- Технологии обработки материалов. Лекция 14

Содержание
- 2. Электрохимические и электрофизические методы обработки заготовок Общие сведения Современные электрохимические и электрофизические методы обработки (ЭХ и
- 3. Электрохимические и электрофизические методы обработки заготовок Общие сведения ЭХ и ЭФ МО используются, как для непосредственного
- 4. Электрохимические и электрофизические методы обработки заготовок Общие сведения К технологическим особенностям и достоинствам ЭХ и ЭФ
- 5. Электрохимические и электрофизические методы обработки заготовок Общие сведения К недостаткам ЭХ и ЭФ МО следует отнести:
- 6. Электрохимические и электрофизические методы обработки заготовок Классификация ЭХ и ЭФ МО В зависимости от преимущественного характера
- 7. Электрохимические и электрофизические методы обработки заготовок Классификация ЭХ и ЭФ МО ЭХ и ЭХ МО разделяют
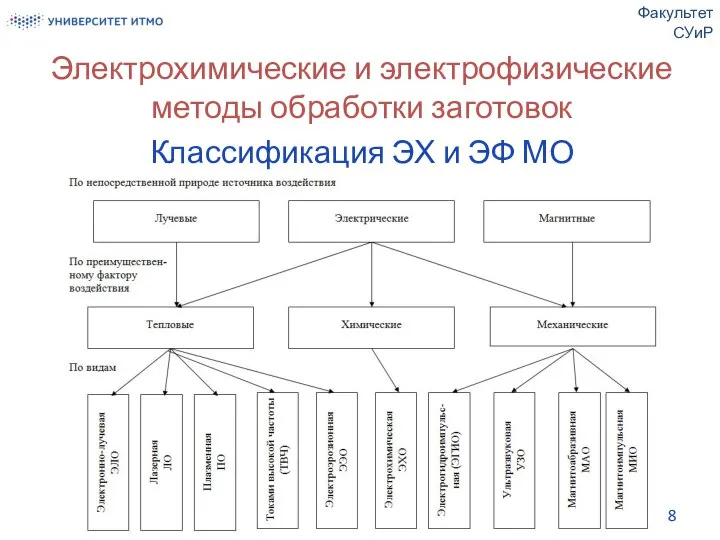
- 8. Электрохимические и электрофизические методы обработки заготовок Классификация ЭХ и ЭФ МО Факультет СУиР
- 9. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО ЭХО использует анодное растворение металла заготовки. Растворение (съем) металла
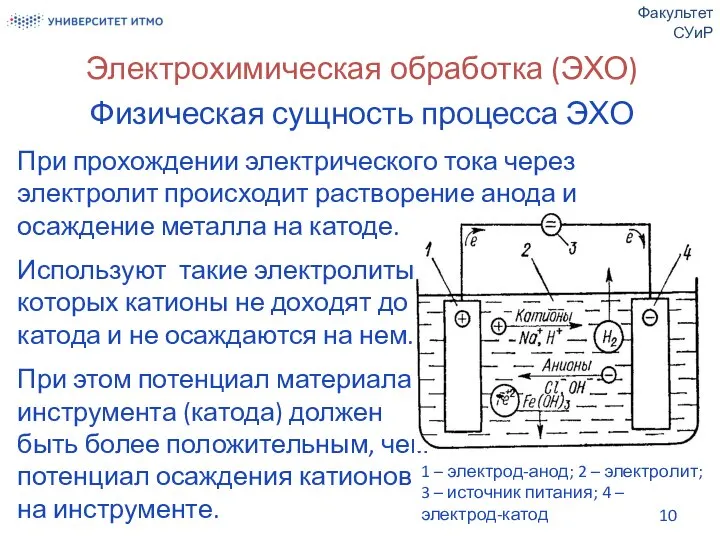
- 10. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО При прохождении электрического тока через электролит происходит растворение анода
- 11. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО Только это обеспечивает сохранность формы электрода-инструмента. Для стабилизации обработки
- 12. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО Исходя из этого, необходимо обеспечивать определенную скорость течения электролита.
- 13. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО При высокой стабильности параметров установки ЭХО и зазорах δ
- 14. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО Снижение температуры электролита, повышение плотности тока и скорости подачи
- 15. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО При точении и абразивной обработке перемещают и заготовку, и
- 16. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО При циклическом режиме вначале без напряжения устана-вливают инструмент с
- 17. Электрохимическая обработка (ЭХО) Физическая сущность процесса ЭХО При импульсно-циклическом режиме инструмент без напряжения устанавливают с зазором
- 18. Электрохимическая обработка (ЭХО) Электролиты В качестве электролитов в ЭХО используют: водные растворы кислот, солей и щелочей
- 19. Электрохимическая обработка (ЭХО) Электролиты Электролиты должны обладать следующими свойствами: иметь невысокую вязкость, быть нетоксичными, взрыво- и
- 20. Электрохимическая обработка (ЭХО) Инструменты ЭХО Конструкция электрода-инструмента для ЭХО определяется: видом обработки; типом и материалом самого
- 21. Электрохимическая обработка (ЭХО) Инструменты ЭХО Активные элементы всегда токопроводящие, пассивные могут быть и непроводниками электрического тока.
- 22. Электрохимическая обработка (ЭХО) Технологические процессы ЭХО С помощью ЭХО могут реализовываться различные виды обработки: отрезка; объемное
- 23. Электрохимическая обработка (ЭХО) Схемы видов ЭХО Факультет СУиР Отрезка металлическим диском, абразивным или алмазным кругом с
- 24. Электрохимическая обработка (ЭХО) Схемы видов ЭХО Факультет СУиР Объемное копирование Точение
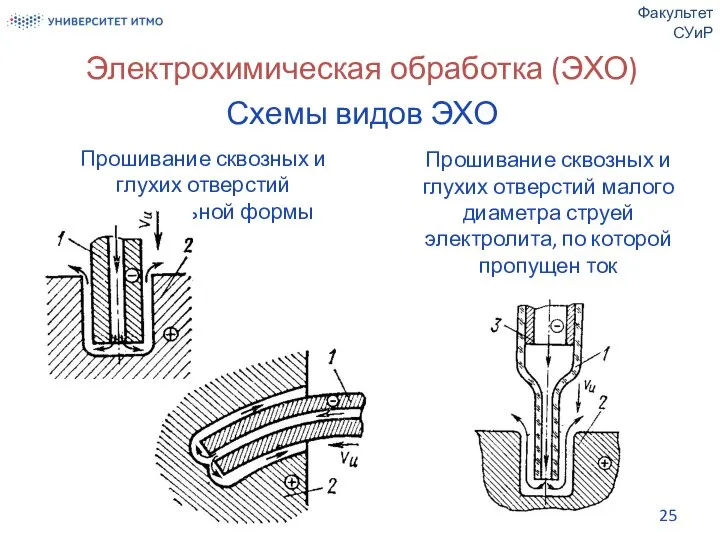
- 25. Электрохимическая обработка (ЭХО) Схемы видов ЭХО Факультет СУиР Прошивание сквозных и глухих отверстий произвольной формы Прошивание
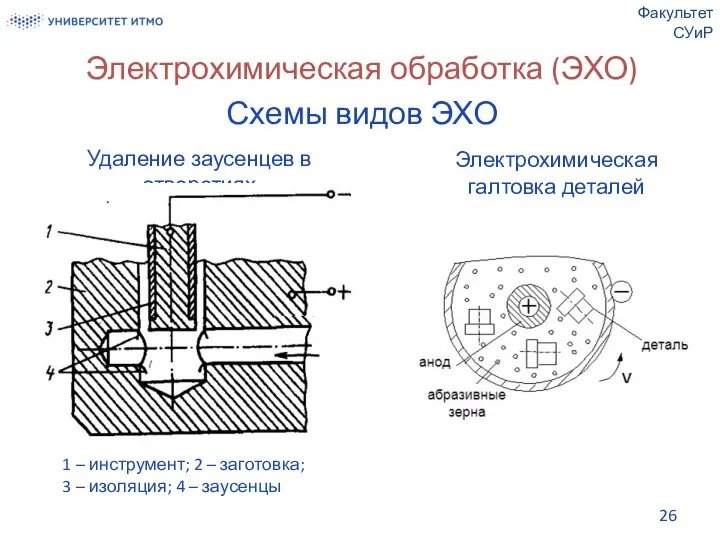
- 26. Электрохимическая обработка (ЭХО) Схемы видов ЭХО Факультет СУиР Удаление заусенцев в отверстиях Электрохимическая галтовка деталей 1
- 27. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО ЭЭО заключается в изменении формы, размеров, шеро-ховатости и свойств
- 28. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО При этом образуются также волны, выносящие частицы заготовки из-под
- 29. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО Режим ЭЭО подбирается так, чтобы разрушение происходило только на
- 30. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО C помощью ЭЭО можно обрабатывать токопроводящие материалы любой механической
- 31. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО В электроискровом режиме напряжение пробоя U = 40...180 В,
- 32. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО Прямая полярность (на инструмент-электрод подается напряжение от отрицательного полюса
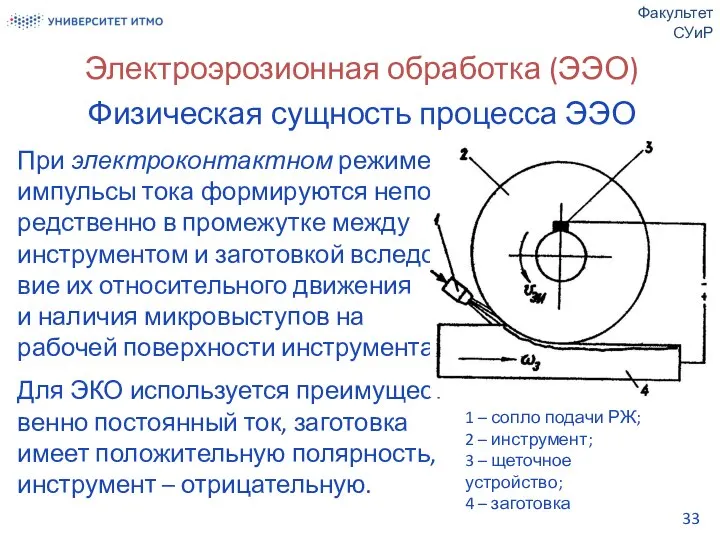
- 33. Электроэрозионная обработка (ЭЭО) Физическая сущность процесса ЭЭО При электроконтактном режиме импульсы тока формируются непос- редственно в
- 34. Электроэрозионная обработка (ЭЭО) Рабочие жидкости для ЭЭО Рабочая жидкость, находящаяся в зазоре между заготов-кой и инструментом:
- 35. Электроэрозионная обработка (ЭЭО) Рабочие жидкости для ЭЭО В ходе развития разряда происходит разрыв сплошности рабочей жидкости
- 36. Электроэрозионная обработка (ЭЭО) Рабочие жидкости для ЭЭО В качестве рабочих жидкостей используют низкомолеку-лярные углеводородные жидкости (керосин,
- 37. Электроэрозионная обработка (ЭЭО) Инструменты ЭЭО Инструменты ЭЭО должны быть достаточно жесткими и противостоять различным условиям деформаций
- 38. Электроэрозионная обработка (ЭЭО) Инструменты ЭЭО При этом размеры уменьшаются на величину межэлект-родного зазора и припуска на
- 39. Электроэрозионная обработка (ЭЭО) Технологические процессы ЭЭО С помощью ЭЭО могут реализовываться следующие виды обработки: отрезка; объемное
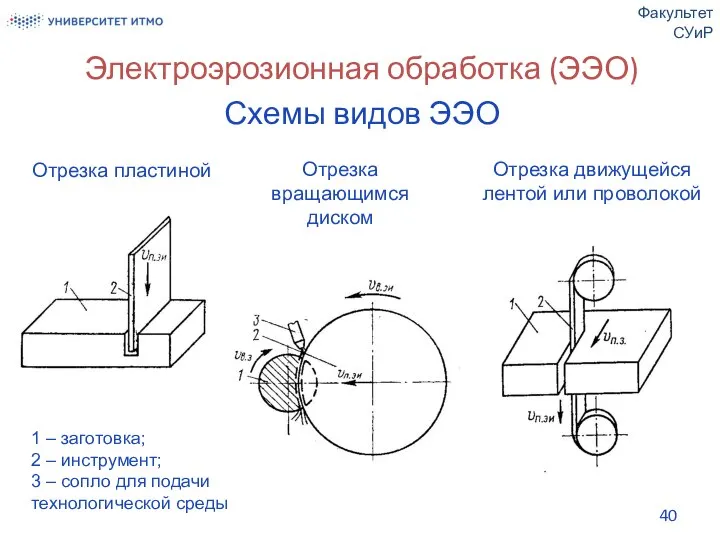
- 40. Электроэрозионная обработка (ЭЭО) Схемы видов ЭЭО Факультет СУиР Отрезка пластиной Отрезка вращающимся диском Отрезка движущейся лентой
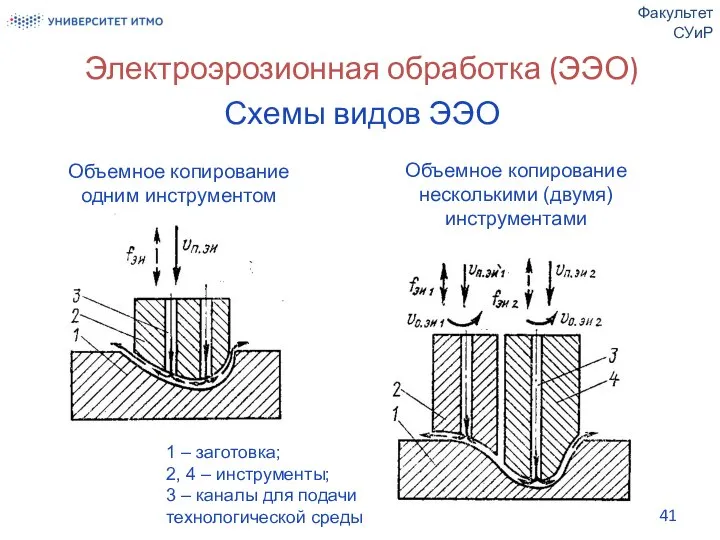
- 41. Электроэрозионная обработка (ЭЭО) Схемы видов ЭЭО Факультет СУиР Объемное копирование одним инструментом Объемное копирование несколькими (двумя)
- 42. Электроэрозионная обработка (ЭЭО) Схемы видов ЭЭО Факультет СУиР Прошивание сквозных и глухих отверстий, окон, полостей и
- 43. Электроэрозионная обработка (ЭЭО) Схемы видов ЭЭО Факультет СУиР Вырезание проволокой по двум координатам с использованием копира
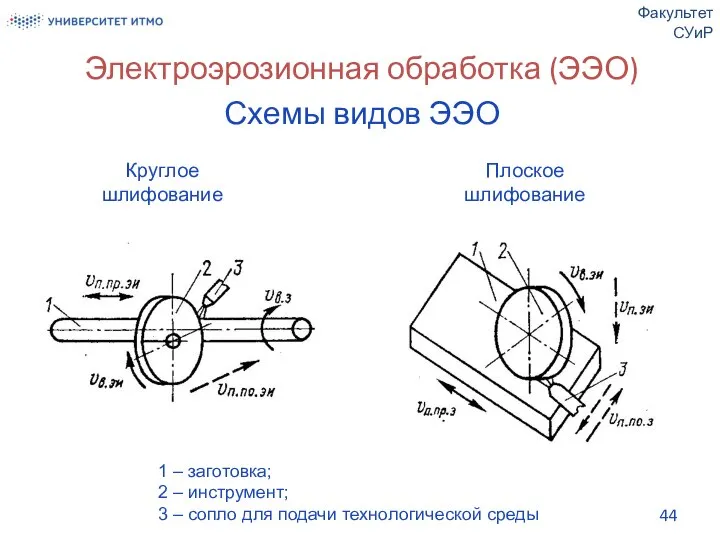
- 44. Электроэрозионная обработка (ЭЭО) Схемы видов ЭЭО Факультет СУиР Круглое шлифование Плоское шлифование 1 – заготовка; 2
- 45. Электроконтактная обработка (ЭКО) Технологические процессы ЭКО С помощью ЭКО могут реализовываться следующие виды обработки: резка (в
- 47. Скачать презентацию
Слайд 2Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
Современные электрохимические и электрофизические методы обработки
Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
Современные электрохимические и электрофизические методы обработки
Слайд 3Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
ЭХ и ЭФ МО используются, как
Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
ЭХ и ЭФ МО используются, как
Слайд 4Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
К технологическим особенностям и достоинствам
ЭХ
Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
К технологическим особенностям и достоинствам
ЭХ
Слайд 5Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
К недостаткам ЭХ и ЭФ МО
Электрохимические и электрофизические
методы обработки заготовок
Общие сведения
К недостаткам ЭХ и ЭФ МО
Слайд 6Электрохимические и электрофизические
методы обработки заготовок
Классификация ЭХ и ЭФ МО
В зависимости от
Электрохимические и электрофизические
методы обработки заготовок
Классификация ЭХ и ЭФ МО
В зависимости от
Слайд 7Электрохимические и электрофизические
методы обработки заготовок
Классификация ЭХ и ЭФ МО
ЭХ и ЭХ
Электрохимические и электрофизические
методы обработки заготовок
Классификация ЭХ и ЭФ МО
ЭХ и ЭХ
Слайд 8Электрохимические и электрофизические
методы обработки заготовок
Классификация ЭХ и ЭФ МО
Факультет
СУиР
Электрохимические и электрофизические
методы обработки заготовок
Классификация ЭХ и ЭФ МО
Факультет
СУиР
Слайд 9Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
ЭХО использует анодное растворение металла заготовки.
Растворение (съем)
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
ЭХО использует анодное растворение металла заготовки.
Растворение (съем)
Слайд 10Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При прохождении электрического тока через электролит происходит
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При прохождении электрического тока через электролит происходит
Слайд 11Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
Только это обеспечивает сохранность формы электрода-инструмента.
Для стабилизации
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
Только это обеспечивает сохранность формы электрода-инструмента.
Для стабилизации
Слайд 12Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
Исходя из этого, необходимо обеспечивать определенную скорость
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
Исходя из этого, необходимо обеспечивать определенную скорость
Слайд 13Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При высокой стабильности параметров установки ЭХО и
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При высокой стабильности параметров установки ЭХО и
Слайд 14Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
Снижение температуры электролита, повышение плотности тока и
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
Снижение температуры электролита, повышение плотности тока и
Слайд 15Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При точении и абразивной обработке перемещают и
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При точении и абразивной обработке перемещают и
Слайд 16Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При циклическом режиме вначале без напряжения устана-вливают
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При циклическом режиме вначале без напряжения устана-вливают
Слайд 17Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При импульсно-циклическом режиме инструмент без напряжения устанавливают
Электрохимическая обработка (ЭХО)
Физическая сущность процесса ЭХО
При импульсно-циклическом режиме инструмент без напряжения устанавливают
Слайд 18Электрохимическая обработка (ЭХО)
Электролиты
В качестве электролитов в ЭХО используют:
водные растворы кислот, солей
Электрохимическая обработка (ЭХО)
Электролиты
В качестве электролитов в ЭХО используют:
водные растворы кислот, солей
Слайд 19Электрохимическая обработка (ЭХО)
Электролиты
Электролиты должны обладать следующими свойствами:
иметь невысокую вязкость, быть нетоксичными,
Электрохимическая обработка (ЭХО)
Электролиты
Электролиты должны обладать следующими свойствами:
иметь невысокую вязкость, быть нетоксичными,
Слайд 20Электрохимическая обработка (ЭХО)
Инструменты ЭХО
Конструкция электрода-инструмента для ЭХО определяется:
видом обработки;
типом и
Электрохимическая обработка (ЭХО)
Инструменты ЭХО
Конструкция электрода-инструмента для ЭХО определяется:
видом обработки;
типом и
Слайд 21Электрохимическая обработка (ЭХО)
Инструменты ЭХО
Активные элементы всегда токопроводящие, пассивные могут быть и непроводниками
Электрохимическая обработка (ЭХО)
Инструменты ЭХО
Активные элементы всегда токопроводящие, пассивные могут быть и непроводниками
Слайд 22Электрохимическая обработка (ЭХО)
Технологические процессы ЭХО
С помощью ЭХО могут реализовываться различные виды обработки:
Электрохимическая обработка (ЭХО)
Технологические процессы ЭХО
С помощью ЭХО могут реализовываться различные виды обработки:
Слайд 23Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Отрезка металлическим диском, абразивным или алмазным кругом
с
Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Отрезка металлическим диском, абразивным или алмазным кругом с

Слайд 24Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Объемное копирование
Точение
Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Объемное копирование
Точение

Слайд 25Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Прошивание сквозных и глухих отверстий произвольной формы
Прошивание сквозных
Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Прошивание сквозных и глухих отверстий произвольной формы
Прошивание сквозных
Слайд 26Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Удаление заусенцев в отверстиях
Электрохимическая галтовка деталей
1 – инструмент;
Электрохимическая обработка (ЭХО)
Схемы видов ЭХО
Факультет
СУиР
Удаление заусенцев в отверстиях
Электрохимическая галтовка деталей
1 – инструмент;
Слайд 27Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
ЭЭО заключается в изменении формы, размеров, шеро-ховатости
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
ЭЭО заключается в изменении формы, размеров, шеро-ховатости
Слайд 28Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
При этом образуются также волны,
выносящие частицы
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
При этом образуются также волны,
выносящие частицы

Слайд 29Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
Режим ЭЭО подбирается так, чтобы разрушение происходило
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
Режим ЭЭО подбирается так, чтобы разрушение происходило
Слайд 30Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
C помощью ЭЭО можно обрабатывать токопроводящие материалы
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
C помощью ЭЭО можно обрабатывать токопроводящие материалы
Слайд 31Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
В электроискровом режиме напряжение пробоя
U =
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
В электроискровом режиме напряжение пробоя
U =
Слайд 32Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
Прямая полярность (на инструмент-электрод подается напряжение от
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
Прямая полярность (на инструмент-электрод подается напряжение от
Слайд 33Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
При электроконтактном режиме
импульсы тока формируются непос-
редственно
Электроэрозионная обработка (ЭЭО)
Физическая сущность процесса ЭЭО
При электроконтактном режиме
импульсы тока формируются непос-
редственно
Слайд 34Электроэрозионная обработка (ЭЭО)
Рабочие жидкости для ЭЭО
Рабочая жидкость, находящаяся в зазоре между заготов-кой
Электроэрозионная обработка (ЭЭО)
Рабочие жидкости для ЭЭО
Рабочая жидкость, находящаяся в зазоре между заготов-кой
Слайд 35Электроэрозионная обработка (ЭЭО)
Рабочие жидкости для ЭЭО
В ходе развития разряда происходит разрыв сплошности
Электроэрозионная обработка (ЭЭО)
Рабочие жидкости для ЭЭО
В ходе развития разряда происходит разрыв сплошности
Слайд 36Электроэрозионная обработка (ЭЭО)
Рабочие жидкости для ЭЭО
В качестве рабочих жидкостей используют низкомолеку-лярные углеводородные
Электроэрозионная обработка (ЭЭО)
Рабочие жидкости для ЭЭО
В качестве рабочих жидкостей используют низкомолеку-лярные углеводородные
Слайд 37Электроэрозионная обработка (ЭЭО)
Инструменты ЭЭО
Инструменты ЭЭО должны быть достаточно жесткими и противостоять различным
Электроэрозионная обработка (ЭЭО)
Инструменты ЭЭО
Инструменты ЭЭО должны быть достаточно жесткими и противостоять различным
Слайд 38Электроэрозионная обработка (ЭЭО)
Инструменты ЭЭО
При этом размеры уменьшаются на величину межэлект-родного зазора и
Электроэрозионная обработка (ЭЭО)
Инструменты ЭЭО
При этом размеры уменьшаются на величину межэлект-родного зазора и
Слайд 39Электроэрозионная обработка (ЭЭО)
Технологические процессы ЭЭО
С помощью ЭЭО могут реализовываться следующие виды обработки:
Электроэрозионная обработка (ЭЭО)
Технологические процессы ЭЭО
С помощью ЭЭО могут реализовываться следующие виды обработки:
Слайд 40Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Отрезка пластиной
Отрезка вращающимся диском
Отрезка движущейся лентой или проволокой
1
Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Отрезка пластиной
Отрезка вращающимся диском
Отрезка движущейся лентой или проволокой
1
Слайд 41Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Объемное копирование одним инструментом
Объемное копирование несколькими (двумя) инструментами
1
Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Объемное копирование одним инструментом
Объемное копирование несколькими (двумя) инструментами
1
Слайд 42Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Прошивание сквозных и глухих отверстий, окон, полостей и
Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Прошивание сквозных и глухих отверстий, окон, полостей и

Слайд 43Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Вырезание проволокой по двум координатам с использованием копира
Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Вырезание проволокой по двум координатам с использованием копира

Слайд 44Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Круглое шлифование
Плоское шлифование
1 – заготовка;
2 – инструмент;
3 –
Электроэрозионная обработка (ЭЭО)
Схемы видов ЭЭО
Факультет
СУиР
Круглое шлифование
Плоское шлифование
1 – заготовка;
2 – инструмент;
3 –
Слайд 45Электроконтактная обработка (ЭКО)
Технологические процессы ЭКО
С помощью ЭКО могут реализовываться следующие виды обработки:
Электроконтактная обработка (ЭКО)
Технологические процессы ЭКО
С помощью ЭКО могут реализовываться следующие виды обработки:
 Явление фотоэффекта
Явление фотоэффекта Закон Кеплера
Закон Кеплера Изменения в технике 2021 модельного года
Изменения в технике 2021 модельного года Изменение импульса механической системы
Изменение импульса механической системы Механическая работа
Механическая работа Электрический заряд. Закон Кулона
Электрический заряд. Закон Кулона Закон всемирного тяготения. 9 класс
Закон всемирного тяготения. 9 класс Общие принципы инженерных расчетов
Общие принципы инженерных расчетов Магнитное поле
Магнитное поле Тайна природы света. 11 класс
Тайна природы света. 11 класс Все загадки света. Оптика
Все загадки света. Оптика Демонстрационный материал по физике для 9-го класса
Демонстрационный материал по физике для 9-го класса Космические скорости
Космические скорости Напряженность электрического поля
Напряженность электрического поля Лекция 8
Лекция 8 Техническая механика. Раздел: Теоретическая механика. Лекция 1
Техническая механика. Раздел: Теоретическая механика. Лекция 1 Основы антенно-фидерной техники
Основы антенно-фидерной техники Контроль колісних візків
Контроль колісних візків Физика лазера
Физика лазера brounovskoe_dvizhenie
brounovskoe_dvizhenie Задания
Задания Резание тонколистового металла и проволоки
Резание тонколистового металла и проволоки Презентация на тему Трехфазный тиристорный преобразователь
Презентация на тему Трехфазный тиристорный преобразователь  Розробка, виготовлення, випробування та комерціалізація біотеплогенератора потужністю 20 - 50 квт з термоелектричним модулем
Розробка, виготовлення, випробування та комерціалізація біотеплогенератора потужністю 20 - 50 квт з термоелектричним модулем Механическое движение
Механическое движение Лекция 11. Крутильные колебания стержня
Лекция 11. Крутильные колебания стержня Презентация на тему Виды теплопередачи
Презентация на тему Виды теплопередачи  Электрический ток. Электрическая цепь и её элементы. Электродвижущая сила(ЭДС). Электрическое сопротивление и проводимость
Электрический ток. Электрическая цепь и её элементы. Электродвижущая сила(ЭДС). Электрическое сопротивление и проводимость