- Взаимозаменяемость деталей, узлов и агрегатов машин

Содержание
- 2. Что представляют собой вал и отверстие? Вал— это термин, относящийся к наружным (охватываемым) элементам деталей, размеры
- 3. Каковы особенности номинального, действительного и предельных размеров? Номинальный размер служит началом отсчета отклонений. Действительный размер —
- 4. Допуск Допуском Т называют разность между наибольшим и наименьшим допустимыми значениями параметра. Какой допуск относится к
- 5. Поле допуска — это поле, ограниченное верхним и нижним предельными отклонениями относительно номинального размера — нулевой
- 6. Посадкой называется характер соединения деталей одинакового номинального размера, определяемый величиной получающихся в нем зазоров или натягов.
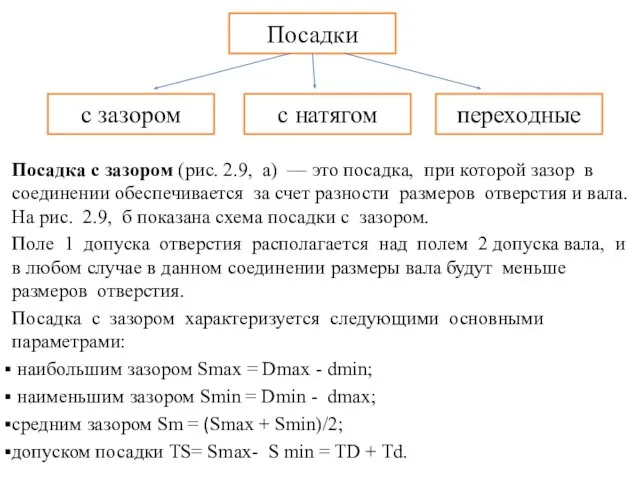
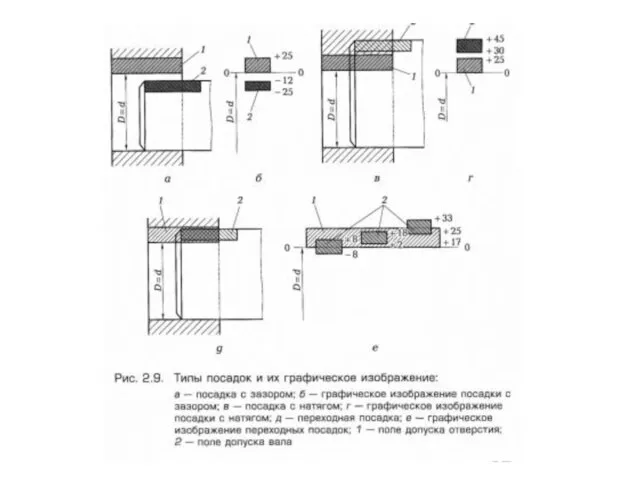
- 7. переходные с натягом с зазором Посадки Посадка с зазором (рис. 2.9, а) — это посадка, при
- 9. Посадка с натягом (рис. 2.9, в) — это посадка, при которой натяг в соединении обеспечивается за
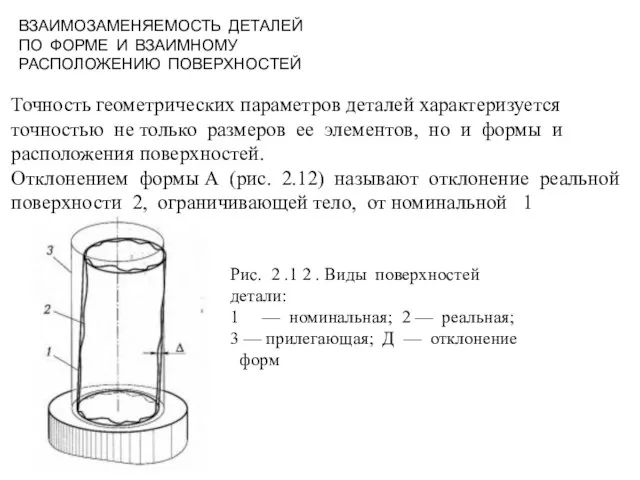
- 10. ВЗАИМОЗАМЕНЯЕМОСТЬ ДЕТАЛЕЙ ПО ФОРМЕ И ВЗАИМНОМУ РАСПОЛОЖЕНИЮ ПОВЕРХНОСТЕЙ Точность геометрических параметров деталей характеризуется точностью не только
- 11. База— поверхность, линия или точка детали, определяющая одну из плоскостей или осей системы координат, по отношению
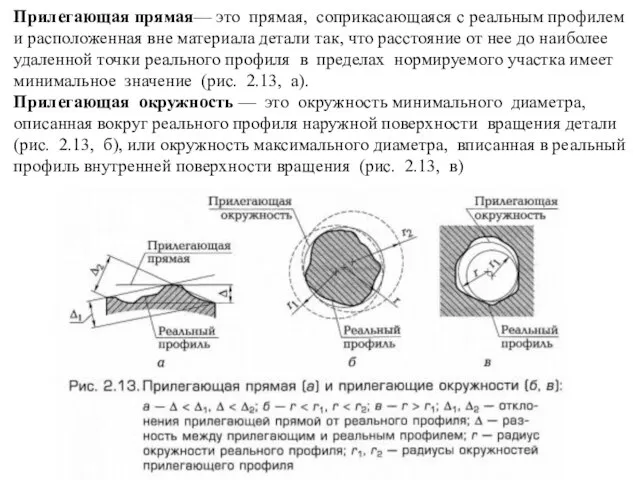
- 12. Прилегающая прямая— это прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, что расстояние
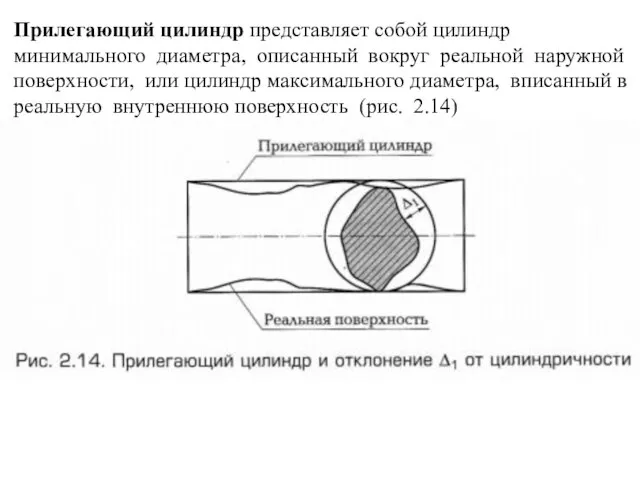
- 13. Прилегающий цилиндр представляет собой цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или цилиндр максимального диаметра,
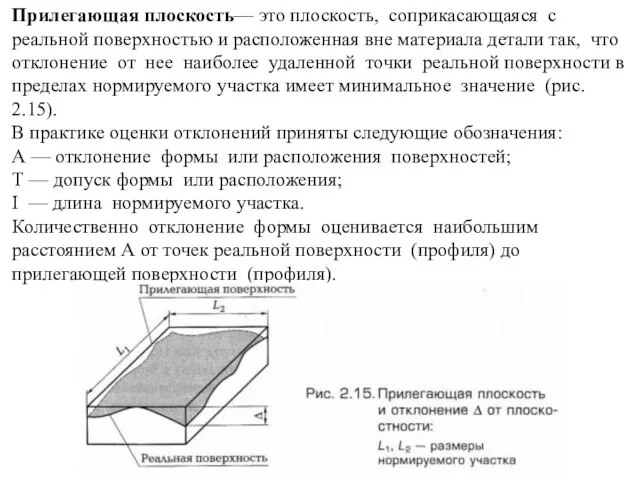
- 14. Прилегающая плоскость— это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, что отклонение
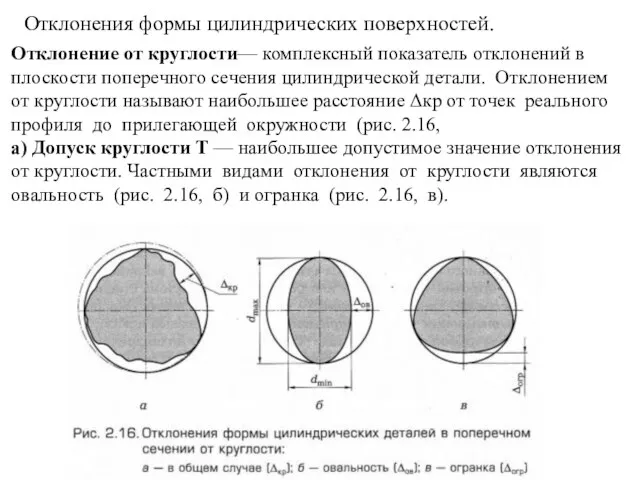
- 15. Отклонения формы цилиндрических поверхностей. Отклонение от круглости— комплексный показатель отклонений в плоскости поперечного сечения цилиндрической детали.
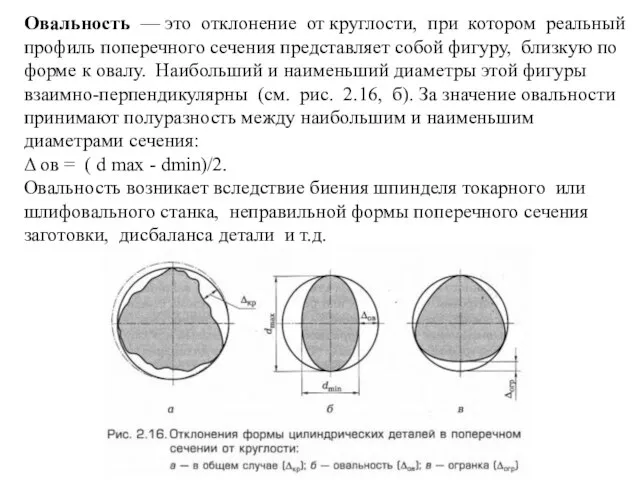
- 16. Овальность — это отклонение от круглости, при котором реальный профиль поперечного сечения представляет собой фигуру, близкую
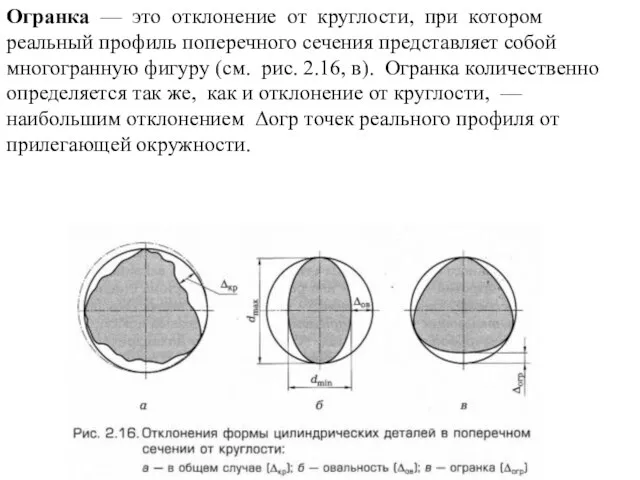
- 17. Огранка — это отклонение от круглости, при котором реальный профиль поперечного сечения представляет собой многогранную фигуру
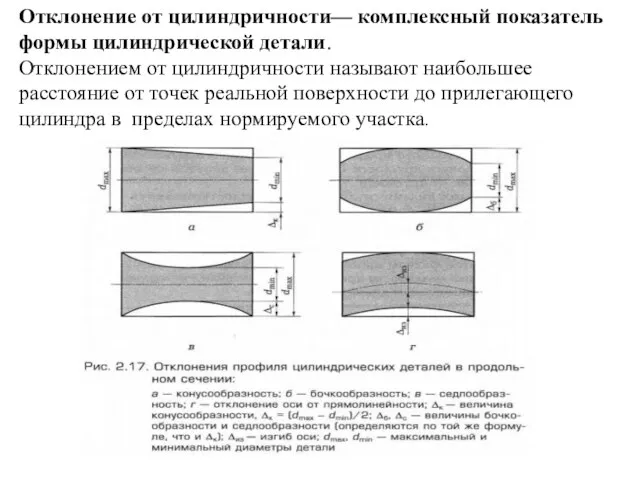
- 18. Отклонение от цилиндричности— комплексный показатель формы цилиндрической детали. Отклонением от цилиндричности называют наибольшее расстояние от точек
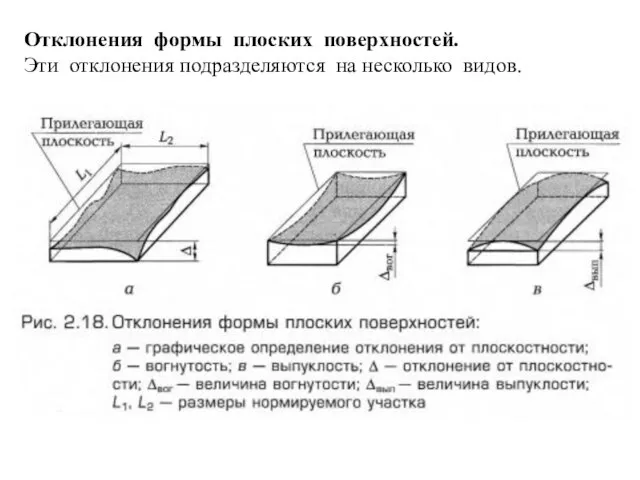
- 19. Отклонения формы плоских поверхностей. Эти отклонения подразделяются на несколько видов.
- 20. Все виды отклонений от правильной геометрической формы отрицательно сказываются на работе соединений. В подвижных соединениях отклонения
- 21. Относительная геометрическая точность формы цилиндрических поверхностей и соотношение допусков формы и размера в зависимости от условий
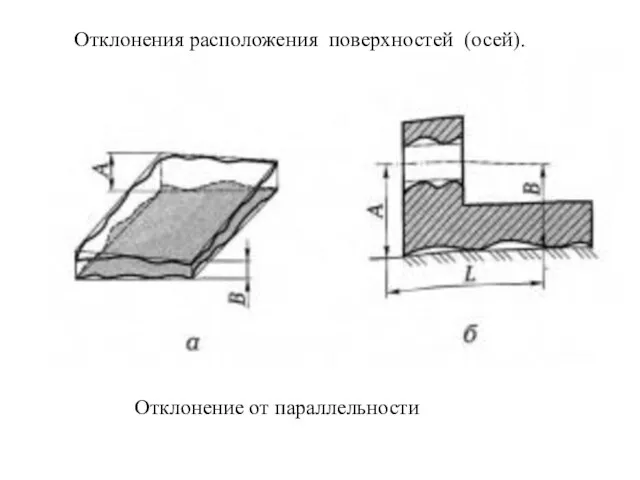
- 22. Отклонение от параллельности Отклонения расположения поверхностей (осей).
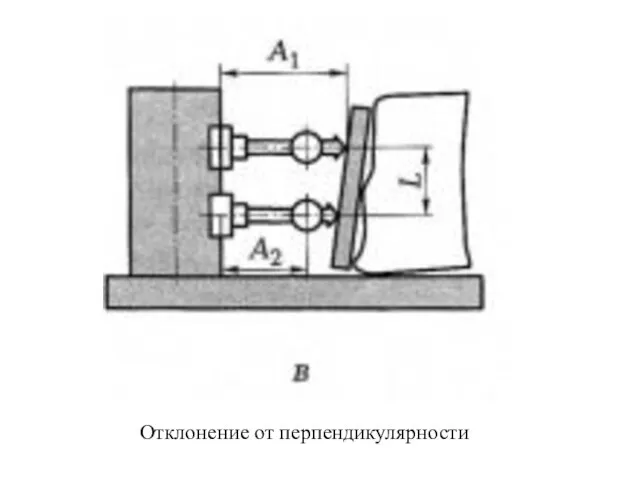
- 23. Отклонение от перпендикулярности
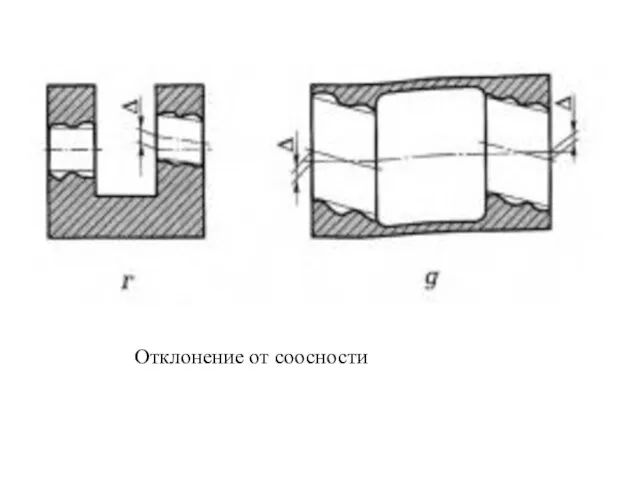
- 24. Отклонение от соосности
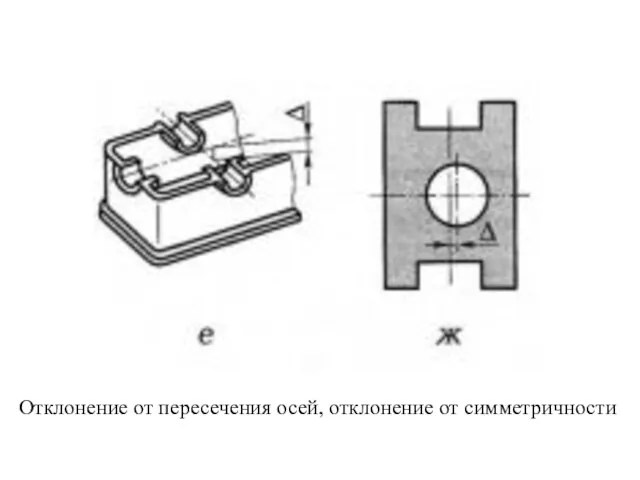
- 25. Отклонение от пересечения осей, отклонение от симметричности
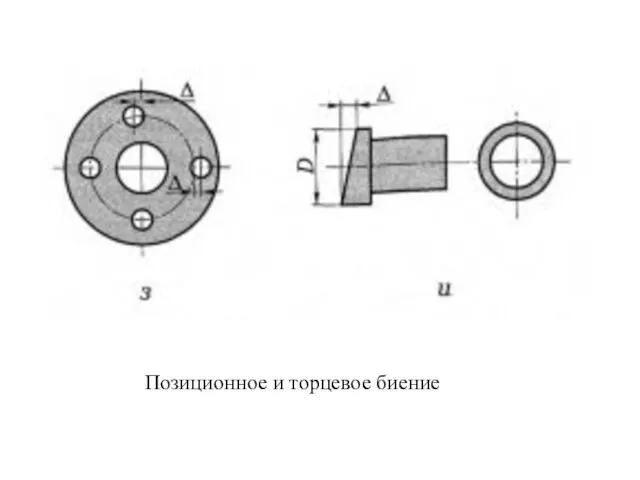
- 26. Позиционное и торцевое биение
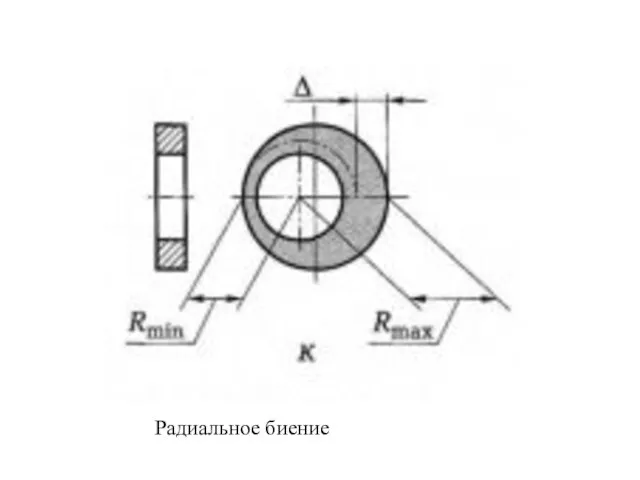
- 27. Радиальное биение
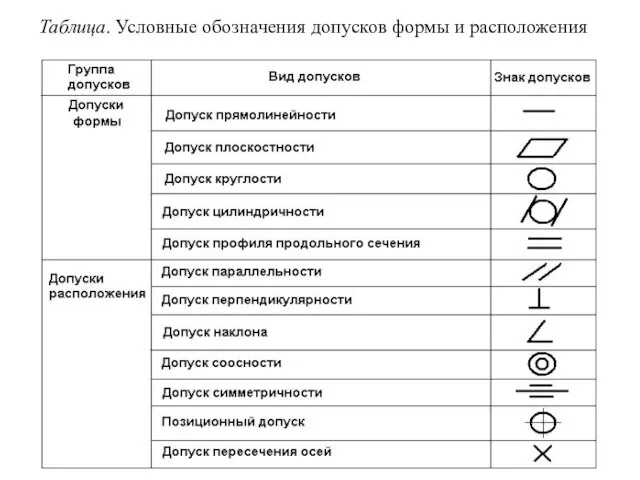
- 28. Таблица. Условные обозначения допусков формы и расположения +
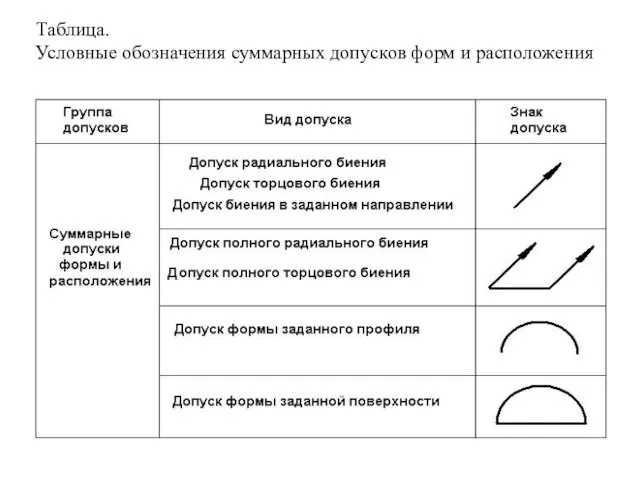
- 29. Таблица. Условные обозначения суммарных допусков форм и расположения +
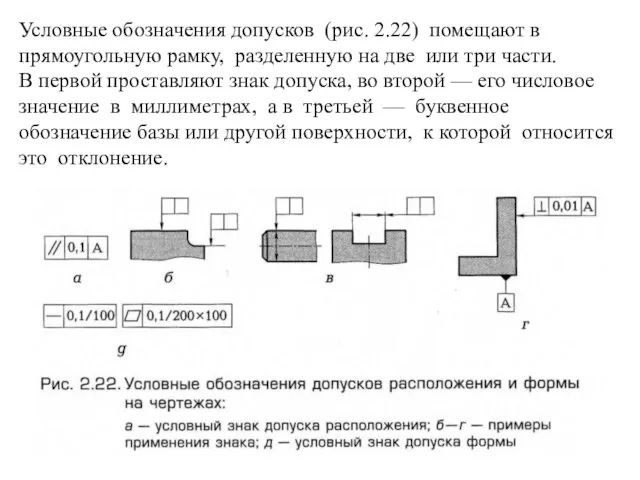
- 30. Условные обозначения допусков (рис. 2.22) помещают в прямоугольную рамку, разделенную на две или три части. В
- 33. Скачать презентацию
Слайд 2Что представляют собой вал и отверстие?
Вал— это термин, относящийся к наружным (охватываемым)
Что представляют собой вал и отверстие?
Вал— это термин, относящийся к наружным (охватываемым)
Слайд 3Каковы особенности номинального, действительного и предельных размеров?
Номинальный размер служит началом отсчета отклонений.
Действительный
Каковы особенности номинального, действительного и предельных размеров?
Номинальный размер служит началом отсчета отклонений.
Действительный
Слайд 4Допуск
Допуском Т называют разность
между наибольшим и наименьшим допустимыми значениями параметра.
Какой допуск
Допуск
Допуском Т называют разность
между наибольшим и наименьшим допустимыми значениями параметра.
Какой допуск
Слайд 5Поле допуска — это поле, ограниченное верхним и нижним предельными отклонениями относительно
Поле допуска — это поле, ограниченное верхним и нижним предельными отклонениями относительно
Слайд 6 Посадкой называется характер соединения деталей одинакового номинального размера, определяемый величиной получающихся
Посадкой называется характер соединения деталей одинакового номинального размера, определяемый величиной получающихся
Слайд 7переходные
с натягом
с зазором
Посадки
Посадка с зазором (рис. 2.9, а) — это посадка, при
переходные
с натягом
с зазором
Посадки
Посадка с зазором (рис. 2.9, а) — это посадка, при
Слайд 9Посадка с натягом (рис. 2.9, в) — это посадка, при которой натяг
Посадка с натягом (рис. 2.9, в) — это посадка, при которой натяг
Слайд 10ВЗАИМОЗАМЕНЯЕМОСТЬ ДЕТАЛЕЙ
ПО ФОРМЕ И ВЗАИМНОМУ
РАСПОЛОЖЕНИЮ ПОВЕРХНОСТЕЙ
Точность геометрических параметров деталей характеризуется
ВЗАИМОЗАМЕНЯЕМОСТЬ ДЕТАЛЕЙ
ПО ФОРМЕ И ВЗАИМНОМУ
РАСПОЛОЖЕНИЮ ПОВЕРХНОСТЕЙ
Точность геометрических параметров деталей характеризуется
Слайд 11База— поверхность, линия или точка детали, определяющая одну из плоскостей или осей
База— поверхность, линия или точка детали, определяющая одну из плоскостей или осей
Слайд 12Прилегающая прямая— это прямая, соприкасающаяся с реальным профилем и расположенная вне материала
Прилегающая прямая— это прямая, соприкасающаяся с реальным профилем и расположенная вне материала
Слайд 13Прилегающий цилиндр представляет собой цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности,
Прилегающий цилиндр представляет собой цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности,
Слайд 14Прилегающая плоскость— это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала
Прилегающая плоскость— это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала
Слайд 15Отклонения формы цилиндрических поверхностей.
Отклонение от круглости— комплексный показатель отклонений в плоскости
Отклонения формы цилиндрических поверхностей.
Отклонение от круглости— комплексный показатель отклонений в плоскости
Слайд 16Овальность — это отклонение от круглости, при котором реальный профиль поперечного сечения
Овальность — это отклонение от круглости, при котором реальный профиль поперечного сечения
Слайд 17Огранка — это отклонение от круглости, при котором реальный профиль поперечного сечения
Огранка — это отклонение от круглости, при котором реальный профиль поперечного сечения
Слайд 18Отклонение от цилиндричности— комплексный показатель формы цилиндрической детали.
Отклонением от цилиндричности называют
Отклонение от цилиндричности— комплексный показатель формы цилиндрической детали.
Отклонением от цилиндричности называют
Слайд 19Отклонения формы плоских поверхностей.
Эти отклонения подразделяются на несколько видов.
Отклонения формы плоских поверхностей.
Эти отклонения подразделяются на несколько видов.
Слайд 20Все виды отклонений от правильной геометрической формы отрицательно сказываются на работе соединений.
Все виды отклонений от правильной геометрической формы отрицательно сказываются на работе соединений.
Слайд 21Относительная геометрическая точность формы цилиндрических поверхностей и соотношение допусков формы и размера
Относительная геометрическая точность формы цилиндрических поверхностей и соотношение допусков формы и размера
Слайд 22Отклонение от параллельности
Отклонения расположения поверхностей (осей).
Отклонение от параллельности
Отклонения расположения поверхностей (осей).
Слайд 23Отклонение от перпендикулярности
Отклонение от перпендикулярности
Слайд 24Отклонение от соосности
Отклонение от соосности
Слайд 25Отклонение от пересечения осей, отклонение от симметричности
Отклонение от пересечения осей, отклонение от симметричности
Слайд 26Позиционное и торцевое биение
Позиционное и торцевое биение
Слайд 27Радиальное биение
Радиальное биение
Слайд 28Таблица. Условные обозначения допусков формы и расположения
+
Таблица. Условные обозначения допусков формы и расположения
+
Слайд 29Таблица.
Условные обозначения суммарных допусков форм и расположения
+
Таблица.
Условные обозначения суммарных допусков форм и расположения
+
Слайд 30Условные обозначения допусков (рис. 2.22) помещают в прямоугольную рамку, разделенную на две
Условные обозначения допусков (рис. 2.22) помещают в прямоугольную рамку, разделенную на две
 Сила трения
Сила трения Задачи по механике
Задачи по механике Равноускоренное движение
Равноускоренное движение Физические величины: скорость, путь, время (7 класс)
Физические величины: скорость, путь, время (7 класс) Потери и коэффициент полезного действия
Потери и коэффициент полезного действия Модификатор зеркало и создание разрезов
Модификатор зеркало и создание разрезов Презентация на тему Электромагнитная картина мира
Презентация на тему Электромагнитная картина мира  Польза и вред электризации
Польза и вред электризации План структурной оптимизации технологического процесса изготовления кузова модели SX11
План структурной оптимизации технологического процесса изготовления кузова модели SX11 Дынамiка i яе асноуная задача. Сiла
Дынамiка i яе асноуная задача. Сiла Исследование физико-химических процессов получения порошковых покрытий газоплазменным методом
Исследование физико-химических процессов получения порошковых покрытий газоплазменным методом Электромагнитные излучения
Электромагнитные излучения Задача на преломление луча в плоскопараллельной пластине
Задача на преломление луча в плоскопараллельной пластине Виды сил
Виды сил Физика, как наука и основа естествознания
Физика, как наука и основа естествознания Роль гидрогазодинамики в учебном процессе
Роль гидрогазодинамики в учебном процессе Элементы теории электромагнетизма Максвелла. Лекция 14
Элементы теории электромагнетизма Максвелла. Лекция 14 Частотные методы оценки качества регулирования
Частотные методы оценки качества регулирования Вещества и явления в окружающем мире
Вещества и явления в окружающем мире Магнитное поле в веществе
Магнитное поле в веществе Лекция17
Лекция17 Основы гидравлики
Основы гидравлики Давление жидкости на стенки и на дно сосуда
Давление жидкости на стенки и на дно сосуда Необычные барометры
Необычные барометры Дви́гатель вну́треннего сгора́ния (ДВС)
Дви́гатель вну́треннего сгора́ния (ДВС) Индукция поля прямого и кругового тока
Индукция поля прямого и кругового тока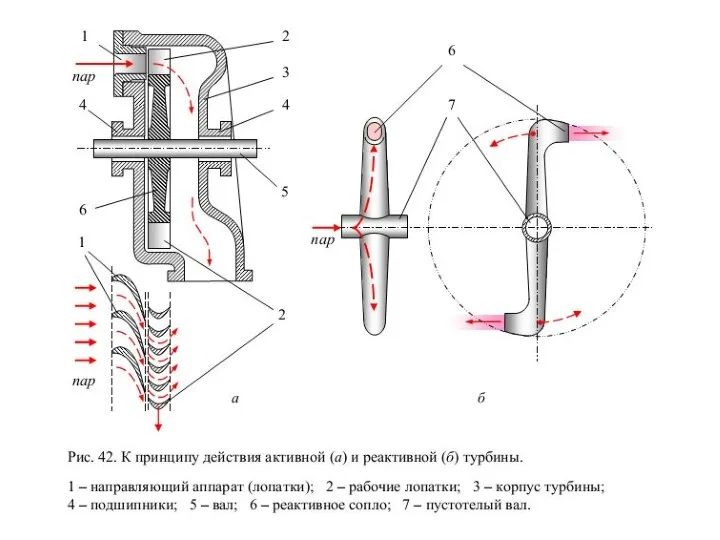 Теория турбин (заочники)
Теория турбин (заочники) Ресорне підвішування
Ресорне підвішування