- Методика контроля усилителя 21901-1602060-01 на калибре ПК-009. Педаль тормоза

Содержание
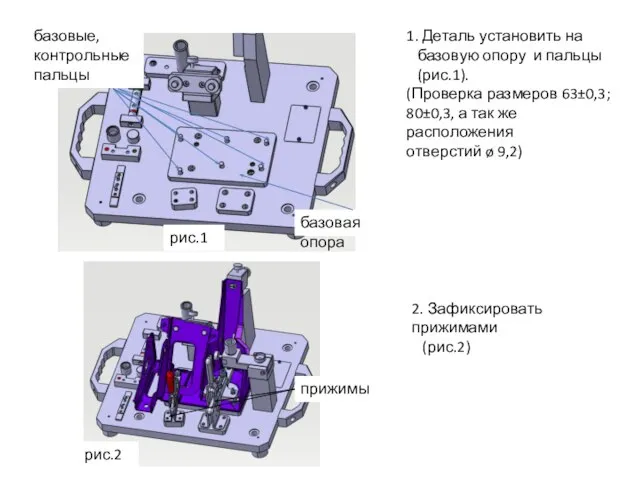
- 2. 1. Деталь установить на базовую опору и пальцы (рис.1). (Проверка размеров 63±0,3; 80±0,3, а так же
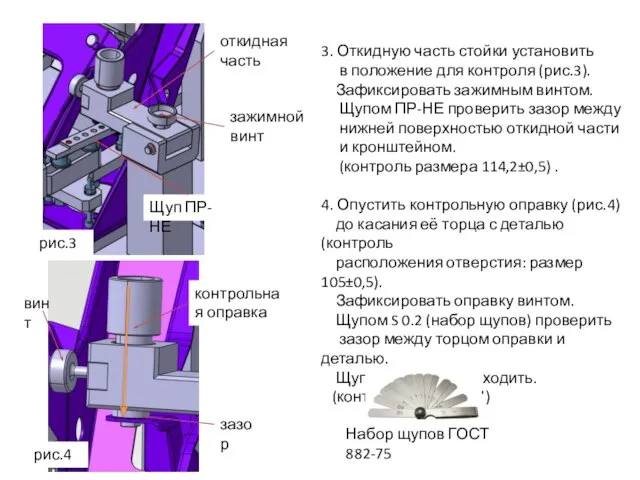
- 3. откидная часть 3. Откидную часть стойки установить в положение для контроля (рис.3). Зафиксировать зажимным винтом. Щупом
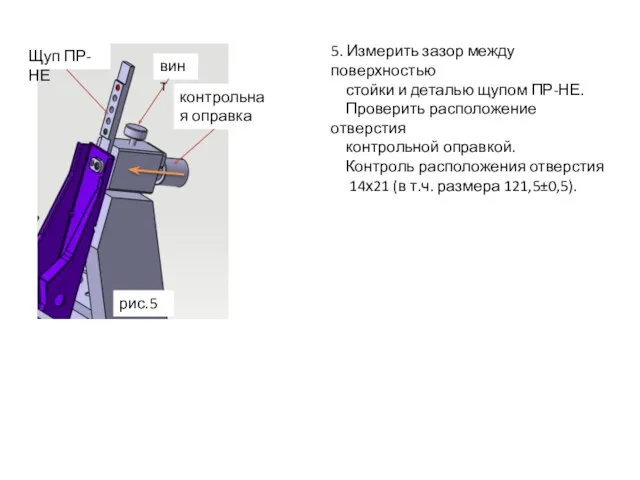
- 4. рис.5 контрольная оправка Щуп ПР-НЕ винт 5. Измерить зазор между поверхностью стойки и деталью щупом ПР-НЕ.
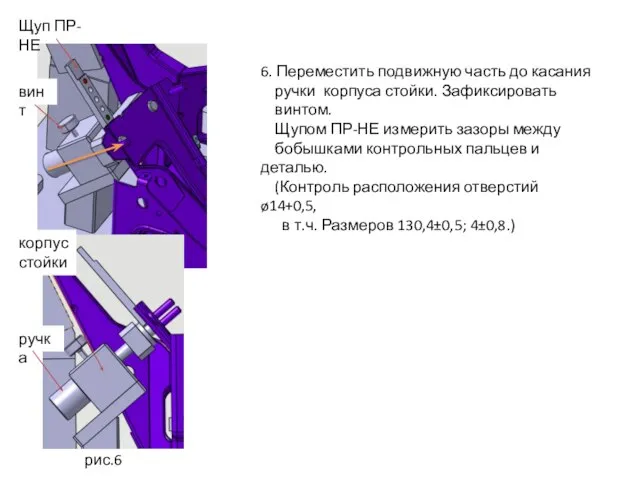
- 5. рис.6 Щуп ПР-НЕ винт 6. Переместить подвижную часть до касания ручки корпуса стойки. Зафиксировать винтом. Щупом
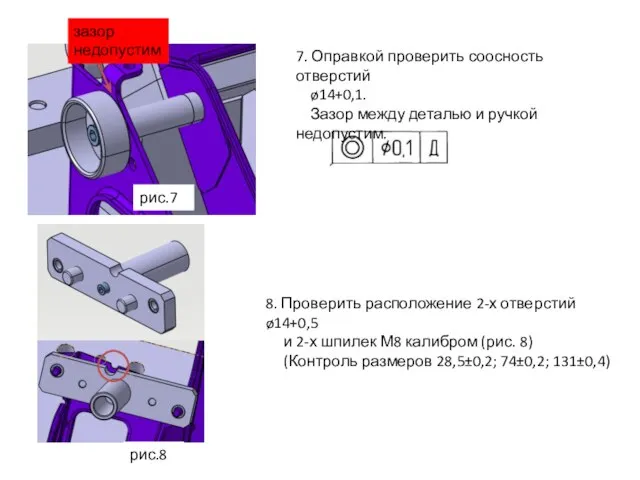
- 6. рис.7 7. Оправкой проверить соосность отверстий ø14+0,1. Зазор между деталью и ручкой недопустим. зазор недопустим рис.8
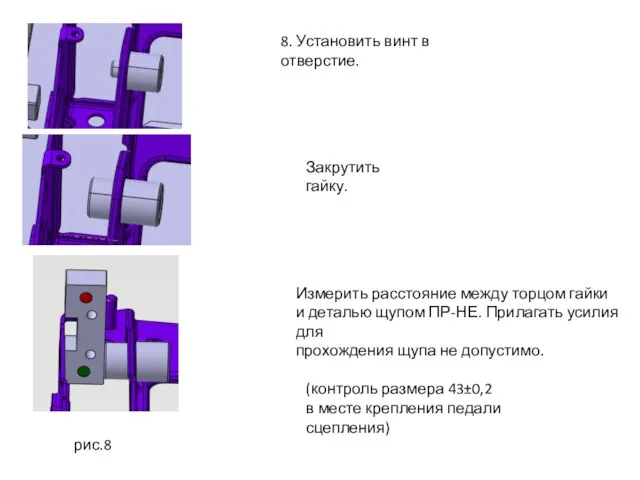
- 7. рис.8 8. Установить винт в отверстие. Закрутить гайку. Измерить расстояние между торцом гайки и деталью щупом
- 9. Скачать презентацию
Слайд 3откидная часть
3. Откидную часть стойки установить
в положение для контроля (рис.3).
Зафиксировать
откидная часть
3. Откидную часть стойки установить в положение для контроля (рис.3). Зафиксировать
Слайд 4рис.5
контрольная оправка
Щуп ПР-НЕ
винт
5. Измерить зазор между поверхностью
стойки и деталью щупом ПР-НЕ.
рис.5
контрольная оправка
Щуп ПР-НЕ
винт
5. Измерить зазор между поверхностью стойки и деталью щупом ПР-НЕ.
Слайд 5рис.6
Щуп ПР-НЕ
винт
6. Переместить подвижную часть до касания
ручки корпуса стойки. Зафиксировать
винтом.
рис.6
Щуп ПР-НЕ
винт
6. Переместить подвижную часть до касания ручки корпуса стойки. Зафиксировать винтом.
Слайд 6рис.7
7. Оправкой проверить соосность отверстий
ø14+0,1.
Зазор между деталью и ручкой недопустим.
зазор
рис.7
7. Оправкой проверить соосность отверстий
ø14+0,1.
Зазор между деталью и ручкой недопустим.
зазор
Слайд 7рис.8
8. Установить винт в отверстие.
Закрутить гайку.
Измерить расстояние между торцом гайки
и деталью щупом
рис.8
8. Установить винт в отверстие.
Закрутить гайку.
Измерить расстояние между торцом гайки и деталью щупом
 Законы геометрической оптики
Законы геометрической оптики Презентация на тему Видимое излучение
Презентация на тему Видимое излучение  Вимушені коливання. Резонанс (Лекція 4)
Вимушені коливання. Резонанс (Лекція 4) Школа Юных Физиков. 8 класс
Школа Юных Физиков. 8 класс Презентация на тему Способы теплопередачи
Презентация на тему Способы теплопередачи  Урок 9п
Урок 9п Волновые явления (11 класс)
Волновые явления (11 класс)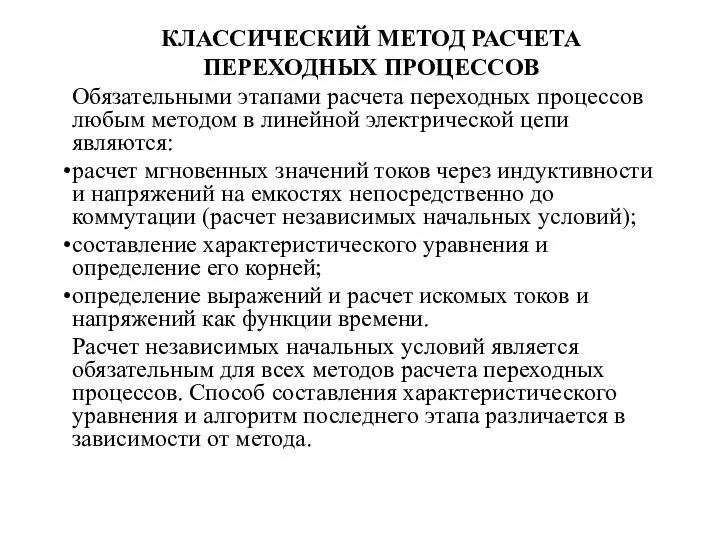 Метод расчета переходных процессов в линейной электрической цепи
Метод расчета переходных процессов в линейной электрической цепи Машинная игла. Уход за швейной машиной. Устранение дефектов машинной строчки
Машинная игла. Уход за швейной машиной. Устранение дефектов машинной строчки Устройство для наматывания нижней нити на шпульку
Устройство для наматывания нижней нити на шпульку Твердая жидкость
Твердая жидкость Сцепление ГАЗ 53-12. Урок №70
Сцепление ГАЗ 53-12. Урок №70 Тербелмелі контурдағы еркін тербелістер
Тербелмелі контурдағы еркін тербелістер Презентация на тему Биологическое действие радиоактивных излучений
Презентация на тему Биологическое действие радиоактивных излучений  Презентация на тему Магнитный поток
Презентация на тему Магнитный поток  Показатели регулирования САУ
Показатели регулирования САУ Мирный атом
Мирный атом Машины переменного тока
Машины переменного тока Методы астрофизических исследований. Занятие 11
Методы астрофизических исследований. Занятие 11 Гидравлика 2
Гидравлика 2 Основные процессы поглощения энергии фотонов высокоэнергетических эми
Основные процессы поглощения энергии фотонов высокоэнергетических эми Лекция 5. Флуорофоры для оптического имиджинга
Лекция 5. Флуорофоры для оптического имиджинга Идеальный газ в МКТ
Идеальный газ в МКТ Урок 05 Сила Ампера
Урок 05 Сила Ампера Дефекты в кристаллах
Дефекты в кристаллах Термоэлектрогенератор. Принцип работы термоэлектрогенератора
Термоэлектрогенератор. Принцип работы термоэлектрогенератора Элементы зонной теории твердых тел. Лекция 12
Элементы зонной теории твердых тел. Лекция 12 Презентация на тему Решение задач по теме «Закон Ома»
Презентация на тему Решение задач по теме «Закон Ома»