- Work measurement

Содержание
- 2. Introduction Work measurement is the application of techniques designed to establish the time for a qualified
- 3. Introduction Method study is one of principal techniques by which work content in the product manufacture
- 4. Introduction Work measurement (WM) is concerned with investigating, reducing and eliminating ineffective time, whatever may be
- 5. Introduction WM is also used to set standard times to carry out the work, so that
- 6. Introduction Two critical issues in work study: Method study should precede the work measurement, always. Elimination
- 7. Purpose of WM To reveal the nature and extent of ineffective time, from whatever cause, So
- 8. Uses of WM To compare the efficiency of alternative methods. Other conditions being equal, the method
- 9. Uses of time standards To provide information on which the planning and scheduling of production can
- 10. Techniques for WM Time study Activity sampling; and rated activity sampling Synthesis from standard data Pre-determined
- 11. Time study A WM technique for Recording the times and rates of working for the elements
- 12. Selecting a job for time study The job in question is a new one not previously
- 13. Selecting a job for time study To investigate the utilization of a piece of plant, the
- 14. Qualified worker One who is accepted as having the necessary physical attributes, who possesses the required
- 15. Steps in making a time study Obtaining and recording all the information about the job, the
- 16. Steps in making a time study At the same time assessing the effective speed of the
- 17. Breaking the job into elements An element is an distinct part of a specified job selected
- 18. Reasons for breakdown of job To ensure that productive work (or effective time) is separated from
- 19. Reasons for breakdown of job To facilitate checking the method and so that subsequent omission or
- 20. Types of elements A repetitive element is an element which occurs in every work cycle of
- 21. Types of elements A manual element is an element performed by a worker. A machine element
- 22. Recording time for activities Cumulative timing The watch runs continuously throughout the study. At the end
- 23. Recording time for activities Flyback time The hands of the stopwatch is returned to zero at
- 24. Recording time for activities Cumulative time recording is preferred, because: Trainees achieve reasonable accuracy more quickly.
- 25. Recording time for activities Differential timing The elements are timed in groups, first including and then
- 26. Time study: Rating Rating is the assessment of the worker’s rate of working relative to the
- 27. Time study: Rating If the standard pace is maintained and the appropriate relaxation is taken, a
- 28. Time study: Rating It should be noted though that the “standard pace” applies to particular workers
- 29. Time study: Rating The purpose of rating is to determine from the time actually taken by
- 30. Factors affecting rate of working Factors outside the control of workers include: Variation in the quality
- 31. Factors affecting rate of working Factors within worker’s control: Acceptable variation in the quality of the
- 32. Rating factor The figure 100 represents standard performance. If the operator is apparently performing with less
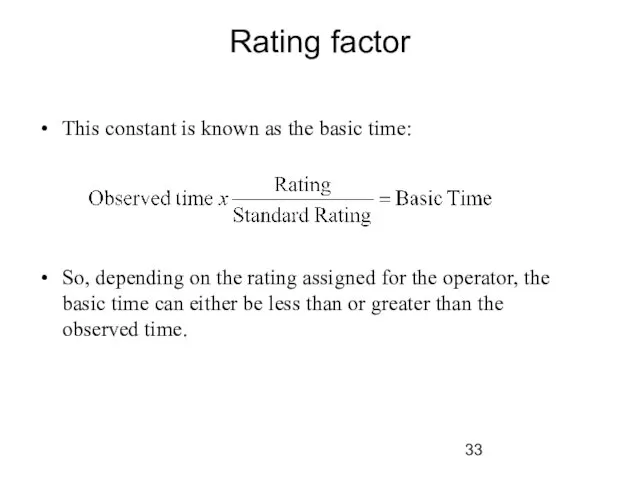
- 33. Rating factor This constant is known as the basic time: So, depending on the rating assigned
- 34. Selected time The selected time is the time chosen as being representative of a group of
- 35. Selected time It becomes necessary to select a representative time for each element from all the
- 36. Selected time Constant element A very high or short observed time for a given element of
- 37. Selected time The average time calculations should exclude this observation. But, the excess-over-average time is added
- 38. Selected time Variable element In general more observations will be necessary of a variable element than
- 39. Work content The work content of a job or operation is defined as: basic time+ relaxation
- 40. Standard time constituents A contingency allowance is a small allowance of time which may be included
- 41. Standard time constituents Contingency allowance should not be more than 5%, and should only be given
- 42. Standard time constituents Relaxation allowance is an addition to the basic time intended to provide the
- 43. Standard time constituents Typical values of relaxation allowance are 12-20%. In addition to including relaxation allowances,
- 44. Other allowances Start-up / shut-down allowance Cleaning allowance Tooling allowance Set-up / change-over allowance Reject /
- 46. Скачать презентацию
Слайд 3Introduction
Method study is one of principal techniques by which work content in
Introduction
Method study is one of principal techniques by which work content in
Слайд 4Introduction
Work measurement (WM) is concerned with investigating, reducing and eliminating ineffective time,
Introduction
Work measurement (WM) is concerned with investigating, reducing and eliminating ineffective time,
Слайд 5Introduction
WM is also used to set standard times to carry out the
Introduction
WM is also used to set standard times to carry out the
Слайд 6Introduction
Two critical issues in work study:
Method study should precede the work measurement,
Introduction
Two critical issues in work study:
Method study should precede the work measurement,
Слайд 7Purpose of WM
To reveal the nature and extent of ineffective time, from
Purpose of WM
To reveal the nature and extent of ineffective time, from
Слайд 8Uses of WM
To compare the efficiency of alternative methods. Other conditions being
Uses of WM
To compare the efficiency of alternative methods. Other conditions being
Слайд 9Uses of time standards
To provide information on which the planning and scheduling
Uses of time standards
To provide information on which the planning and scheduling
Слайд 10Techniques for WM
Time study
Activity sampling; and rated activity sampling
Synthesis from standard data
Pre-determined
Techniques for WM
Time study
Activity sampling; and rated activity sampling
Synthesis from standard data
Pre-determined
Слайд 11Time study
A WM technique for
Recording the times and rates of working
Time study
A WM technique for
Recording the times and rates of working
Слайд 12Selecting a job for time study
The job in question is a new
Selecting a job for time study
The job in question is a new
Слайд 13Selecting a job for time study
To investigate the utilization of a piece
Selecting a job for time study
To investigate the utilization of a piece
Слайд 14Qualified worker
One who is accepted as having the necessary physical attributes, who
Qualified worker
One who is accepted as having the necessary physical attributes, who
Слайд 15Steps in making a time study
Obtaining and recording all the information about
Steps in making a time study
Obtaining and recording all the information about
Слайд 16Steps in making a time study
At the same time assessing the effective
Steps in making a time study
At the same time assessing the effective
Слайд 17Breaking the job into elements
An element is an distinct part of a
Breaking the job into elements
An element is an distinct part of a
Слайд 18Reasons for breakdown of job
To ensure that productive work (or effective time)
Reasons for breakdown of job
To ensure that productive work (or effective time)
Слайд 19Reasons for breakdown of job
To facilitate checking the method and so that
Reasons for breakdown of job
To facilitate checking the method and so that
Слайд 20Types of elements
A repetitive element is an element which occurs in every
Types of elements
A repetitive element is an element which occurs in every
Слайд 21Types of elements
A manual element is an element performed by a worker.
A
Types of elements
A manual element is an element performed by a worker.
A
Слайд 22Recording time for activities
Cumulative timing
The watch runs continuously throughout the study.
At the
Recording time for activities
Cumulative timing
The watch runs continuously throughout the study.
At the
Слайд 23Recording time for activities
Flyback time
The hands of the stopwatch is returned to
Recording time for activities
Flyback time
The hands of the stopwatch is returned to
Слайд 24Recording time for activities
Cumulative time recording is preferred, because:
Trainees achieve reasonable accuracy
Recording time for activities
Cumulative time recording is preferred, because:
Trainees achieve reasonable accuracy
Слайд 25Recording time for activities
Differential timing
The elements are timed in groups, first including
Recording time for activities
Differential timing
The elements are timed in groups, first including
Слайд 26Time study: Rating
Rating is the assessment of the worker’s rate of working
Time study: Rating
Rating is the assessment of the worker’s rate of working
Слайд 27Time study: Rating
If the standard pace is maintained and the appropriate relaxation
Time study: Rating
If the standard pace is maintained and the appropriate relaxation
Слайд 28Time study: Rating
It should be noted though that the “standard pace” applies
Time study: Rating
It should be noted though that the “standard pace” applies
Слайд 29Time study: Rating
The purpose of rating is to determine from the time
Time study: Rating
The purpose of rating is to determine from the time
Слайд 30Factors affecting rate of working
Factors outside the control of workers include:
Variation in
Factors affecting rate of working
Factors outside the control of workers include:
Variation in
Слайд 31Factors affecting rate of working
Factors within worker’s control:
Acceptable variation in the quality
Factors affecting rate of working
Factors within worker’s control:
Acceptable variation in the quality
Слайд 32Rating factor
The figure 100 represents standard performance.
If the operator is apparently
Rating factor
The figure 100 represents standard performance.
If the operator is apparently
Слайд 33Rating factor
This constant is known as the basic time:
So, depending on
Rating factor
This constant is known as the basic time:
So, depending on
Слайд 34Selected time
The selected time is the time chosen as being representative of
Selected time
The selected time is the time chosen as being representative of
Слайд 35Selected time
It becomes necessary to select a representative time for each element
Selected time
It becomes necessary to select a representative time for each element
Слайд 36Selected time
Constant element
A very high or short observed time for a given
Selected time
Constant element
A very high or short observed time for a given
Слайд 37Selected time
The average time calculations should exclude this observation. But, the excess-over-average
Selected time
The average time calculations should exclude this observation. But, the excess-over-average
Слайд 38Selected time
Variable element
In general more observations will be necessary of a variable
Selected time
Variable element
In general more observations will be necessary of a variable
Слайд 39Work content
The work content of a job or operation is defined as:
Work content
The work content of a job or operation is defined as:
Слайд 40Standard time constituents
A contingency allowance is a small allowance of time which
Standard time constituents
A contingency allowance is a small allowance of time which
Слайд 41Standard time constituents
Contingency allowance should not be more than 5%, and should
Standard time constituents
Contingency allowance should not be more than 5%, and should
Слайд 42Standard time constituents
Relaxation allowance is an addition to the basic time intended
Standard time constituents
Relaxation allowance is an addition to the basic time intended
Слайд 43Standard time constituents
Typical values of relaxation allowance are 12-20%.
In addition to including
Standard time constituents
Typical values of relaxation allowance are 12-20%.
In addition to including
Слайд 44Other allowances
Start-up / shut-down allowance
Cleaning allowance
Tooling allowance
Set-up / change-over allowance
Reject / excess
Other allowances
Start-up / shut-down allowance
Cleaning allowance
Tooling allowance
Set-up / change-over allowance
Reject / excess
 Вышивка простейшими швами
Вышивка простейшими швами Реализм в западноевропейской живописи 19 века
Реализм в западноевропейской живописи 19 века Эвакуация людей.
Эвакуация людей. Зелёная аптека на окне
Зелёная аптека на окне Презентация на тему Что растёт на подоконнике и на клумбе
Презентация на тему Что растёт на подоконнике и на клумбе  Характеристика объекта
Характеристика объекта Шахматная нотация. Занятие 2
Шахматная нотация. Занятие 2 Chanel Allure Homme sport Cologne
Chanel Allure Homme sport Cologne Вимірювання медичних результатів – основа для конкуренції у охороні здоров'я
Вимірювання медичних результатів – основа для конкуренції у охороні здоров'я Проектирование основных профессиональных образовательных программ в соответствии с требованиями ФГОС 3++
Проектирование основных профессиональных образовательных программ в соответствии с требованиями ФГОС 3++ Психологические основы самозащиты в криминогенных ситуациях. Пути выхода из конфликтных ситуаций
Психологические основы самозащиты в криминогенных ситуациях. Пути выхода из конфликтных ситуаций Lektsia_4
Lektsia_4 Как организовать управленческий учет
Как организовать управленческий учет Они сражались за Калинин
Они сражались за Калинин Изменение величин
Изменение величин Москва. Холодильный пер. 1 http://radio.informexpress.ru (495) 956-7862
Москва. Холодильный пер. 1 http://radio.informexpress.ru (495) 956-7862 Описание функций системы через диаграмму вариантов использования. Практическая работа №2
Описание функций системы через диаграмму вариантов использования. Практическая работа №2 Презентация на тему Рождество в Англии
Презентация на тему Рождество в Англии  «Вечные» вопросы в зарубежной литературе. Реализм в Америке и Европе
«Вечные» вопросы в зарубежной литературе. Реализм в Америке и Европе АНАЛИЗ ПОКАЗАТЕЛЕЙ ЗДОРОВЬЯ МАТЕРИ И РЕБЕНКА В УСЛОВИЯХ РЕФОРМИРОВАНИЯ СЛУЖБЫ РОДОВСПОМОЖЕНИЯ В РОССИИ В 2006-2011 гг.(ПО ДАННЫМ Ф
АНАЛИЗ ПОКАЗАТЕЛЕЙ ЗДОРОВЬЯ МАТЕРИ И РЕБЕНКА В УСЛОВИЯХ РЕФОРМИРОВАНИЯ СЛУЖБЫ РОДОВСПОМОЖЕНИЯ В РОССИИ В 2006-2011 гг.(ПО ДАННЫМ Ф ДЕПАРТАМЕНТ образования ГОРОДА МОСКВЫМОСКОВСКИЙ ГОРОДСКОЙ ПСИХОЛОГО-ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ
ДЕПАРТАМЕНТ образования ГОРОДА МОСКВЫМОСКОВСКИЙ ГОРОДСКОЙ ПСИХОЛОГО-ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ Правовые основы предпринимательской деятельности
Правовые основы предпринимательской деятельности чистая энергия на транспорте и эффективное энергопотребление
чистая энергия на транспорте и эффективное энергопотребление Кадетский класс
Кадетский класс Конструкция головы человека и её основные пропорции. ИЗО
Конструкция головы человека и её основные пропорции. ИЗО ЕВАКУАЦІЯ ЛЮДЕЙ З БУДІВЕЛЬ ТА СПОРУД
ЕВАКУАЦІЯ ЛЮДЕЙ З БУДІВЕЛЬ ТА СПОРУД Ювенальная юстиция Швеции
Ювенальная юстиция Швеции Понятие и источники трудового права
Понятие и источники трудового права