- Указатель. Общие сведения

Содержание
- 2. Основные показатели (2021) Объём производства И Распределение Упаковки 20.08.2019 Для автоматизации систем розлива для использования этих
- 3. Основные показатели (2021) Объём производства И Распределение Упаковки 20.08.2019 ДЛЯ АВТОМАТИЗАЦИИ СИСТЕМ РОЗЛИВА ДЛЯ ИСПОЛЬЗОВАНИЯ ЭТИХ
- 4. Основные показатели (2021) Объём производства И Распределение Упаковки 20.08.2019 ДЛЯ АВТОМАТИЗАЦИИ СИСТЕМ РОЗЛИВА ДЛЯ ИСПОЛЬЗОВАНИЯ ЭТИХ
- 5. Конвейер с боковым захватом Кодирующее устройство Кодирующее устройство 35 упак / мин Продолжение движения контрольные весы
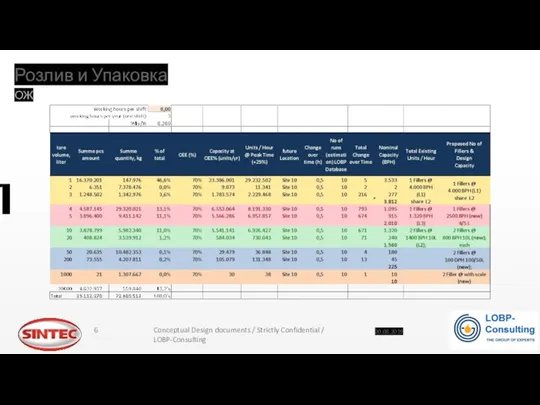
- 6. Розлив и Упаковка ОЖ 20.08.2019 Глава 2-6 / 8
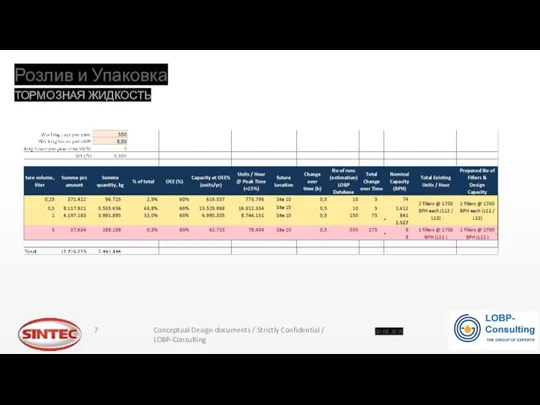
- 7. Розлив и Упаковка ТОРМОЗНАЯ ЖИДКОСТЬ 20.08.2019
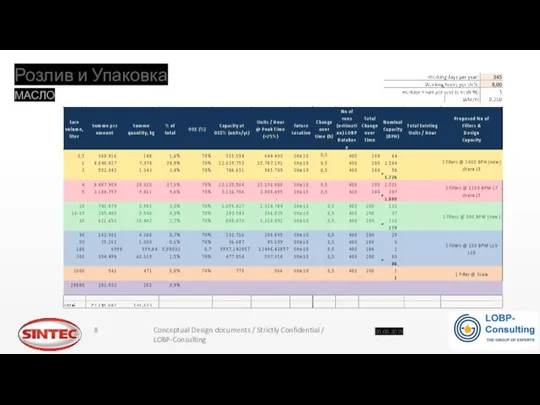
- 8. Розлив и Упаковка МАСЛО 20.08.2019
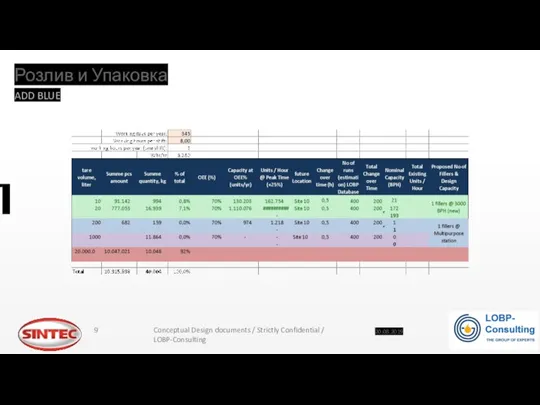
- 9. Розлив и Упаковка ADD BLUE 20.08.2019 Глава 2-6 / 8
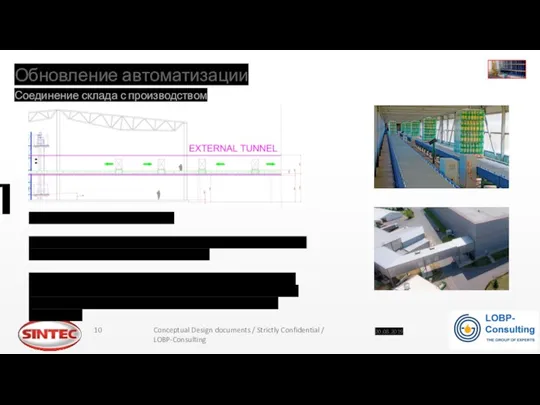
- 10. Обновление автоматизации Соединение склада с производством 20.08.2019 Соединение отдельных зданий Конвейеры позволяют быстро транспортировать товары на
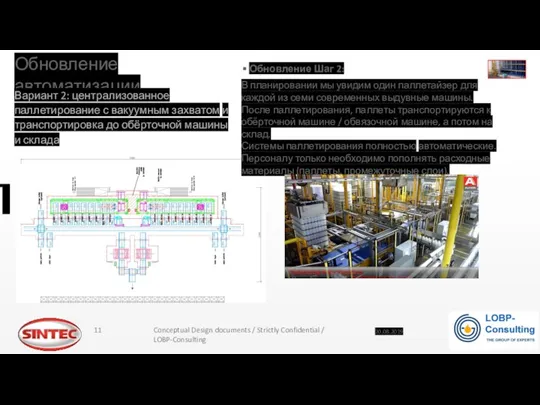
- 11. Обновление автоматизации Вариант 2: централизованное паллетирование с вакуумным захватом и транспортировка до обёрточной машины и склада
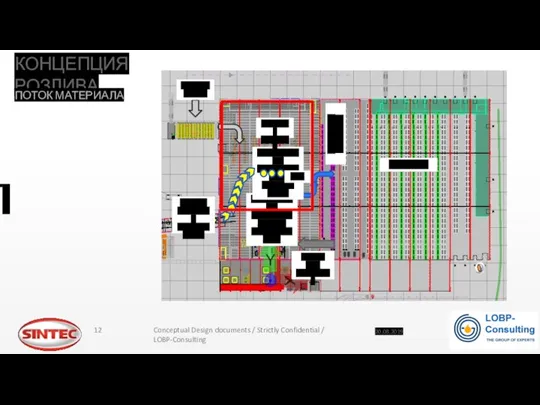
- 12. КОНЦЕПЦИЯ РОЗЛИВА ПОТОК МАТЕРИАЛА 20.08.2019 Глава 2-6 / 8
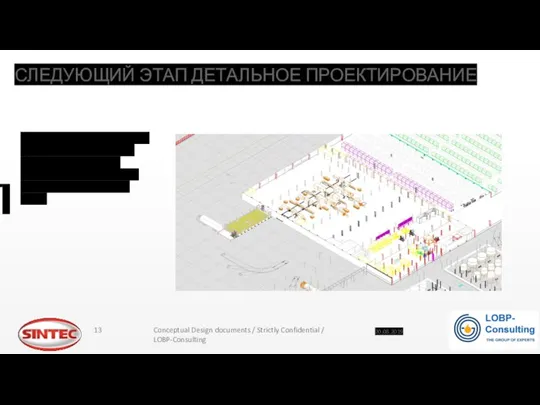
- 13. СЛЕДУЮЩИЙ ЭТАП ДЕТАЛЬНОЕ ПРОЕКТИРОВАНИЕ 20.08.2019 Детальное проектирование должно осуществляться специализированной инженерной компании по розливу на следующем
- 15. Скачать презентацию
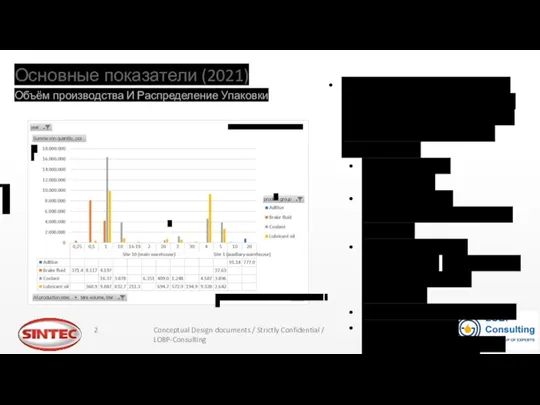
Слайд 2Основные показатели (2021)
Объём производства И Распределение Упаковки
20.08.2019
Для автоматизации систем розлива для использования
Основные показатели (2021)
Объём производства И Распределение Упаковки
20.08.2019
Для автоматизации систем розлива для использования
Слайд 3Основные показатели (2021)
Объём производства И Распределение Упаковки
20.08.2019
ДЛЯ АВТОМАТИЗАЦИИ СИСТЕМ РОЗЛИВА ДЛЯ ИСПОЛЬЗОВАНИЯ
Основные показатели (2021)
Объём производства И Распределение Упаковки
20.08.2019
ДЛЯ АВТОМАТИЗАЦИИ СИСТЕМ РОЗЛИВА ДЛЯ ИСПОЛЬЗОВАНИЯ
Слайд 4Основные показатели (2021)
Объём производства И Распределение Упаковки
20.08.2019
ДЛЯ АВТОМАТИЗАЦИИ СИСТЕМ РОЗЛИВА ДЛЯ ИСПОЛЬЗОВАНИЯ
Основные показатели (2021)
Объём производства И Распределение Упаковки
20.08.2019
ДЛЯ АВТОМАТИЗАЦИИ СИСТЕМ РОЗЛИВА ДЛЯ ИСПОЛЬЗОВАНИЯ
Слайд 5Конвейер с боковым захватом
Кодирующее устройство
Кодирующее устройство
35 упак / мин
Продолжение движения
контрольные весы
Кодирующее устройство
короб
Кодирующее
Конвейер с боковым захватом
Кодирующее устройство
Кодирующее устройство
35 упак / мин
Продолжение движения
контрольные весы
Кодирующее устройство
короб
Кодирующее
Слайд 6Розлив и Упаковка
ОЖ
20.08.2019
Глава 2-6 / 8
Розлив и Упаковка
ОЖ
20.08.2019
Глава 2-6 / 8
Слайд 7Розлив и Упаковка
ТОРМОЗНАЯ ЖИДКОСТЬ
20.08.2019
Розлив и Упаковка
ТОРМОЗНАЯ ЖИДКОСТЬ
20.08.2019
Слайд 8Розлив и Упаковка
МАСЛО
20.08.2019
Розлив и Упаковка
МАСЛО
20.08.2019
Слайд 9Розлив и Упаковка
ADD BLUE
20.08.2019
Глава 2-6 / 8
Розлив и Упаковка
ADD BLUE
20.08.2019
Глава 2-6 / 8
Слайд 10Обновление автоматизации
Соединение склада с производством
20.08.2019
Соединение отдельных зданий
Конвейеры позволяют быстро транспортировать товары
Обновление автоматизации
Соединение склада с производством
20.08.2019
Соединение отдельных зданий
Конвейеры позволяют быстро транспортировать товары
Слайд 11Обновление автоматизации
Вариант 2: централизованное паллетирование с вакуумным захватом и транспортировка до обёрточной
Обновление автоматизации
Вариант 2: централизованное паллетирование с вакуумным захватом и транспортировка до обёрточной
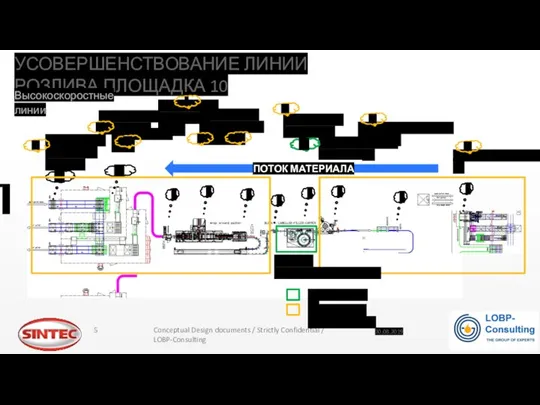
Слайд 12КОНЦЕПЦИЯ РОЗЛИВА
ПОТОК МАТЕРИАЛА
20.08.2019
Глава 2-6 / 8
КОНЦЕПЦИЯ РОЗЛИВА
ПОТОК МАТЕРИАЛА
20.08.2019
Глава 2-6 / 8
Слайд 13СЛЕДУЮЩИЙ ЭТАП ДЕТАЛЬНОЕ ПРОЕКТИРОВАНИЕ
20.08.2019
Детальное проектирование должно осуществляться специализированной инженерной компании по розливу
СЛЕДУЮЩИЙ ЭТАП ДЕТАЛЬНОЕ ПРОЕКТИРОВАНИЕ
20.08.2019
Детальное проектирование должно осуществляться специализированной инженерной компании по розливу
 Урок – тренинг по математике
Урок – тренинг по математике Музыкальные инструменты Индии
Музыкальные инструменты Индии Новогоднее промо Левъ Голицынъ Новогодние тосты
Новогоднее промо Левъ Голицынъ Новогодние тосты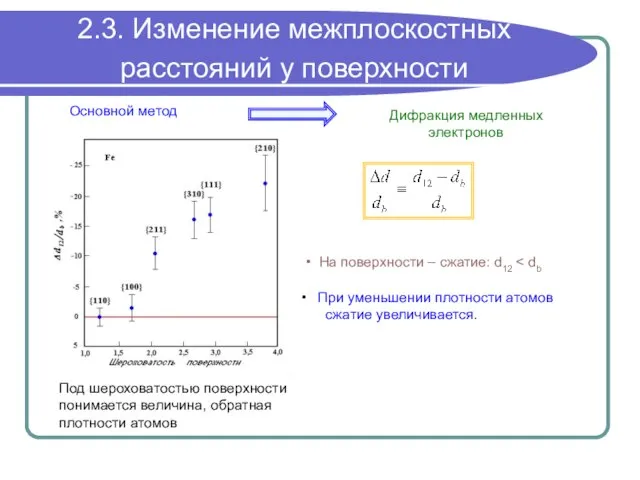 2.3. Изменение межплоскостных расстояний у поверхности
2.3. Изменение межплоскостных расстояний у поверхности курсач
курсач 1 Пермь, 20101 Пермь, 20102345 При создании маршрута экологической тропы и описании станций студентами использованы критерии информативн
1 Пермь, 20101 Пермь, 20102345 При создании маршрута экологической тропы и описании станций студентами использованы критерии информативн ООО Ушаковские Верфи
ООО Ушаковские Верфи Трагедия дезертира Андрея Гуськова
Трагедия дезертира Андрея Гуськова Соотношения между сторонами и углами в прямоугольном треугольнике
Соотношения между сторонами и углами в прямоугольном треугольнике Правила оформления чертежей
Правила оформления чертежей Орфографические пятиминутки
Орфографические пятиминутки РУКОВОДЯЩИЙ СОСТАВ ФКУ ЦУКС ГУ МЧС РОССИИ ПО МОСКОВСКОЙ ОБЛАСТИ
РУКОВОДЯЩИЙ СОСТАВ ФКУ ЦУКС ГУ МЧС РОССИИ ПО МОСКОВСКОЙ ОБЛАСТИ QRPp
QRPp Smart. Значение
Smart. Значение Закон Всемирного тяготения
Закон Всемирного тяготения Как приручить дракона
Как приручить дракона Красивая обложка или удобство использования?Компромисс между дизайном и юзабилити
Красивая обложка или удобство использования?Компромисс между дизайном и юзабилити Алгостихи в лирике А.С.Пушкина
Алгостихи в лирике А.С.Пушкина Введение в сжатие видео Дмитрий Ватолин Московский Государственный Университет CS MSU Graphics&Media Lab
Введение в сжатие видео Дмитрий Ватолин Московский Государственный Университет CS MSU Graphics&Media Lab Умеем ли мы правильно себя вести. Как нужно реагировать на комплименты?
Умеем ли мы правильно себя вести. Как нужно реагировать на комплименты? Салалас құрмалас сөйлемдердің мағыналық түрлерін ажырата білу, түрлендіру
Салалас құрмалас сөйлемдердің мағыналық түрлерін ажырата білу, түрлендіру Разработка, тестирование и развертывание баз данных в Visual Studio Team System 2010
Разработка, тестирование и развертывание баз данных в Visual Studio Team System 2010 Работа супервизорской группыс разбором конкретного случая Милославская Н.С., Потапенко И.Г.
Работа супервизорской группыс разбором конкретного случая Милославская Н.С., Потапенко И.Г. Презентация на тему Применение первого начала термодинамики к изопроцессам
Презентация на тему Применение первого начала термодинамики к изопроцессам
 Управление государственными заказами
Управление государственными заказами Презентация на тему Европа
Презентация на тему Европа Встречают по одёжке…
Встречают по одёжке… Презентация на тему Волшебная сила музыки (6 класс)
Презентация на тему Волшебная сила музыки (6 класс)