- Выбор допускаемых напряжений.

Содержание
- 2. ВЫБОР ДОПУСКАЕМЫХ НАПРЯЖЕНИЙ. Табличный метод состоит в выборе допускаемых напряжений и коэффициентов запаса прочности из специализированных
- 3. Допускаемые напряжения при статических нагрузках рекомендуется определять по формулам: а) для пластичных материалов при растяжении или
- 4. СТАНДАРТИЗАЦИЯ ДЕТАЛЕЙ МАШИН Стандартизация - установление специальных обязательных норм, называемых стандартами, которым должны соответствовать определенные виды
- 5. ДОПУСКИ И ПОСАДКИ Взаимозаменяемость деталей машин обеспечивается системой допусков и посадок, нормализованной ГОСом. Система допусков и
- 7. Скачать презентацию
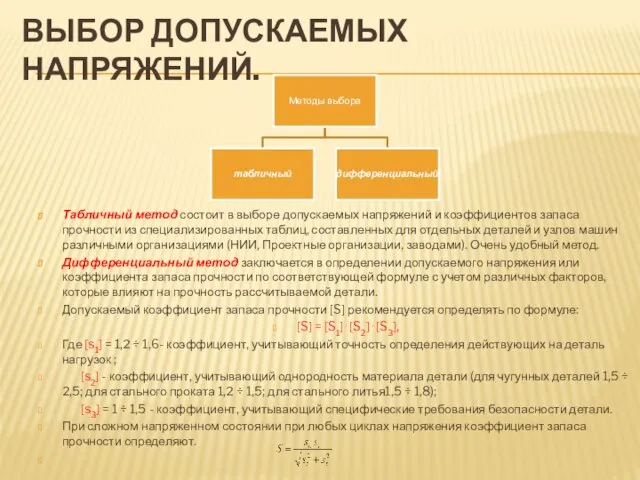
Слайд 2ВЫБОР ДОПУСКАЕМЫХ НАПРЯЖЕНИЙ.
Табличный метод состоит в выборе допускаемых напряжений и коэффициентов запаса
ВЫБОР ДОПУСКАЕМЫХ НАПРЯЖЕНИЙ.
Табличный метод состоит в выборе допускаемых напряжений и коэффициентов запаса
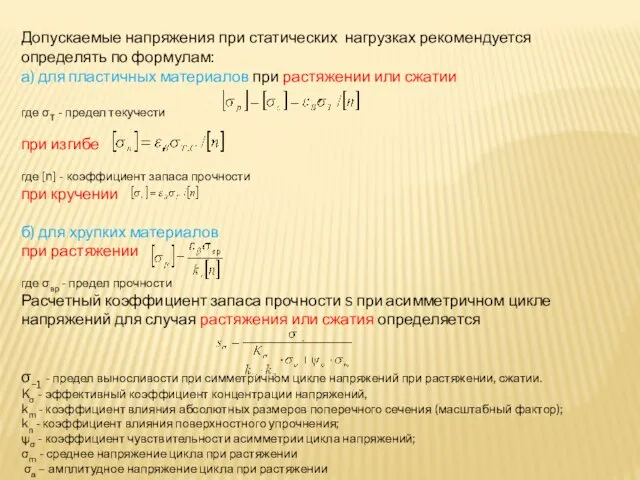
Слайд 3Допускаемые напряжения при статических нагрузках рекомендуется определять по формулам:
а) для пластичных материалов
Допускаемые напряжения при статических нагрузках рекомендуется определять по формулам:
а) для пластичных материалов
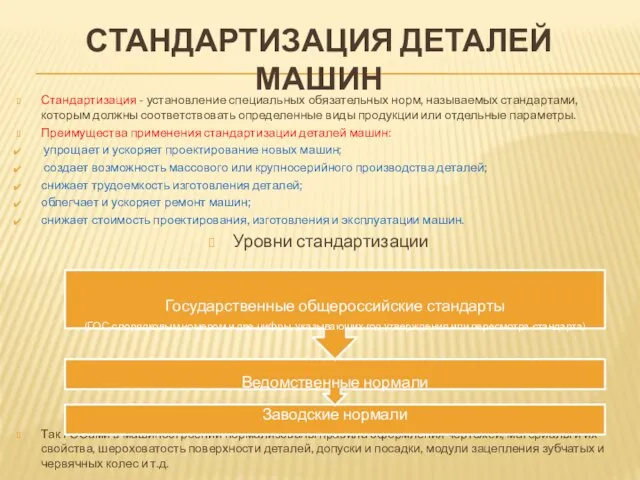
Слайд 4СТАНДАРТИЗАЦИЯ ДЕТАЛЕЙ МАШИН
Стандартизация - установление специальных обязательных норм, называемых стандартами, которым должны
СТАНДАРТИЗАЦИЯ ДЕТАЛЕЙ МАШИН
Стандартизация - установление специальных обязательных норм, называемых стандартами, которым должны
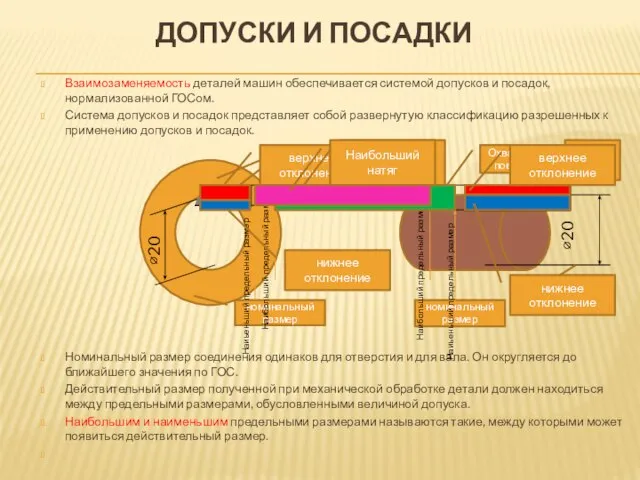
Слайд 5ДОПУСКИ И ПОСАДКИ
Взаимозаменяемость деталей машин обеспечивается системой допусков и посадок, нормализованной ГОСом.
ДОПУСКИ И ПОСАДКИ
Взаимозаменяемость деталей машин обеспечивается системой допусков и посадок, нормализованной ГОСом.
 Модульная структурасистемы ITAS
Модульная структурасистемы ITAS Инвестор, новый уровень
Инвестор, новый уровень Разработка и изготовление ансамбля коллекции женской одежды Butterfly
Разработка и изготовление ансамбля коллекции женской одежды Butterfly Илья Муромец и Соловей-разбойник
Илья Муромец и Соловей-разбойник Времена года. Лабораторная работа №5
Времена года. Лабораторная работа №5 «СОРОК МГНОВЕНИЙ НАЕДИНЕ С КОРНЕМ СТЕПЕНИ n»
«СОРОК МГНОВЕНИЙ НАЕДИНЕ С КОРНЕМ СТЕПЕНИ n» «Регион 74 в составе Российской Федерации».
«Регион 74 в составе Российской Федерации». Правовая информация для несовершеннолетних и их родителей
Правовая информация для несовершеннолетних и их родителей Дальневосточная пожарно-спасательная академия
Дальневосточная пожарно-спасательная академия Воспитательный потенциал современного образования:вызов родительской общественности
Воспитательный потенциал современного образования:вызов родительской общественности СТРЕССОВЫЕ СИТУАЦИИ НА РАБОЧЕМ МЕСТЕ
СТРЕССОВЫЕ СИТУАЦИИ НА РАБОЧЕМ МЕСТЕ Винсент Ван Гог. Подсолнухи
Винсент Ван Гог. Подсолнухи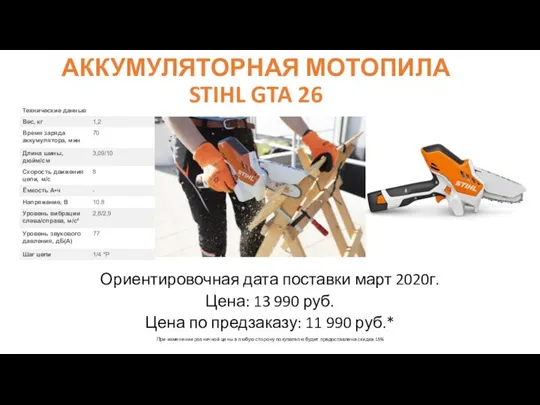 Аккумуляторная мотопила stihl gta 26
Аккумуляторная мотопила stihl gta 26 Китай
Китай Об использовании новых организационных форм медицинского обеспечения и оценки результатов новой системы оплаты труда
Об использовании новых организационных форм медицинского обеспечения и оценки результатов новой системы оплаты труда Татарское декоративно-прикладное искусство
Татарское декоративно-прикладное искусство Буквы Ч,ч, обозначающие звук [ч’]
Буквы Ч,ч, обозначающие звук [ч’] Разрезы в аксонометрических проекциях
Разрезы в аксонометрических проекциях Чему учил китайский мудрец Конфуций
Чему учил китайский мудрец Конфуций Порядок обращения за страховой пенсией по случаю потери кормильца
Порядок обращения за страховой пенсией по случаю потери кормильца Презентация на тему Шолохов «Донские рассказы»
Презентация на тему Шолохов «Донские рассказы» 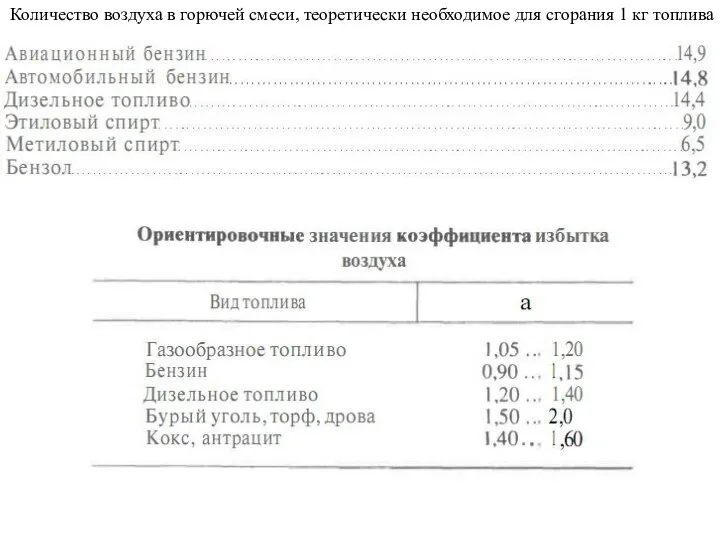 Сгорание топлива. Октановое число
Сгорание топлива. Октановое число Налоговый потенциал
Налоговый потенциал Влияние плавания на здоровье человека
Влияние плавания на здоровье человека Топочные устройства ПК
Топочные устройства ПК Иллюстрационный материал к реферату на тему: Эмпирическая школа управления
Иллюстрационный материал к реферату на тему: Эмпирическая школа управления Can you swim?
Can you swim? МОДЕЛИ УПРАВЛЕНИЯ ЗАПАСАМИ МОДЕЛИ УПРАВЛЕНИЯ ЗАПАСАМИ
МОДЕЛИ УПРАВЛЕНИЯ ЗАПАСАМИ МОДЕЛИ УПРАВЛЕНИЯ ЗАПАСАМИ