- Тема 1.4. Опиливание

Содержание
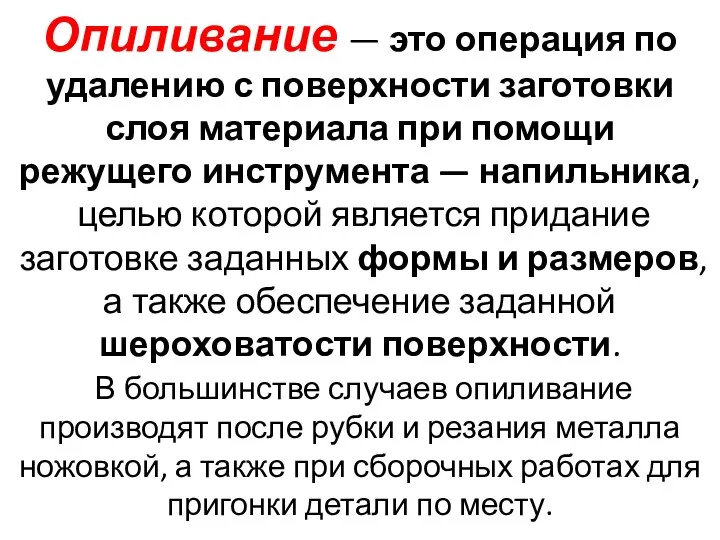
- 2. Опиливание — это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента —
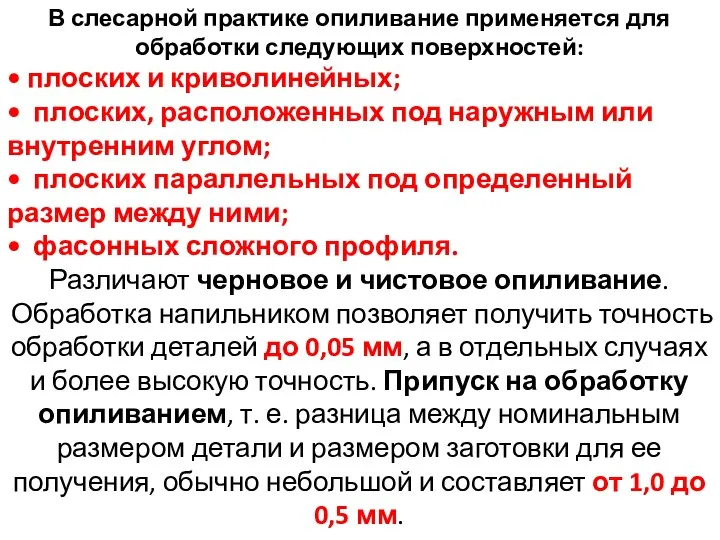
- 3. В слесарной практике опиливание применяется для обработки следующих поверхностей: • плоских и криволинейных; • плоских, расположенных
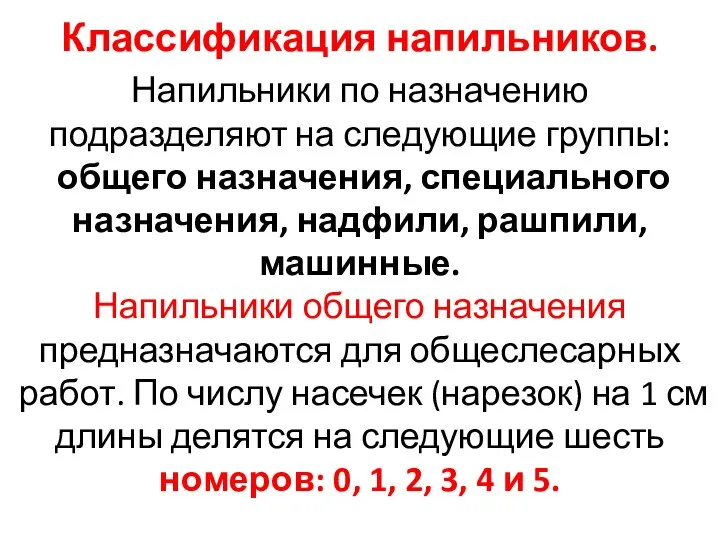
- 4. Классификация напильников. Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
- 6. Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого
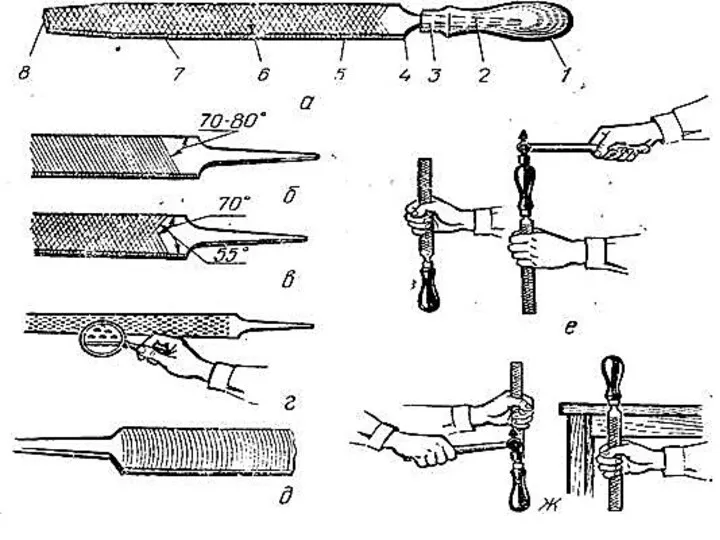
- 7. Напильники по форме сечения: А, Б — плоские, В — квадратные, Г — трехгранные, Д —
- 8. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах
- 9. Надфили: а — прямоугольный тупоносый, б — прямоугольный остроносый, в — квадратный тупоносый, г — трехгранный
- 10. Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина,
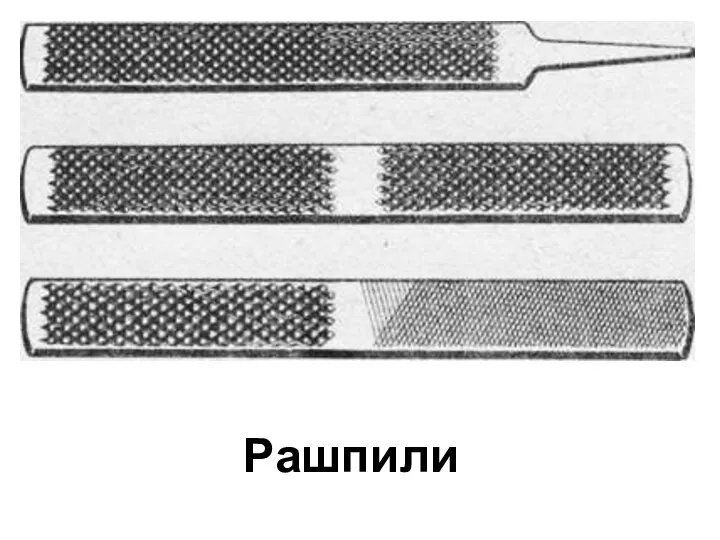
- 11. Рашпили
- 12. Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах,
- 13. Борнапильники: а — фасонные головки (борнапильники), б — дисковые, в — пластинчатый, г — приспособление для
- 14. Для удобного держания и обеспечения безопасности напильники снабжаются ручкой, которая изготовляется из дерева или пластмассы. Ручки
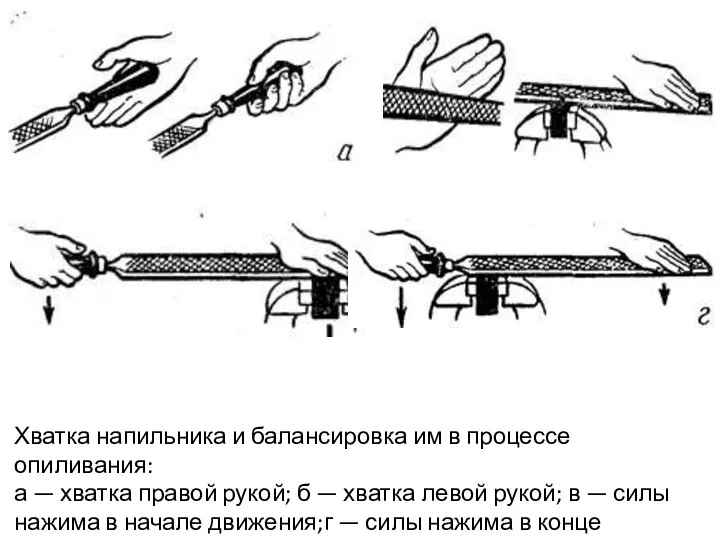
- 16. Хватка напильника и балансировка им в процессе опиливания: а — хватка правой рукой; б — хватка
- 17. Распределение усилий нажима при опиливании
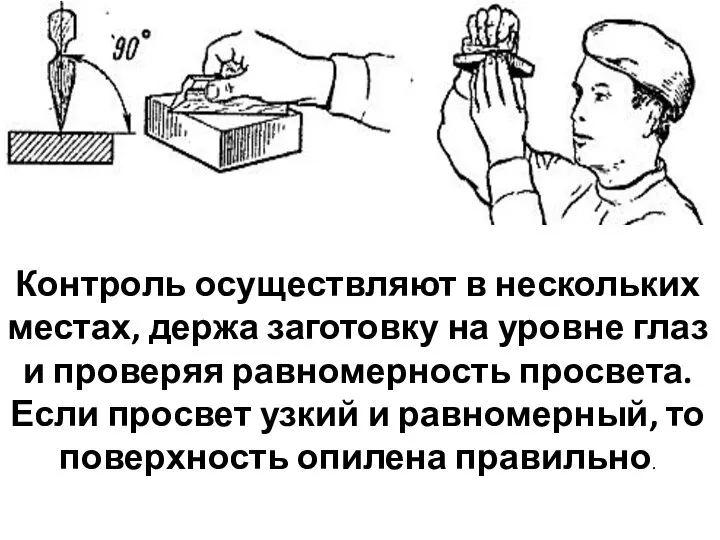
- 19. Контроль осуществляют в нескольких местах, держа заготовку на уровне глаз и проверяя равномерность просвета. Если просвет
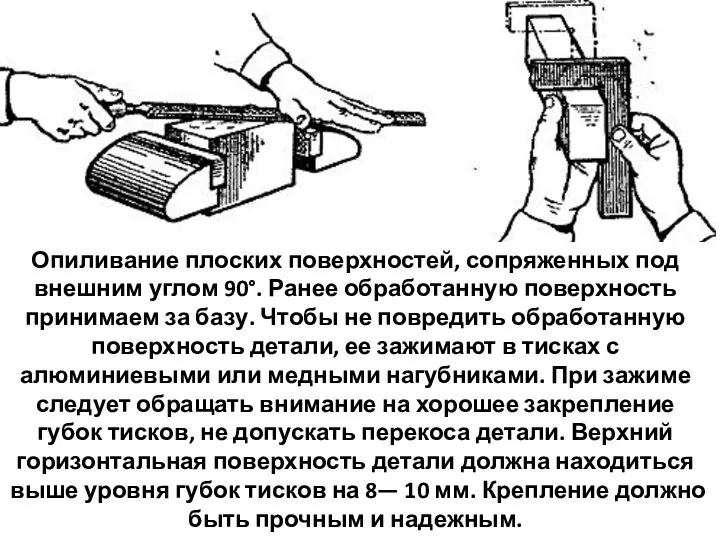
- 20. Опиливание плоских поверхностей, сопряженных под внешним углом 90°. Ранее обработанную поверхность принимаем за базу. Чтобы не
- 22. Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности: при опиливании заготовок с острыми кромками
- 23. Опиливание криволинейных поверхностей, применяемый инструмент. Механизация работ при опиливании.
- 25. Опиливание поверхностей: а — опиливание с помощью наметки-рамки; б — прием опиливания выпуклых поверхностей; в —
- 26. Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана со снятием относительно большого
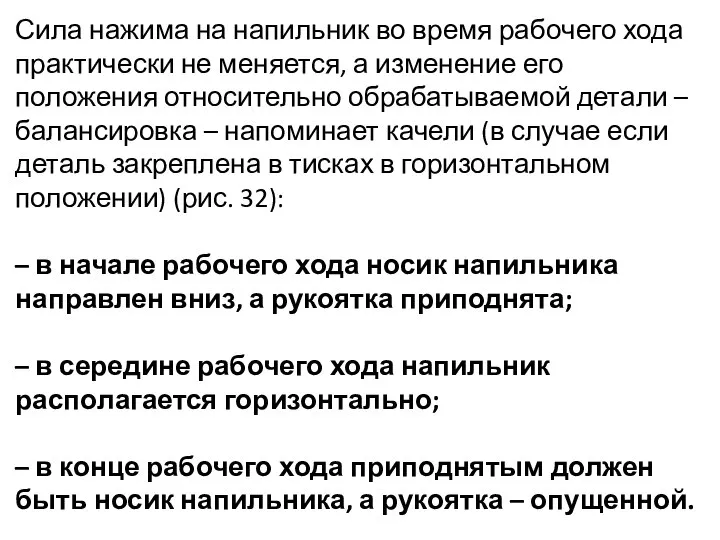
- 27. Сила нажима на напильник во время рабочего хода практически не меняется, а изменение его положения относительно
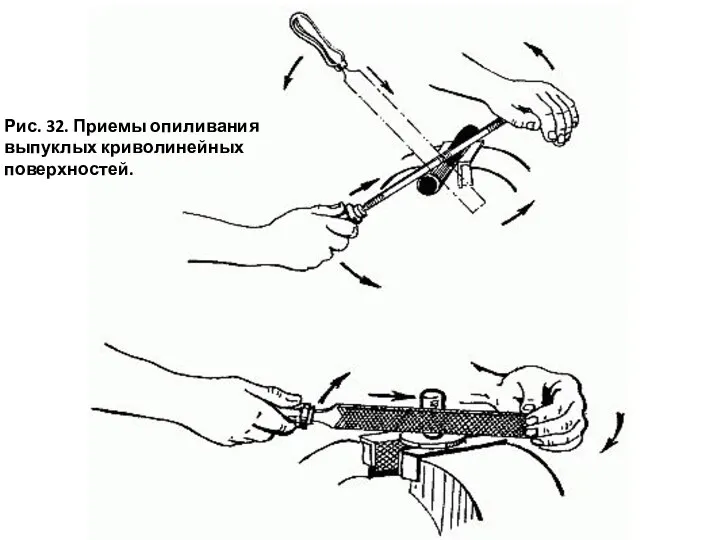
- 28. Рис. 32. Приемы опиливания выпуклых криволинейных поверхностей.
- 29. Если же деталь закреплена в тисках в вертикальном положении, то движение напильника будет иным: – в
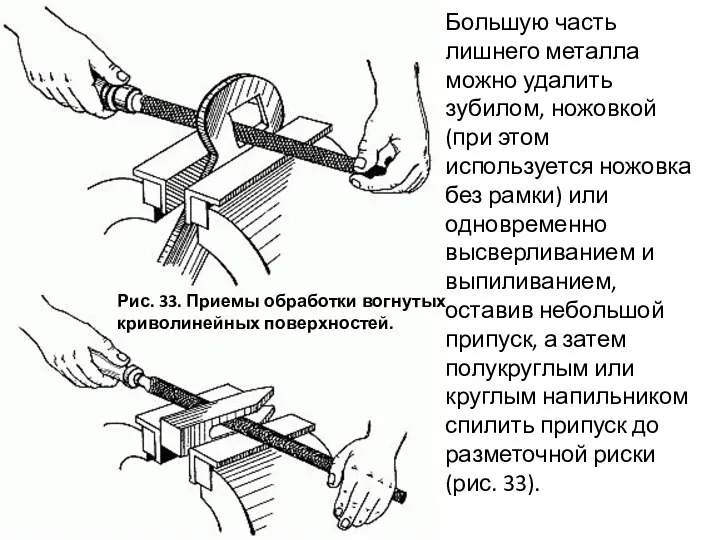
- 30. Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка без рамки) или одновременно
- 31. При выборе напильника следует учесть, что радиус его сечения должен быть несколько меньше радиуса опиливаемой поверхности.
- 32. Механизация опиловочных работ Механизация слесарных работ является одним из путей повышения производительности труда и культуры производства.
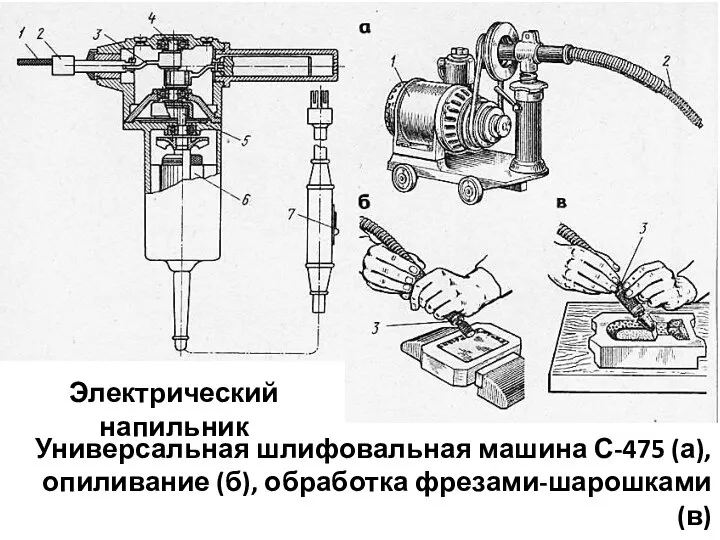
- 33. Электрический напильник Универсальная шлифовальная машина С-475 (а), опиливание (б), обработка фрезами-шарошками (в)
- 35. Скачать презентацию
Слайд 3В слесарной практике опиливание применяется для обработки следующих поверхностей:
• плоских и криволинейных;
•
В слесарной практике опиливание применяется для обработки следующих поверхностей:
• плоских и криволинейных;
•
Слайд 4
Классификация напильников.
Напильники по назначению подразделяют на следующие группы:
общего назначения, специального назначения,
Классификация напильников.
Напильники по назначению подразделяют на следующие группы:
общего назначения, специального назначения,
Слайд 6Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья
Слайд 7Напильники по форме сечения:
А, Б — плоские,
В — квадратные,
Г
Напильники по форме сечения:
А, Б — плоские,
В — квадратные,
Г

Слайд 8Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для
Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для
Слайд 9Надфили:
а — прямоугольный
тупоносый,
б — прямоугольный остроносый,
в — квадратный тупоносый,
Надфили:
а — прямоугольный
тупоносый,
б — прямоугольный остроносый,
в — квадратный тупоносый,

Слайд 10Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и
Слайд 11Рашпили
Рашпили
Слайд 12Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров

Слайд 13Борнапильники:
а — фасонные головки (борнапильники),
б — дисковые,
в — пластинчатый,
Борнапильники:
а — фасонные головки (борнапильники),
б — дисковые,
в — пластинчатый,

Слайд 14Для удобного держания и обеспечения безопасности напильники снабжаются ручкой, которая изготовляется из
Для удобного держания и обеспечения безопасности напильники снабжаются ручкой, которая изготовляется из

Слайд 16Хватка напильника и балансировка им в процессе опиливания:
а — хватка правой рукой;
Хватка напильника и балансировка им в процессе опиливания:
а — хватка правой рукой;
Слайд 17Распределение усилий нажима при опиливании
Распределение усилий нажима при опиливании

Слайд 19Контроль осуществляют в нескольких местах, держа заготовку на уровне глаз и проверяя
Контроль осуществляют в нескольких местах, держа заготовку на уровне глаз и проверяя
Слайд 20Опиливание плоских поверхностей, сопряженных под внешним углом 90°. Ранее обработанную поверхность принимаем
Опиливание плоских поверхностей, сопряженных под внешним углом 90°. Ранее обработанную поверхность принимаем
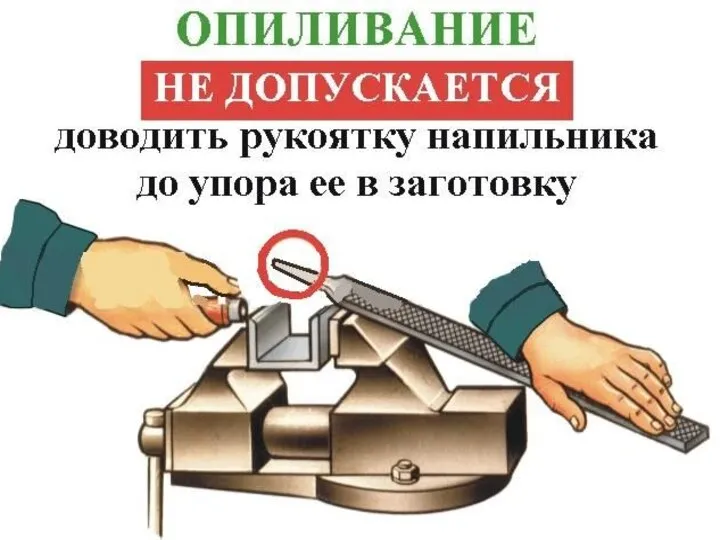
Слайд 22Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности:
при опиливании заготовок
Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности:
при опиливании заготовок
Слайд 23Опиливание криволинейных поверхностей,
применяемый инструмент.
Механизация работ при опиливании.
Опиливание криволинейных поверхностей,
применяемый инструмент.
Механизация работ при опиливании.
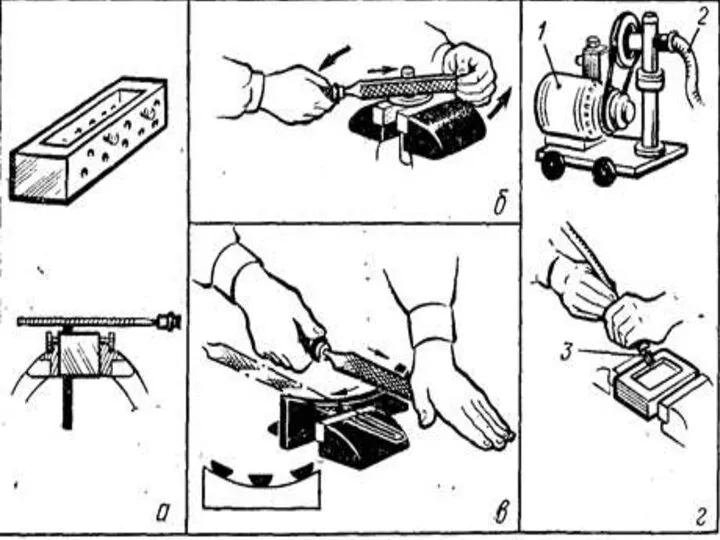
Слайд 25 Опиливание поверхностей:
а — опиливание с помощью наметки-рамки;
б — прием опиливания
Опиливание поверхностей:
а — опиливание с помощью наметки-рамки;
б — прием опиливания
Слайд 26Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана
Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана
Слайд 27Сила нажима на напильник во время рабочего хода практически не меняется, а
Сила нажима на напильник во время рабочего хода практически не меняется, а
Слайд 28Рис. 32. Приемы опиливания выпуклых криволинейных поверхностей.
Рис. 32. Приемы опиливания выпуклых криволинейных поверхностей.
Слайд 29Если же деталь закреплена в тисках в вертикальном положении, то движение напильника
Если же деталь закреплена в тисках в вертикальном положении, то движение напильника
Слайд 30Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка
Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка
Слайд 31При выборе напильника следует учесть, что радиус его сечения должен быть несколько
При выборе напильника следует учесть, что радиус его сечения должен быть несколько
Слайд 32Механизация опиловочных работ
Механизация слесарных работ является одним из путей повышения производительности труда
Механизация опиловочных работ
Механизация слесарных работ является одним из путей повышения производительности труда
Слайд 33Электрический напильник
Универсальная шлифовальная машина С-475 (а), опиливание (б), обработка фрезами-шарошками (в)
Электрический напильник
Универсальная шлифовальная машина С-475 (а), опиливание (б), обработка фрезами-шарошками (в)
 Плотность. Способы измерения плотности
Плотность. Способы измерения плотности Шу. Шудың түрлері; Шуды өлшеу әдісі. Алдын алу шаралары; Діріл
Шу. Шудың түрлері; Шуды өлшеу әдісі. Алдын алу шаралары; Діріл Волновые свойства света
Волновые свойства света Строение атома. Опыты Резерфорда
Строение атома. Опыты Резерфорда Изучение хроматографической подвижности
Изучение хроматографической подвижности Физика вокруг нас
Физика вокруг нас Парадокс Даламбера. Разрывные течения
Парадокс Даламбера. Разрывные течения Динамика материальной точки
Динамика материальной точки Открытия Ломоносова в области физики
Открытия Ломоносова в области физики Схема получения порошков распылением расплава газом или жидкостью
Схема получения порошков распылением расплава газом или жидкостью Гидрогазодинамика. Дифференциальное уравнение равновесия жидкости. Лекция 2
Гидрогазодинамика. Дифференциальное уравнение равновесия жидкости. Лекция 2 Принципиальные и монтажные электросхемы
Принципиальные и монтажные электросхемы Определение плотности твердого тела
Определение плотности твердого тела Физические явления языком литературы
Физические явления языком литературы Акустооптика (лекция 1)
Акустооптика (лекция 1) Единая система допусков и посадок деталей и узлов машин, принципы её построения
Единая система допусков и посадок деталей и узлов машин, принципы её построения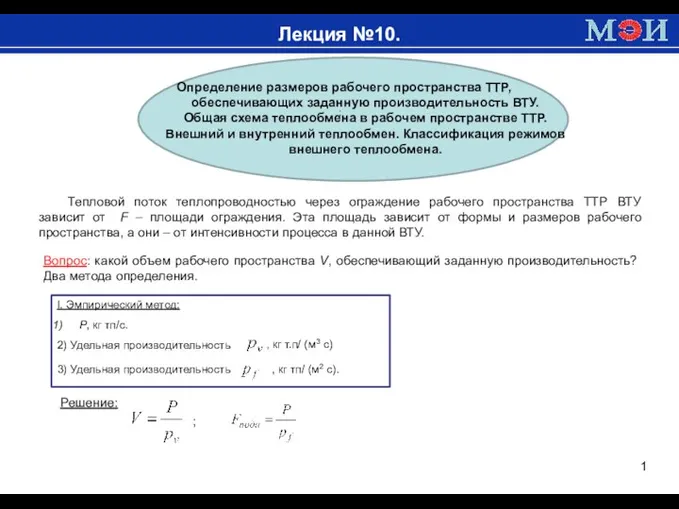 Определение размеров рабочего пространства ТТР, обеспечивающих заданную производительность ВТУ
Определение размеров рабочего пространства ТТР, обеспечивающих заданную производительность ВТУ Автоматическое управление процессом электролиза
Автоматическое управление процессом электролиза Дви́гатель вну́треннего сгора́ния (ДВС)
Дви́гатель вну́треннего сгора́ния (ДВС) Ремонт деталей машин с применением полимерных материалов
Ремонт деталей машин с применением полимерных материалов Кипение
Кипение Изучение магнитных явлений
Изучение магнитных явлений Трансмиссия автомобиля
Трансмиссия автомобиля Направление тока и направление линий его магнитного поля
Направление тока и направление линий его магнитного поля Явление фотоэффекта
Явление фотоэффекта Квалификационная работа. Тема: Спроектировать сборочную оснастку для сборки воздушный тормоз орбитального корабля-ракетоплана
Квалификационная работа. Тема: Спроектировать сборочную оснастку для сборки воздушный тормоз орбитального корабля-ракетоплана Средства измерений и их основные элементы
Средства измерений и их основные элементы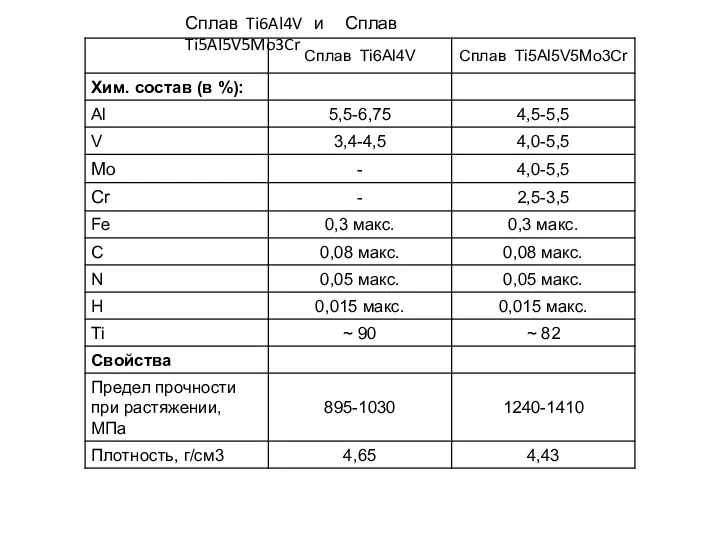 Сплав Ti6Al4V и сплав Ti5Al5V5Mo3Cr
Сплав Ti6Al4V и сплав Ti5Al5V5Mo3Cr