- Выполнение неразъемных соединений проводов и кабелей. Пайка

Содержание
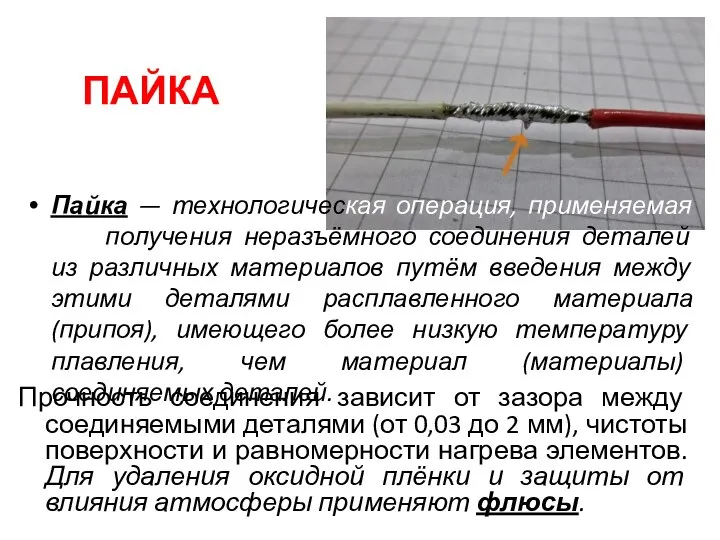
- 2. ПАЙКА Прочность соединения зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности
- 3. МАТЕРИАЛЫ ДЛЯ ПАЙКИ: ПРИПОИ ФЛЮСЫ
- 4. ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ: ПАЯЛЬНИКИ, ПАЯЛЬНЫЕ ВАННОЧКИ ПАЯЛЬНЫЕ СТАНЦИИ ГОРЕЛКИ
- 5. ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ: Хлористый цинк Канифоль Соляная кислота
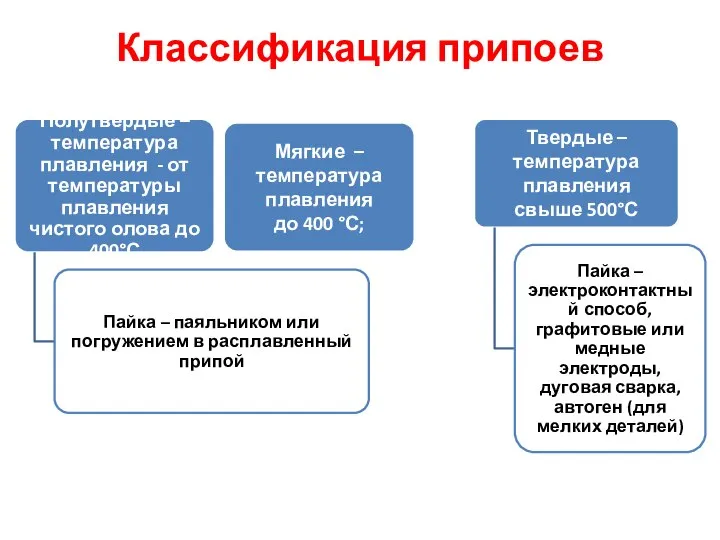
- 6. Классификация припоев
- 7. Требования к соединению: Качество соединения зависит от подготовки поверхности, заключающейся в зачистке и обезжиривании (щелочами, этиловым
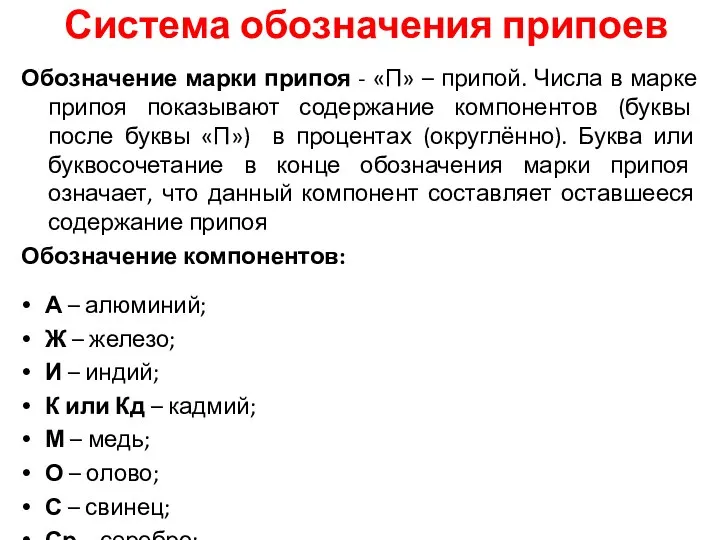
- 8. Система обозначения припоев Обозначение марки припоя - «П» – припой. Числа в марке припоя показывают содержание
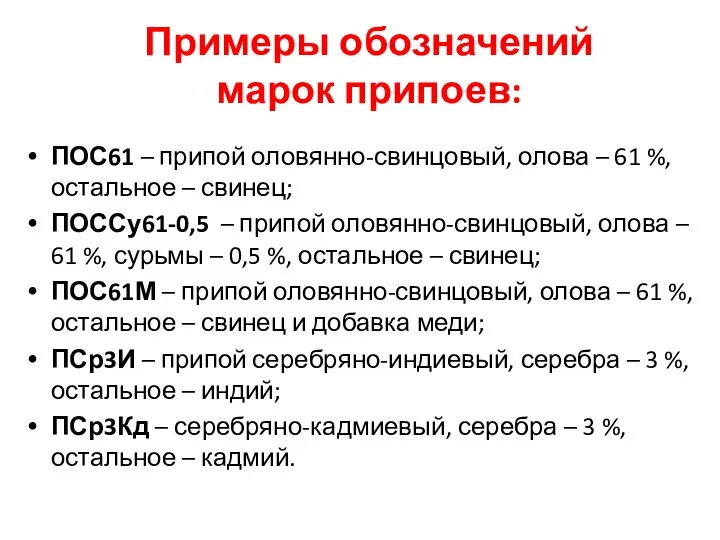
- 9. Примеры обозначений марок припоев: ПОС61 – припой оловянно-свинцовый, олова – 61 %, остальное – свинец; ПОССу61-0,5
- 10. Основные применения мягких и полутвёрдых припоев О2 – лужение и пайка коллекторов, якорных секций и обмоток
- 11. Основные применения мягких и полутвёрдых припоев ПОССу40-0,5 – лужение и пайка жести, обмоток электрических машин, для
- 12. Основные применения твёрдых припоев ПСр72; ПСр50 – пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся
- 13. Припои для пайки алюминия 34-А; 35-А – пайка изделий из алюминия и его сплавов. Паяное соединение
- 14. Флюсы для пайки: Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на
- 15. Классификация флюсов и система их обозначений Флюсы, применяемые при пайке, классифицируются по: температурному интервалу активности; природе
- 16. Классификация флюсов
- 17. ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ: Детали, подлежащие пайке, зачищаются (удаляются защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются
- 19. Скачать презентацию
Слайд 3МАТЕРИАЛЫ ДЛЯ ПАЙКИ:
ПРИПОИ
ФЛЮСЫ
МАТЕРИАЛЫ ДЛЯ ПАЙКИ:
ПРИПОИ
ФЛЮСЫ

Слайд 4ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ:
ПАЯЛЬНИКИ, ПАЯЛЬНЫЕ
ВАННОЧКИ
ПАЯЛЬНЫЕ СТАНЦИИ
ГОРЕЛКИ
ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ:
ПАЯЛЬНИКИ, ПАЯЛЬНЫЕ
ВАННОЧКИ
ПАЯЛЬНЫЕ СТАНЦИИ
ГОРЕЛКИ

Слайд 5ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ:
Хлористый цинк
Канифоль
Соляная кислота
ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ:
Хлористый цинк
Канифоль
Соляная кислота

Слайд 6Классификация припоев
Классификация припоев
Слайд 7Требования к соединению:
Качество соединения зависит от подготовки поверхности, заключающейся в зачистке и
Требования к соединению:
Качество соединения зависит от подготовки поверхности, заключающейся в зачистке и

Слайд 8Система обозначения припоев
Обозначение марки припоя - «П» – припой. Числа в марке
Система обозначения припоев
Обозначение марки припоя - «П» – припой. Числа в марке
Слайд 9Примеры обозначений
марок припоев:
ПОС61 – припой оловянно-свинцовый, олова – 61 %, остальное
Примеры обозначений
марок припоев:
ПОС61 – припой оловянно-свинцовый, олова – 61 %, остальное
Слайд 10Основные применения мягких и полутвёрдых припоев
О2 – лужение и пайка коллекторов,
Основные применения мягких и полутвёрдых припоев
О2 – лужение и пайка коллекторов,
Слайд 11Основные применения мягких и полутвёрдых припоев
ПОССу40-0,5 – лужение и пайка жести, обмоток
Основные применения мягких и полутвёрдых припоев
ПОССу40-0,5 – лужение и пайка жести, обмоток
Слайд 12Основные применения твёрдых припоев
ПСр72; ПСр50 – пайка металлокерамических контактов и различных ответственных
Основные применения твёрдых припоев
ПСр72; ПСр50 – пайка металлокерамических контактов и различных ответственных
Слайд 13Припои для пайки алюминия
34-А; 35-А – пайка изделий из алюминия и его
Припои для пайки алюминия
34-А; 35-А – пайка изделий из алюминия и его
Слайд 14Флюсы для пайки:
Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования
Флюсы для пайки:
Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования
Слайд 15Классификация флюсов и система их обозначений
Флюсы, применяемые при пайке, классифицируются по:
температурному
Классификация флюсов и система их обозначений
Флюсы, применяемые при пайке, классифицируются по:
температурному

Слайд 16Классификация флюсов
Классификация флюсов

Слайд 17ТЕХНОЛОГИЯ
ВЫПОЛНЕНИЯ РАБОТ:
Детали, подлежащие пайке, зачищаются (удаляются защитные покрытия, грязь, окислы). Драгоценные
ТЕХНОЛОГИЯ
ВЫПОЛНЕНИЯ РАБОТ:
Детали, подлежащие пайке, зачищаются (удаляются защитные покрытия, грязь, окислы). Драгоценные

 В братской семье ХОРДОВЫХ…
В братской семье ХОРДОВЫХ… Семья Железовских
Семья Железовских Eğitim Temel Kavramlar
Eğitim Temel Kavramlar ИНСТИТУТ ТЕОРЕТИЧЕСКОЙ И ПРИКЛАДНОЙ ХИМИИ Архангельск 2012
ИНСТИТУТ ТЕОРЕТИЧЕСКОЙ И ПРИКЛАДНОЙ ХИМИИ Архангельск 2012 X Series ZOLL X Series Xtremely - Исключительно Компактный Легкий Мощный… … непревзойденные возможности... без компромиссов!
X Series ZOLL X Series Xtremely - Исключительно Компактный Легкий Мощный… … непревзойденные возможности... без компромиссов! Держим сайт в тонусе
Держим сайт в тонусе БОП и ключевые сроки
БОП и ключевые сроки Телевизионный брендинг
Телевизионный брендинг Скоро ЕГЭ
Скоро ЕГЭ Обобщение знаний по теме "Имя существительное"
Обобщение знаний по теме "Имя существительное" Понятие и виды социального предпринимательства
Понятие и виды социального предпринимательства Царица Кузбасских гор
Царица Кузбасских гор MS Excel
MS Excel ptc creo 2.0 m010 installation guide
ptc creo 2.0 m010 installation guide 25 августа 2006 года
25 августа 2006 года Мои_одногруппники_как_мемы_с_котами
Мои_одногруппники_как_мемы_с_котами Топливосбережение в промышленных котельных
Топливосбережение в промышленных котельных Валеологические рекомендации к оформлению презентации
Валеологические рекомендации к оформлению презентации ул. Замковая 25, 27а
ул. Замковая 25, 27а Самоорганизация населения как покупателя ЖКУ
Самоорганизация населения как покупателя ЖКУ Повесть о настоящем человеке
Повесть о настоящем человеке International financial reporting standards. Fundamentals of IFRS. Gradual replacement IAS
International financial reporting standards. Fundamentals of IFRS. Gradual replacement IAS Презентация на тему Мясо и мясные продукты
Презентация на тему Мясо и мясные продукты  Конкурс Цветик-семицветик
Конкурс Цветик-семицветик Презентация на тему Что мне выбрать в мире ценностей
Презентация на тему Что мне выбрать в мире ценностей 2010
2010 Современные методы клинической психологии
Современные методы клинической психологии Лекция 4. Профессия - лингвист
Лекция 4. Профессия - лингвист