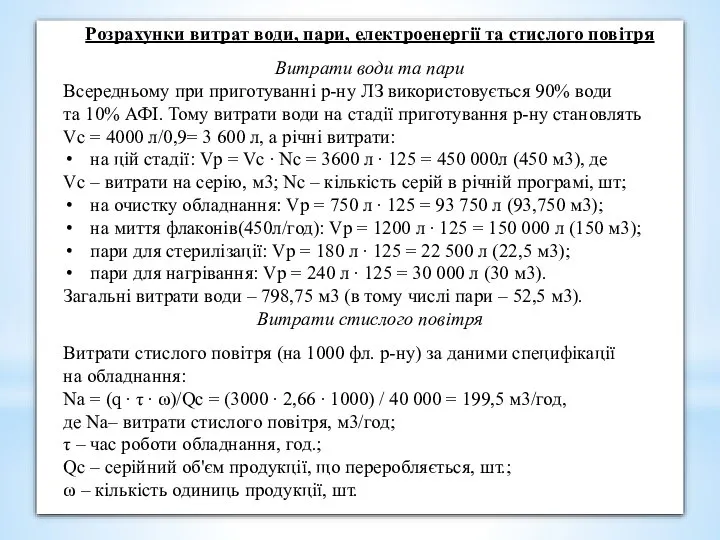
Розрахунки витрат води, пари, електроенергії та стислого повітря
Витрати води та пари
Всередньому
Розрахунки витрат води, пари, електроенергії та стислого повітря
Витрати води та пари
Всередньому
Слайд 16
Витрати електроенергії
Розрахунок споживання електроенергії для виробництва однієї серії проводиться за формулою: N
Витрати електроенергії
Розрахунок споживання електроенергії для виробництва однієї серії проводиться за формулою: N
Слайд 17Вимоги до обладнання
Продуктивність
Потужність - 5 млн. / рік з розрахунку 100 мл
Передбачити
Вимоги до обладнання
Продуктивність
Потужність - 5 млн. / рік з розрахунку 100 мл
Передбачити
Слайд 18Перелік обладнання
Перелік обладнання
Слайд 19Перелік обладнання
Перелік обладнання
Слайд 20Ваги
Виробник: Техноваги (Україна)
Моделі:
платформні ТВ1
промислові ТВ-31-4.
- Підсилена конструкція ваги та GMP-дизайн;
-
Ваги
Виробник: Техноваги (Україна)
Моделі:
платформні ТВ1
промислові ТВ-31-4.
- Підсилена конструкція ваги та GMP-дизайн; -

Слайд 21Лінія для мийки флаконів
Виробник: Bosch (Німеччина)
Модель: RRN 2020
Об’єм: 100-500 мл
Продуктивність – 2000-5000
Лінія для мийки флаконів
Виробник: Bosch (Німеччина)
Модель: RRN 2020
Об’єм: 100-500 мл
Продуктивність – 2000-5000
Слайд 22Стерилізаційний тунель
Виробник: Neri S.p.A. (Італія)
Продуктивність – до 3000 фл. / год., потужність
Стерилізаційний тунель
Виробник: Neri S.p.A. (Італія)
Продуктивність – до 3000 фл. / год., потужність

Слайд 23Установка багатоступеневої дистиляції
Виробник: STERIS Life Sciences
Модель: Finn-Aqua
Продуктивність: 500-750 л/год
Виробник: F&L (США)
Модель:
Установка багатоступеневої дистиляції
Виробник: STERIS Life Sciences
Модель: Finn-Aqua
Продуктивність: 500-750 л/год
Виробник: F&L (США)
Модель:

Слайд 24Реактори для виробництва інфузійних розчинів
Виробник: LabPHARMA (Чехія)
Швидкість:100-150 об/хв (6 кВт)
Об’єм: 5000-8000л
Продуктивність: до
Реактори для виробництва інфузійних розчинів
Виробник: LabPHARMA (Чехія)
Швидкість:100-150 об/хв (6 кВт)
Об’єм: 5000-8000л
Продуктивність: до
Слайд 25Фільтри для рідин
Матриця градуйованою щільності картріджних фільтрів дозволяє обернути в один картридж
Фільтри для рідин
Матриця градуйованою щільності картріджних фільтрів дозволяє обернути в один картридж

Слайд 26Машина для наповнення і закупорювання флаконів
Виробник: ROTA (Німеччина)
Продуктивність – 2-5 тис. фл
Машина для наповнення і закупорювання флаконів
Виробник: ROTA (Німеччина)
Продуктивність – 2-5 тис. фл

Слайд 27Автоклави
Виробник: FEDEGARI (Італія)
Модель: 1495 ЛТР FOF 3/4 з полірованої нержавіючої сталі
Продуктивність –
Автоклави
Виробник: FEDEGARI (Італія)
Модель: 1495 ЛТР FOF 3/4 з полірованої нержавіючої сталі
Продуктивність –
Слайд 28Машина для етикетування
Виробник: Marchesini (Італія)
Модель: Neri RL 500
Продуктивність – 2500-6000 фл./год. (залежно
Машина для етикетування
Виробник: Marchesini (Італія)
Модель: Neri RL 500
Продуктивність – 2500-6000 фл./год. (залежно

 От мечты к открытию. Женщины в науке
От мечты к открытию. Женщины в науке Электронный документооборотПрактика внедрения
Электронный документооборотПрактика внедрения Встреча участников сети практиков в области миграции и денежных переводов ( МИРПАЛ)
Встреча участников сети практиков в области миграции и денежных переводов ( МИРПАЛ) ПРАВО КАК ПРОЦЕДУРА
ПРАВО КАК ПРОЦЕДУРА Новое поколение тракторов КИРОВЕЦ К-7М
Новое поколение тракторов КИРОВЕЦ К-7М Презентация на тему Серебряный век русской литературы
Презентация на тему Серебряный век русской литературы Строение земного шара
Строение земного шара "ВНИМАНИЕ!
"ВНИМАНИЕ! Психологические особенности адаптации младших школьников к условиям и требованиям школы
Психологические особенности адаптации младших школьников к условиям и требованиям школы Теоретические подходы к консультированию
Теоретические подходы к консультированию Создавать видимость активной работы Минимизировать ответственность и риски Сохранить хорошую мину Получать большую зарплату КАК
Создавать видимость активной работы Минимизировать ответственность и риски Сохранить хорошую мину Получать большую зарплату КАК Отряд Вши
Отряд Вши Слова с сочетаниями чк, чн
Слова с сочетаниями чк, чн Парк культуры и отдыха Заельцовский
Парк культуры и отдыха Заельцовский Программирование
Программирование Социальная психология. Практическое занятие №1
Социальная психология. Практическое занятие №1 Перегонка и ректификация
Перегонка и ректификация D3_Hum_2_Greece_2022
D3_Hum_2_Greece_2022 Творожная запеканка
Творожная запеканка Стандартизация. История развития
Стандартизация. История развития Презентация на тему Времена года
Презентация на тему Времена года INVITE
INVITE Буддизм: учение о преодолении зла
Буддизм: учение о преодолении зла Организация и порядок проведения учений, тренировок по ГО и защите от чрезвычайных ситуаций
Организация и порядок проведения учений, тренировок по ГО и защите от чрезвычайных ситуаций  Курс молодого консультанта
Курс молодого консультанта Чарльз Дарвин биография
Чарльз Дарвин биография ВИЗИТНАЯ КАРТОЧКА БИБЛИОТЕКИ
ВИЗИТНАЯ КАРТОЧКА БИБЛИОТЕКИ УЧИМ БУКВЫ
УЧИМ БУКВЫ