- Процесс механической обработки детали кронштейн

Содержание
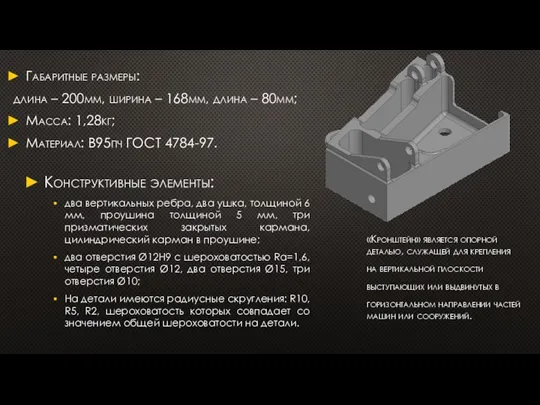
- 2. «Кронштейн» является опорной деталью, служащей для крепления на вертикальной плоскости выступающих или выдвинутых в горизонтальном направлении
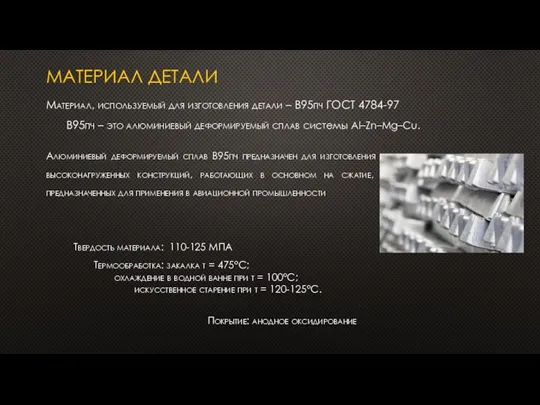
- 4. МАТЕРИАЛ ДЕТАЛИ Материал, используемый для изготовления детали – В95пч ГОСТ 4784-97 В95пч – это алюминиевый деформируемый
- 5. МАРШРУТ ОБРАБОТКИ ДЕТАЛИ 005 Контрольная 010 Разметка 015 Фрезерная (подготовка базовых поверхностей) 020 Слесарная 025 Контрольная
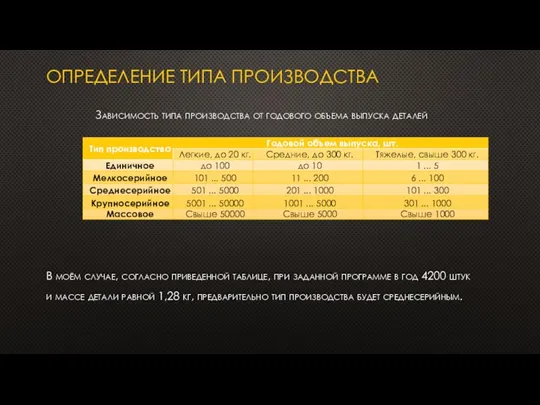
- 6. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА В моём случае, согласно приведенной таблице, при заданной программе в год 4200 штук
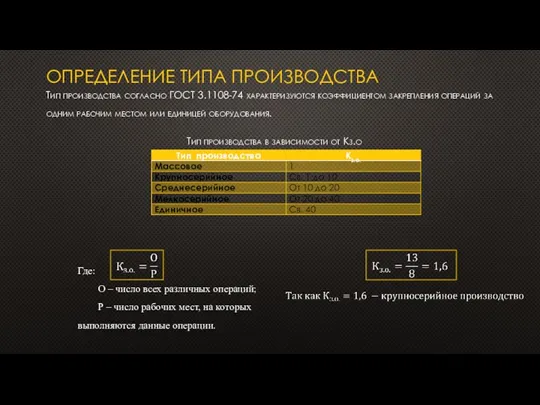
- 7. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА Тип производства согласно ГОСТ 3.1108-74 характеризуются коэффициентом закрепления операций за одним рабочим местом
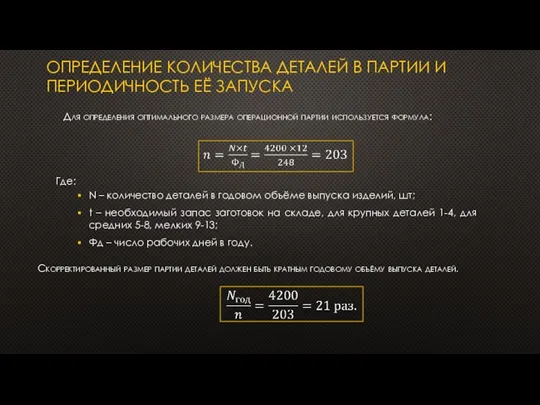
- 8. ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ В ПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА Для определения оптимального размера операционной партии используется
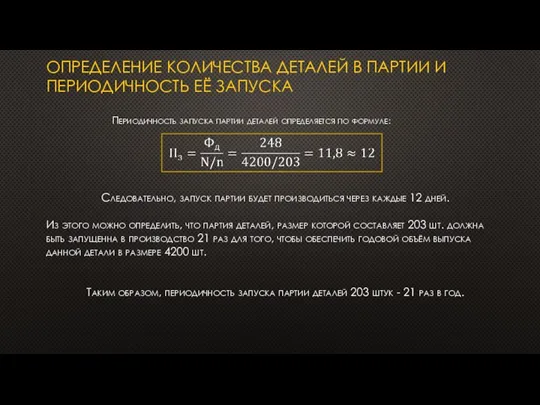
- 9. ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ В ПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА Периодичность запуска партии деталей определяется по формуле:
- 10. Данные полученные при расчёте припуска аналитическим методом. РАСЧЁТ ПРИПУСКОВ И РАЗМЕРОВ ЗАГОТОВКИ Аналитический метод На сторону:
- 11. Готовые изделия, полученные на кривошипных горячештамповочных прессах (КГШП), отличаются не только особой точностью геометрических параметров, но
- 12. ЗАГОТОВКА ДЕТАЛИ «КРОНШТЕЙН» Вид заготовки: штамповка; Масса заготовки: 5,73 кг; Габариты: 183,81 x 198,67 x 88мм;
- 14. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛИ
- 15. СХЕМА ПОЛЕЙ ДОПУСКОВ И ПОГРЕШНОСТЬ БАЗИРОВАНИЯ Ø8: Smax= 36-(-360) = 72 мкм tgα=(Smax*2)/(2*L) tgα=(0,072*2)/(2*332,4)=0,000216 εб=tgα*Lmax εб=0,000216*332,4=0,0717мм
- 16. ПОДГОТОВКА БАЗОВЫХ ПОВЕРХНОСТЕЙ Широкоуниверсальный фрезерный станок JET JMD-26X2 DRO Режимы резания: Sм=0,47 мм/зуб V = 330м/мин
- 17. ПОДГОТОВКА БАЗОВЫХ ПОВЕРХНОСТЕЙ Эскиз фрезерной операции
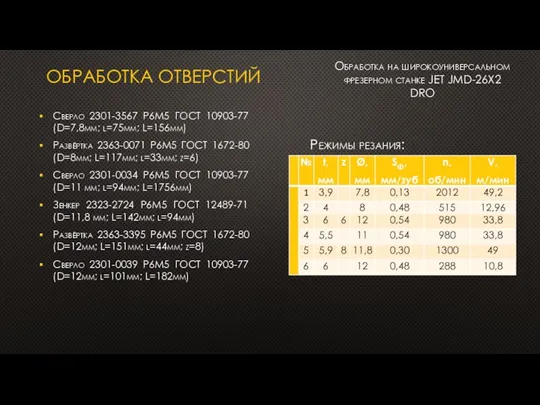
- 18. ОБРАБОТКА ОТВЕРСТИЙ Обработка на широкоуниверсальном фрезерном станке JET JMD-26X2 DRO Сверло 2301-3567 Р6М5 ГОСТ 10903-77 (D=7,8мм;
- 19. ОБРАБОТКА ОТВЕРСТИЙ Эскизы сверлильной операции
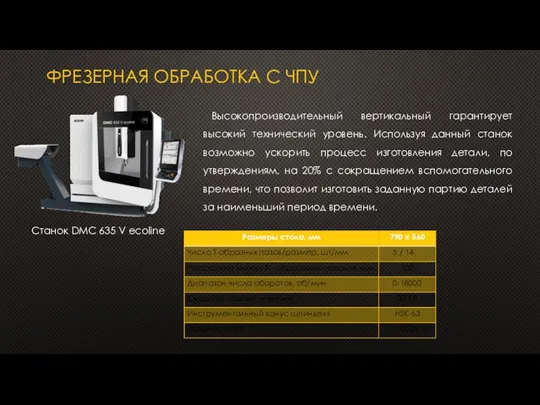
- 20. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Станок DMC 635 V ecoline Высокопроизводительный вертикальный гарантирует высокий технический уровень. Используя
- 21. ПРИСПОСОБЛЕНИЕ ФРЕЗЕРНОЕ Габаритные размеры: 600 x 500 x 146 мм Масса: 52,95 кг
- 22. ЧЕРТЁЖ ПРИСПОСОБЛЕНИЯ
- 23. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки 2P121-2000-NC H10F (d=20
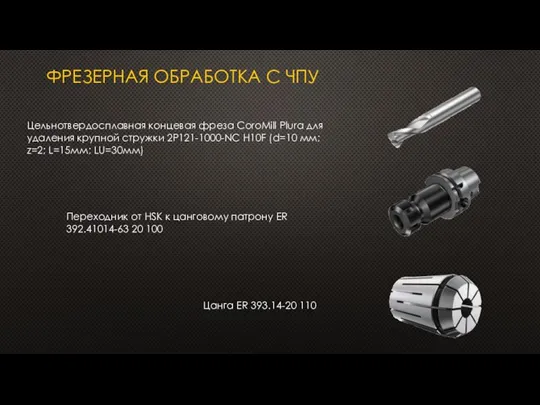
- 29. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки 2P121-1000-NC H10F (d=10
- 32. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-1000-NG H10F (d=10 мм; z=2; L=15мм; LU=60мм)
- 34. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-0400-NG H10F (d=4 мм; z=2; L=5мм; LU=32мм)
- 36. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки 2P121-2000-NC H10F (d=20
- 39. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-0400-NG H10F (d=4 мм; z=2; L=5мм; LU=32мм)
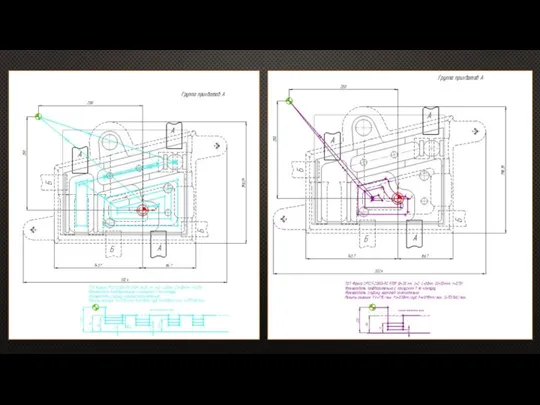
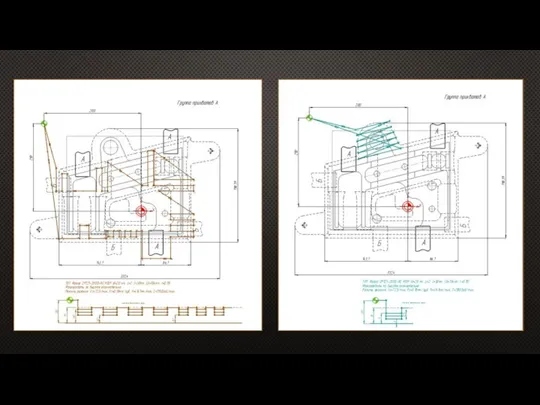
- 41. ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ Эскиз фрезерной операции с ЧПУ
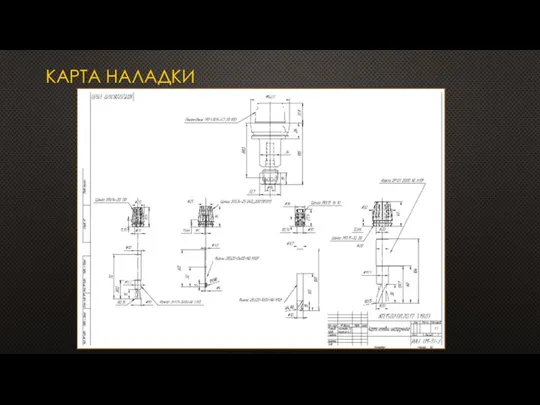
- 42. КАРТА НАЛАДКИ
- 43. КОНТРОЛЬНЫЙ ИНСТРУМЕНТ Штангенциркуль ШЦ-I-250-0,05 ГОСТ 166-89; Угломер типа 1-2 ГОСТ 5378 -88; Калибр-пробка 8133-0918 ГОСТ 14810-69;
- 45. Скачать презентацию
Слайд 2«Кронштейн» является опорной деталью, служащей для крепления
на вертикальной плоскости
выступающих или выдвинутых в
горизонтальном направлении частей машин или сооружений.
Габаритные размеры:
длина –
«Кронштейн» является опорной деталью, служащей для крепления
на вертикальной плоскости
выступающих или выдвинутых в
горизонтальном направлении частей машин или сооружений.
Габаритные размеры:
длина –
Слайд 4МАТЕРИАЛ ДЕТАЛИ
Материал, используемый для изготовления детали – В95пч ГОСТ 4784-97
В95пч – это
МАТЕРИАЛ ДЕТАЛИ
Материал, используемый для изготовления детали – В95пч ГОСТ 4784-97
В95пч – это
Слайд 5МАРШРУТ ОБРАБОТКИ ДЕТАЛИ
005 Контрольная
010 Разметка
015 Фрезерная (подготовка
базовых поверхностей)
020 Слесарная
025 Контрольная
030 Сверлильная
МАРШРУТ ОБРАБОТКИ ДЕТАЛИ
005 Контрольная
010 Разметка
015 Фрезерная (подготовка
базовых поверхностей)
020 Слесарная
025 Контрольная
030 Сверлильная
Слайд 6ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
В моём случае, согласно приведенной таблице, при заданной программе в
ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
В моём случае, согласно приведенной таблице, при заданной программе в
Слайд 7ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Тип производства согласно ГОСТ 3.1108-74 характеризуются коэффициентом закрепления операций за
ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Тип производства согласно ГОСТ 3.1108-74 характеризуются коэффициентом закрепления операций за
Слайд 8ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ В ПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА
Для определения оптимального размера
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ В ПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА
Для определения оптимального размера
Слайд 9ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ В ПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА
Периодичность запуска партии деталей
ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ДЕТАЛЕЙ В ПАРТИИ И ПЕРИОДИЧНОСТЬ ЕЁ ЗАПУСКА
Периодичность запуска партии деталей
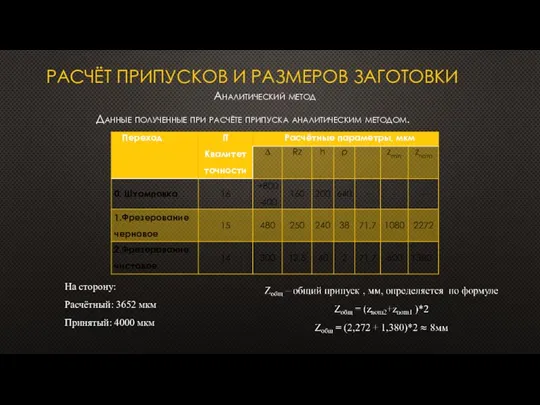
Слайд 10Данные полученные при расчёте припуска аналитическим методом.
РАСЧЁТ ПРИПУСКОВ И РАЗМЕРОВ ЗАГОТОВКИ
Аналитический метод
На
Данные полученные при расчёте припуска аналитическим методом.
РАСЧЁТ ПРИПУСКОВ И РАЗМЕРОВ ЗАГОТОВКИ
Аналитический метод
На
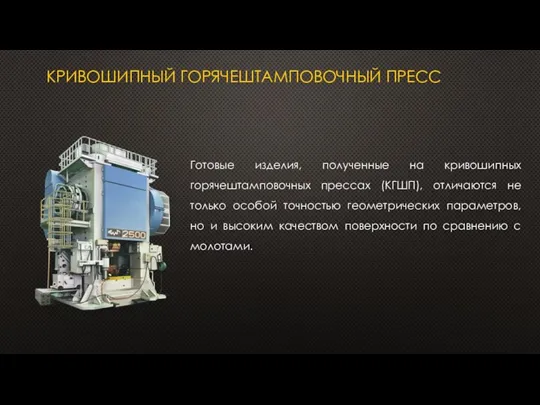
Слайд 11Готовые изделия, полученные на кривошипных горячештамповочных прессах (КГШП), отличаются не только особой
Готовые изделия, полученные на кривошипных горячештамповочных прессах (КГШП), отличаются не только особой
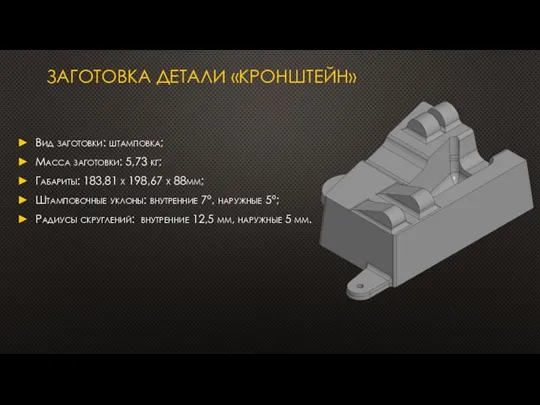
Слайд 12ЗАГОТОВКА ДЕТАЛИ «КРОНШТЕЙН»
Вид заготовки: штамповка;
Масса заготовки: 5,73 кг;
Габариты: 183,81 x 198,67 x
ЗАГОТОВКА ДЕТАЛИ «КРОНШТЕЙН»
Вид заготовки: штамповка;
Масса заготовки: 5,73 кг;
Габариты: 183,81 x 198,67 x
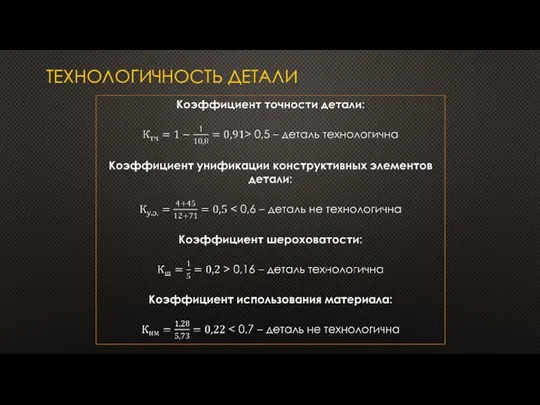
Слайд 14ТЕХНОЛОГИЧНОСТЬ ДЕТАЛИ
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛИ
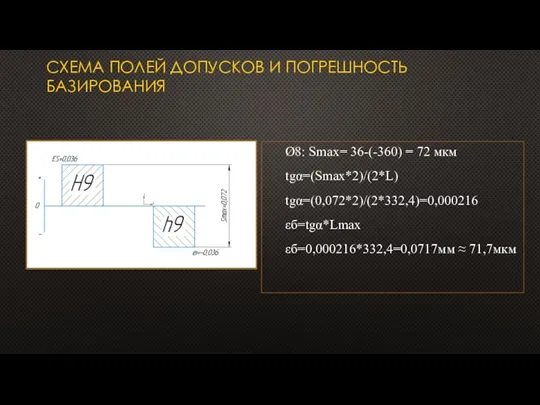
Слайд 15СХЕМА ПОЛЕЙ ДОПУСКОВ И ПОГРЕШНОСТЬ БАЗИРОВАНИЯ
Ø8: Smax= 36-(-360) = 72 мкм
tgα=(Smax*2)/(2*L)
tgα=(0,072*2)/(2*332,4)=0,000216
εб=tgα*Lmax
εб=0,000216*332,4=0,0717мм ≈
СХЕМА ПОЛЕЙ ДОПУСКОВ И ПОГРЕШНОСТЬ БАЗИРОВАНИЯ
Ø8: Smax= 36-(-360) = 72 мкм
tgα=(Smax*2)/(2*L)
tgα=(0,072*2)/(2*332,4)=0,000216
εб=tgα*Lmax
εб=0,000216*332,4=0,0717мм ≈
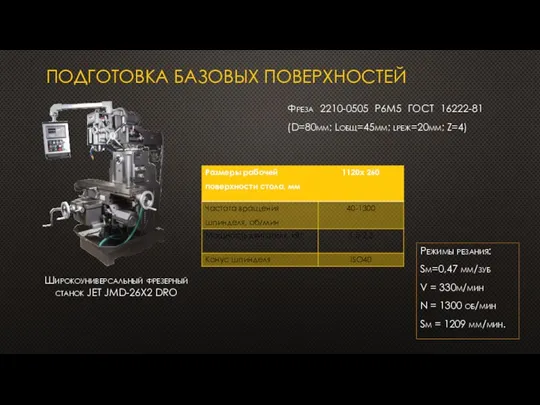
Слайд 16ПОДГОТОВКА БАЗОВЫХ ПОВЕРХНОСТЕЙ
Широкоуниверсальный фрезерный станок JET JMD-26X2 DRO
Режимы резания:
Sм=0,47 мм/зуб
V = 330м/мин
N
ПОДГОТОВКА БАЗОВЫХ ПОВЕРХНОСТЕЙ
Широкоуниверсальный фрезерный станок JET JMD-26X2 DRO
Режимы резания:
Sм=0,47 мм/зуб
V = 330м/мин
N
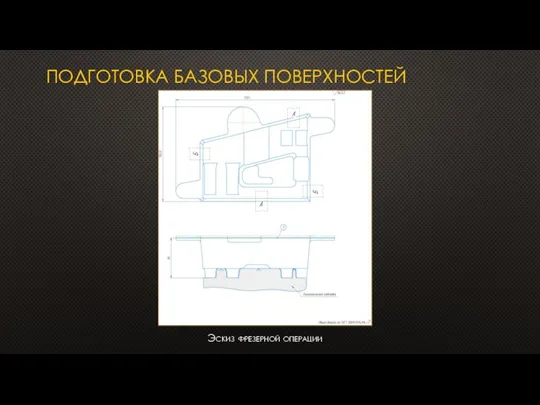
Слайд 17ПОДГОТОВКА БАЗОВЫХ ПОВЕРХНОСТЕЙ
Эскиз фрезерной операции
ПОДГОТОВКА БАЗОВЫХ ПОВЕРХНОСТЕЙ
Эскиз фрезерной операции
Слайд 18ОБРАБОТКА ОТВЕРСТИЙ
Обработка на широкоуниверсальном фрезерном станке JET JMD-26X2 DRO
Сверло 2301-3567 Р6М5 ГОСТ
ОБРАБОТКА ОТВЕРСТИЙ
Обработка на широкоуниверсальном фрезерном станке JET JMD-26X2 DRO
Сверло 2301-3567 Р6М5 ГОСТ
Слайд 19ОБРАБОТКА ОТВЕРСТИЙ
Эскизы сверлильной операции
ОБРАБОТКА ОТВЕРСТИЙ
Эскизы сверлильной операции

Слайд 20ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Станок DMC 635 V ecoline
Высокопроизводительный вертикальный гарантирует высокий технический уровень.
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Станок DMC 635 V ecoline
Высокопроизводительный вертикальный гарантирует высокий технический уровень.
Слайд 21ПРИСПОСОБЛЕНИЕ ФРЕЗЕРНОЕ
Габаритные размеры:
600 x 500 x 146 мм
Масса: 52,95 кг
ПРИСПОСОБЛЕНИЕ ФРЕЗЕРНОЕ
Габаритные размеры:
600 x 500 x 146 мм
Масса: 52,95 кг

Слайд 22ЧЕРТЁЖ ПРИСПОСОБЛЕНИЯ
ЧЕРТЁЖ ПРИСПОСОБЛЕНИЯ

Слайд 23ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки

Слайд 29ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки
Слайд 32ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-1000-NG H10F (d=10 мм;
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-1000-NG H10F (d=10 мм;

Слайд 34ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-0400-NG H10F (d=4 мм;
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-0400-NG H10F (d=4 мм;

Слайд 36ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая фреза CoroMill Plura для удаления крупной стружки

Слайд 39ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-0400-NG H10F (d=4 мм;
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Цельнотвердосплавная концевая сферическая фреза CoroMill 2B320-0400-NG H10F (d=4 мм;

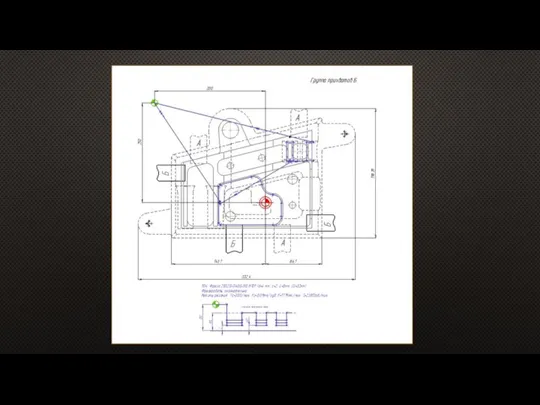
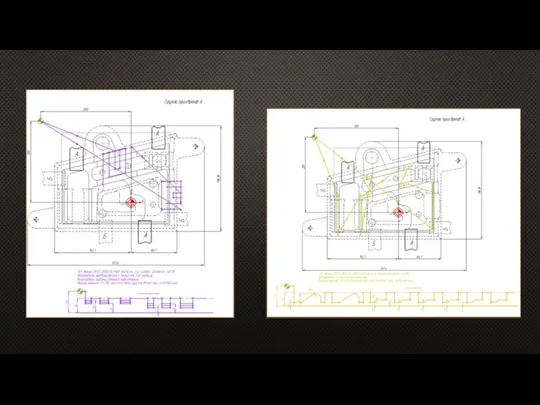
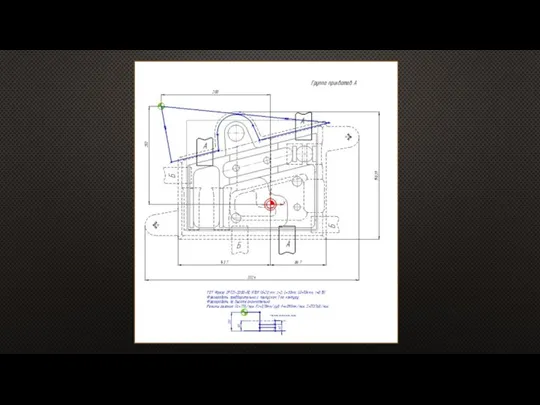
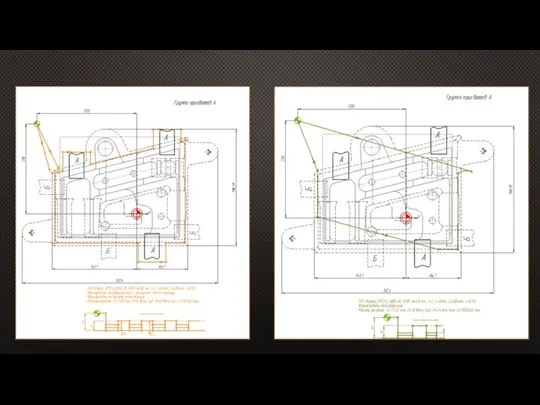
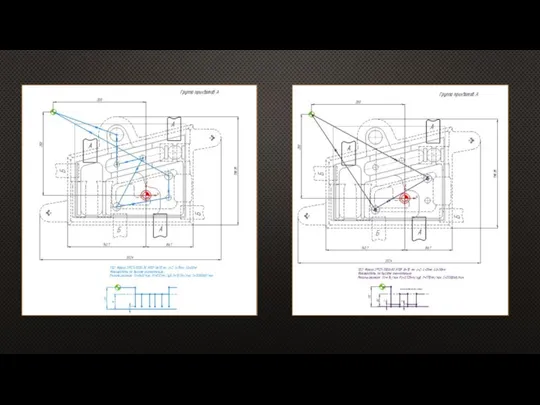
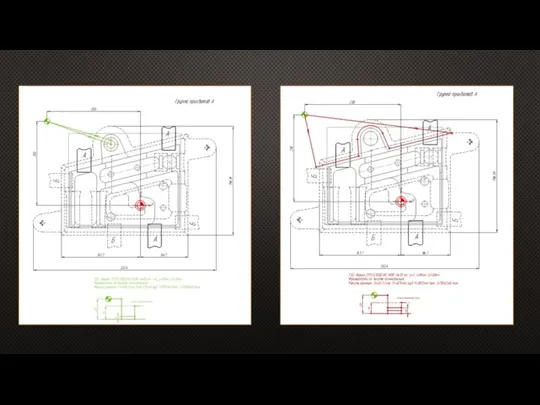
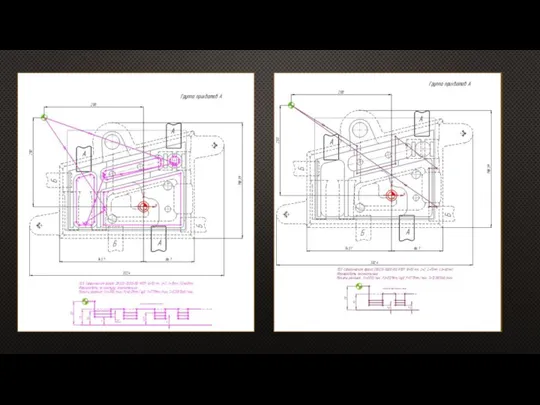
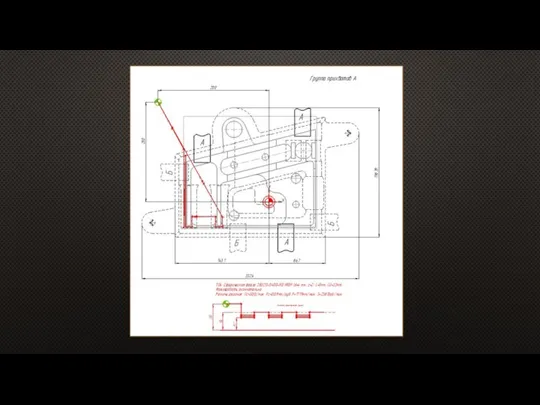
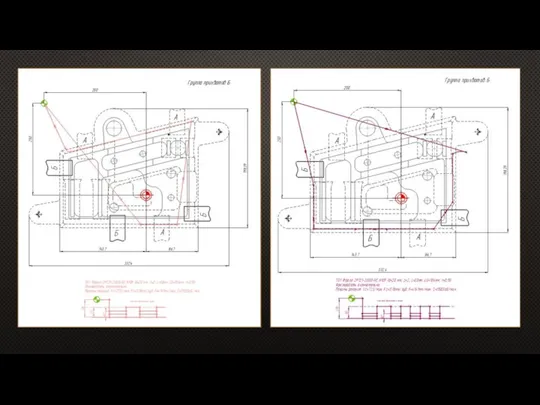
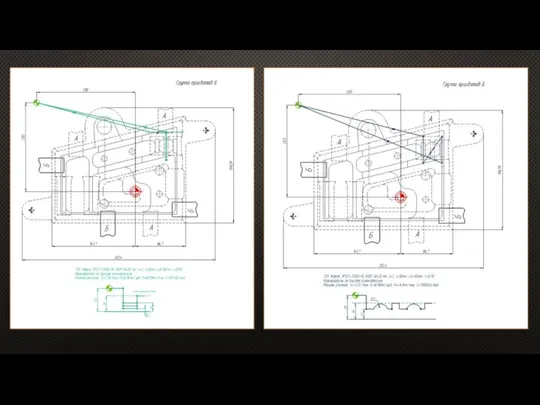
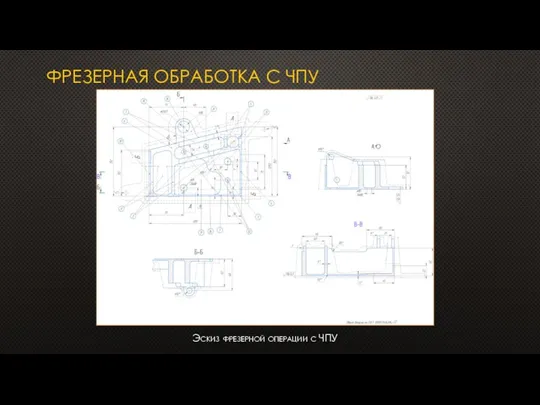
Слайд 41ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Эскиз фрезерной операции с ЧПУ
ФРЕЗЕРНАЯ ОБРАБОТКА С ЧПУ
Эскиз фрезерной операции с ЧПУ
Слайд 42КАРТА НАЛАДКИ
КАРТА НАЛАДКИ
Слайд 43КОНТРОЛЬНЫЙ ИНСТРУМЕНТ
Штангенциркуль ШЦ-I-250-0,05 ГОСТ 166-89;
Угломер типа 1-2 ГОСТ 5378 -88;
Калибр-пробка 8133-0918 ГОСТ
КОНТРОЛЬНЫЙ ИНСТРУМЕНТ
Штангенциркуль ШЦ-I-250-0,05 ГОСТ 166-89;
Угломер типа 1-2 ГОСТ 5378 -88;
Калибр-пробка 8133-0918 ГОСТ
 Закон всемирного тяготения, Сила тяжести, невесомость, вес тела
Закон всемирного тяготения, Сила тяжести, невесомость, вес тела Лазер на свободных электронах. Разеры, гразеры
Лазер на свободных электронах. Разеры, гразеры Баллистика и аэродинамика
Баллистика и аэродинамика Презентация на тему Электризация тел. Два рода зарядов (8 класс)
Презентация на тему Электризация тел. Два рода зарядов (8 класс)  Телескопы
Телескопы Последовательное и параллельное соединение проводников
Последовательное и параллельное соединение проводников Виды излучений
Виды излучений Mekhanizm_gazoraspredelenia
Mekhanizm_gazoraspredelenia Радиодетали
Радиодетали Фононы. Акустические и оптические фононы
Фононы. Акустические и оптические фононы Рентгено-флюоресцентный анализ
Рентгено-флюоресцентный анализ Свойства жидкости
Свойства жидкости Презентация на тему Что такое свет? Корпускулярно-волновой дуализм
Презентация на тему Что такое свет? Корпускулярно-волновой дуализм  Телескопи. Типи телескопів за розташуванням
Телескопи. Типи телескопів за розташуванням Разложение вектора по трём некомпланарным векторам
Разложение вектора по трём некомпланарным векторам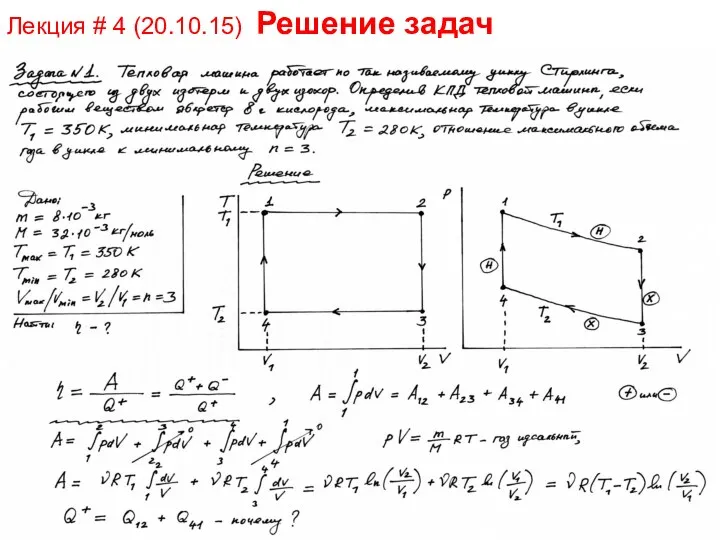 Решение задач. (Лекция 4)
Решение задач. (Лекция 4) Электрические явления. Решение задач
Электрические явления. Решение задач Дефлектор
Дефлектор Тезаурус. Реактор. Генератор
Тезаурус. Реактор. Генератор Реакторная установка РБМК-1000
Реакторная установка РБМК-1000 Французский язык
Французский язык Измеряем длину взвешиванием
Измеряем длину взвешиванием Цепные передачи
Цепные передачи Солнечная энергия
Солнечная энергия Простые механизмы. Механическая работа
Простые механизмы. Механическая работа Постоянный электрический ток
Постоянный электрический ток Линзы. Фокус линзы
Линзы. Фокус линзы Семестровый контроль знаний. Детали машин и основы конструирования
Семестровый контроль знаний. Детали машин и основы конструирования