- Композиционные материалы. Основные закономерности

Содержание
- 2. Лекция 6 Методы получения КМ Основные закономерности
- 3. Предварительный выбор материала. Предварительный выбор материала опирается на следующую информацию: Вид нагружения детали (например, растяжение, сжатие,
- 4. Пример – мост в Альпах, состоящий из двух одинаковых секций: Вид нагружения – изгиб Метод приложения
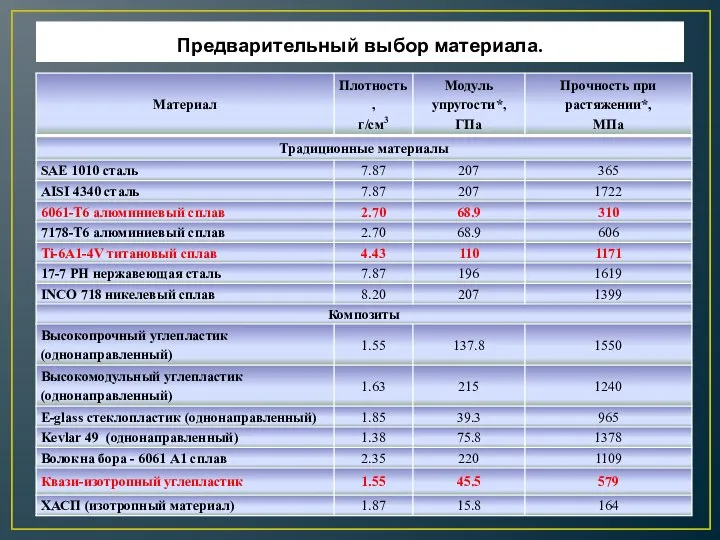
- 5. При разработке конструкций с минимальной массой или стоимостью, механические свойства материала обычно комбинируют с плотностью и,
- 6. Предварительный выбор материала.
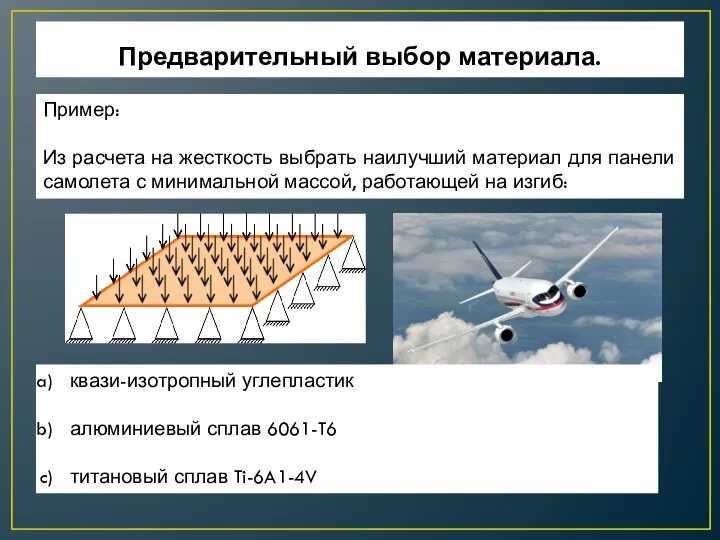
- 7. Пример: Из расчета на жесткость выбрать наилучший материал для панели самолета с минимальной массой, работающей на
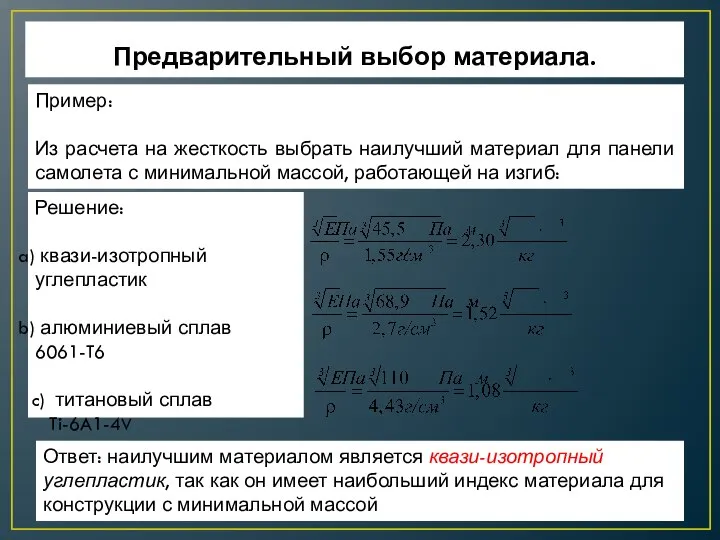
- 8. Предварительный выбор материала. Пример: Из расчета на жесткость выбрать наилучший материал для панели самолета с минимальной
- 9. Основные принципы методов получения КМ Выбор метода получения композиции из различных сочетаний матрицы и наполнителя определяется
- 10. Классификация КМ по методам получения КМ делятся на материалы, полученные жидкофазными и твердофазными методами, а также
- 11. . Химические (связанные с химическим, электрохимическим и термохимическим осаждением); Газо- и парофазные (связанные с конденсацией из
- 12. Технология композитов: основные стадии Подготовка наполнителя (выбор типа наполнителя, очистка поверхности и сортировка дисперсного (дискретного) наполнителя,
- 13. Твердофазные методы получения КМ Твердофазные способы заключаются в предварительном совмещении (объединении) армирующих элементов и матрицы и
- 14. Твердофазные методы: основные стадии механическое смешивание матричного порошка с наполнителем; формование заготовки из композитной порошковой смеси
- 15. Композиционные материалы с металлической матрицей МКМ Методы порошковой металлургии. Основные стадии: подготовка шихты : - получение
- 16. продолжение - экструзия – первый способ: шихта с пластификаторами (бакелит, парафин, метилцелюлоза), обжимается в камере экструдера
- 17. продолжение термообработка с целью спекания изделий - в печах сопротивления в атмосфере водорода, инертных газов, в
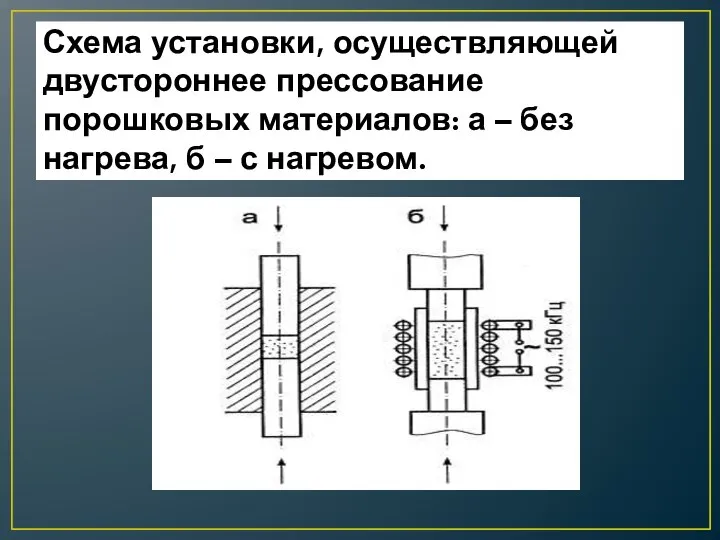
- 18. Схема установки, осуществляющей двустороннее прессование порошковых материалов: а – без нагрева, б – с нагревом.
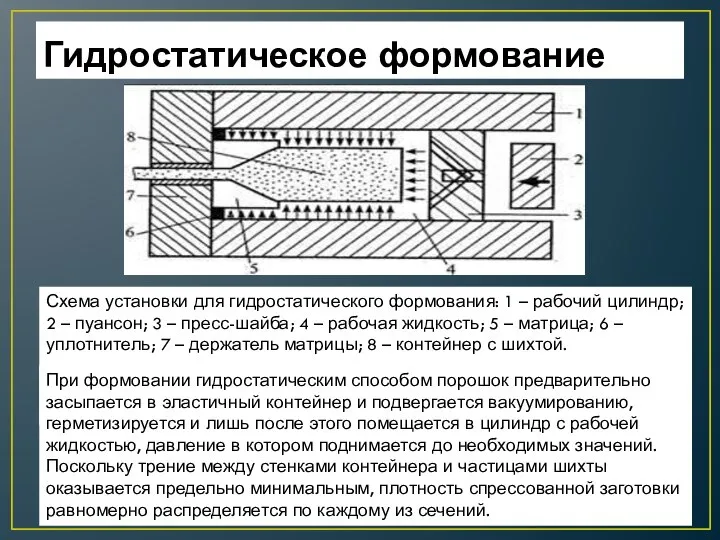
- 19. Гидростатическое формование Схема установки для гидростатического формования: 1 – рабочий цилиндр; 2 – пуансон; 3 –
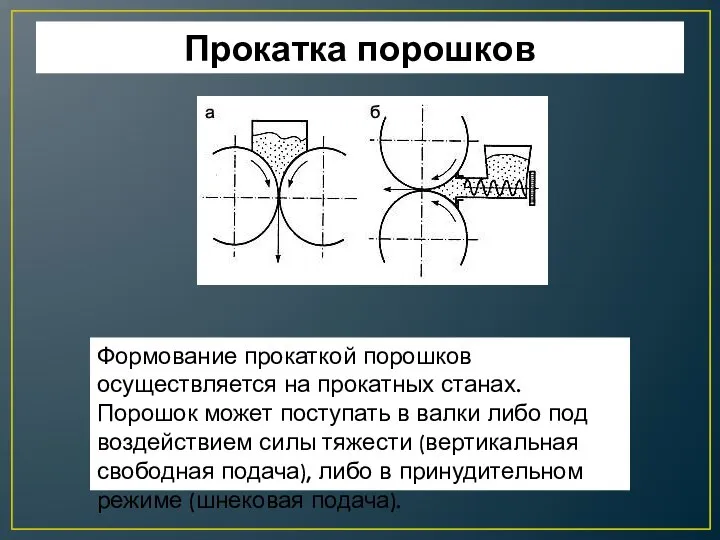
- 20. Прокатка порошков Формование прокаткой порошков осуществляется на прокатных станах. Порошок может поступать в валки либо под
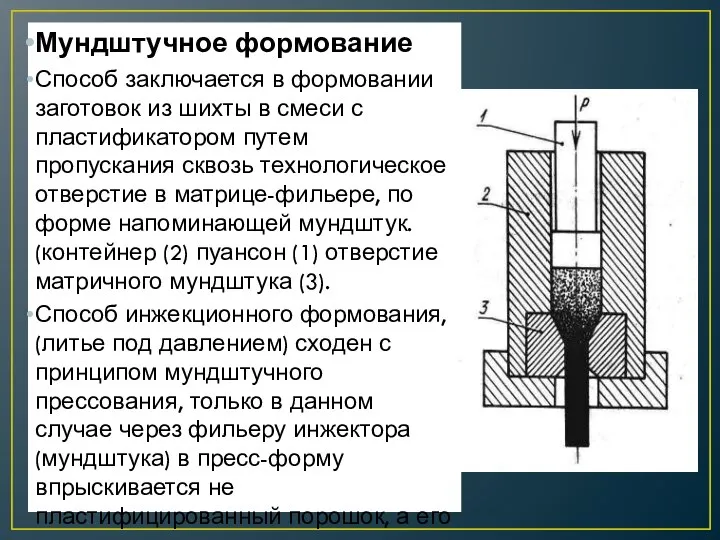
- 21. Мундштучное формование Способ заключается в формовании заготовок из шихты в смеси с пластификатором путем пропускания сквозь
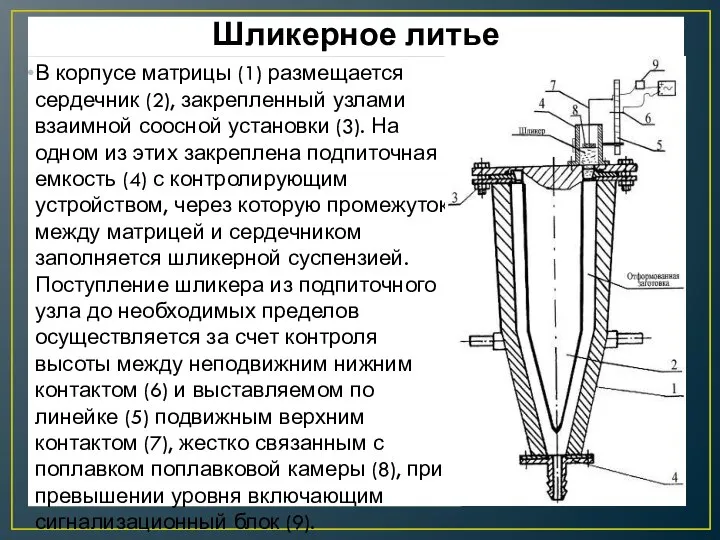
- 22. Шликерное литье В корпусе матрицы (1) размещается сердечник (2), закрепленный узлами взаимной соосной установки (3). На
- 23. Горячее прессование Способ одновременного прессования и спекания называют горячим прессованием. При этом формовка заготовки из многокомпонентной
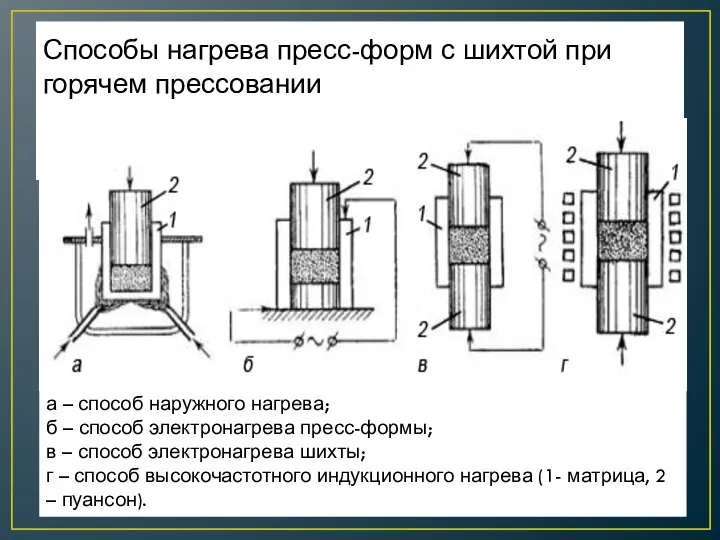
- 24. Способы нагрева пресс-форм с шихтой при горячем прессовании а – способ наружного нагрева; б – способ
- 25. Сварка взрывом и диффузнная сварка Диффузионная сварка Сварка взрывом
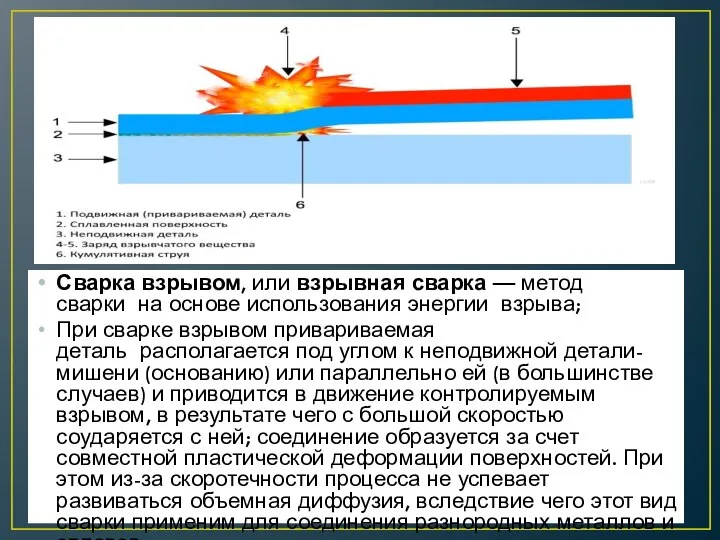
- 26. Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва; При сварке взрывом
- 27. Сварка взрывом (биметалл)
- 28. Диффузная сварка Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей.
- 29. Диффузная сварка
- 30. Жидкофазные методы Жидкофазные методы обладают рядом существенных преимуществ, главные из которых: возможность получения композиционных изделий сложной
- 31. Процесс соединения твердой и жидкой фаз осуществляется в следующем порядке: размещение (укладка, установка) армирующих элементов в
- 33. Технологический процесс получения изделий жидкофазным совмещением компонентов состоит из следующих основных этапов: подготовки компонентов (калибровка, очистка
- 35. Последовательные этапы изготовления изделия из композиционного материала методом вакуумно-компрессионного литья. Основа детали с намотанными на нее
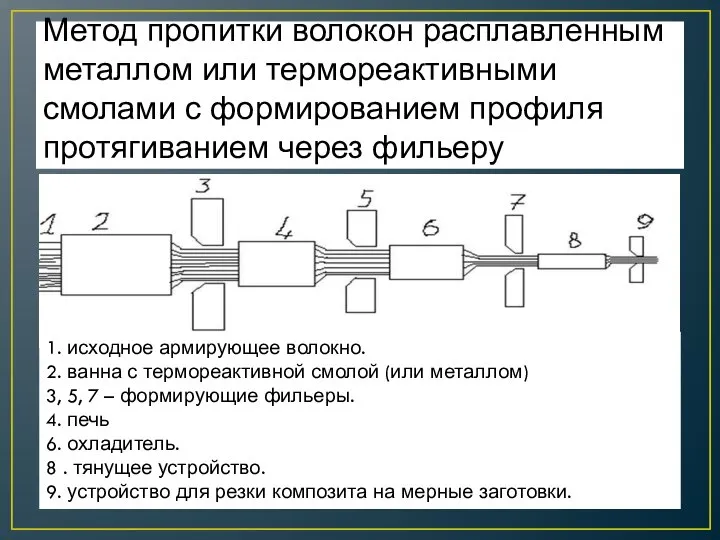
- 36. Метод пропитки волокон расплавленным металлом или термореактивными смолами с формированием профиля протягиванием через фильеру. 1. исходное
- 37. Инфильтрация Капиллярная инфильтрациия пористого каркаса из тугоплавкого компонента легкоплавкой составляющей может проводится по методу наложения или
- 38. Композиционные материалы с керамической матрицей ККМ Высокопрочные композиты на основе керамики получают путем армирования ее волокнистыми
- 39. ККМ получают формованием заготовок с последующим их спеканием. Формование заготовок осуществляют уплотнением порошковых смесей (сухих или
- 40. ККМ с металлическими волокнами. Керамику армируют волокнами вольфрама, молибдена, стали, ниобия. Основная цель введения в керамику
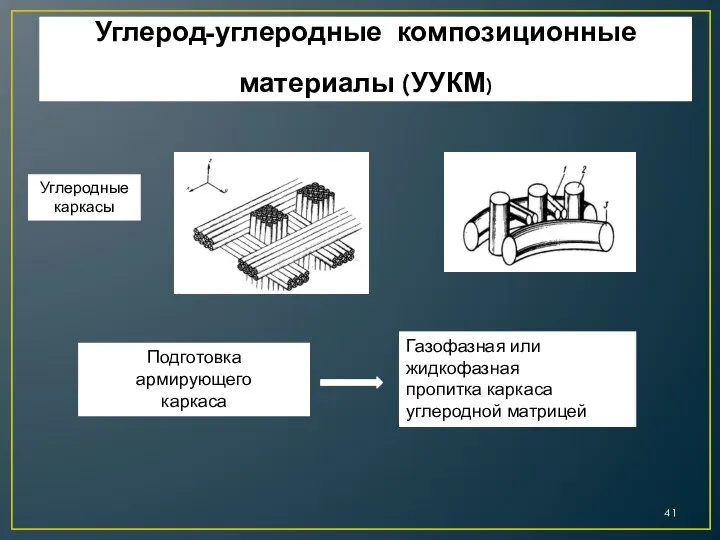
- 41. Углерод-углеродные композиционные материалы (УУКМ) Подготовка армирующего каркаса Газофазная или жидкофазная пропитка каркаса углеродной матрицей Углеродные каркасы
- 42. Углерод-углеродные композиционные материалы состоят из углеродных волокон находящихся в углеродной матрице. Их получают многократным повторением (до
- 43. КМ на основе стеклянных матриц 1. Безопасные стекла (армированное, безосколочное, закаленное) Безопасные стекла применяют главным образом
- 44. КМ на основе стеклянных матриц ПЕНОСТЕКЛО Структура пеностекла определяет его назначение: - с замкнутыми порами –
- 45. Получение полимерных композиционных материалов Полимерные композиционные материалы – это гетерофазные композиционные материалы с непрерывной полимерной фазой
- 46. по природе наполнителя наполненные полимеры подразделяют на асбопластики (наполнитель-асбест), графито-пласты (графит), древесные слоистые пластики (древесный шпон),
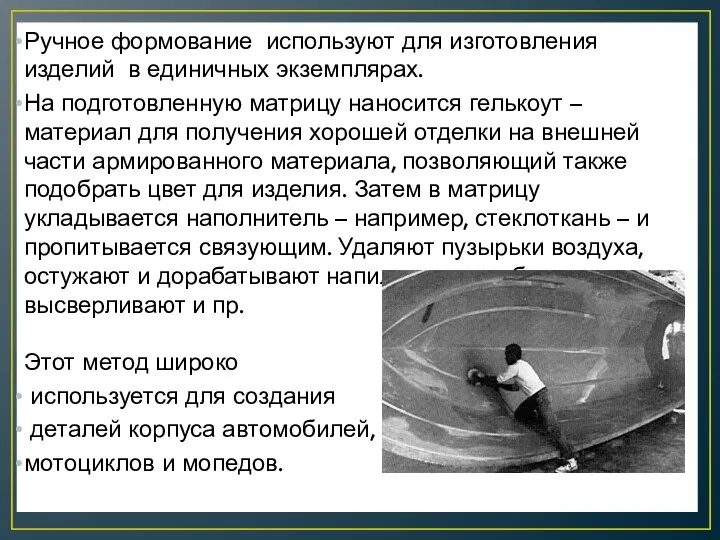
- 47. Технологии производства композитных ПМ – контактное (ручное) формование Используется для изготовления авиакомпонентов, лодок, частей машин, бассейнов
- 48. Ручное формование используют для изготовления изделий в единичных экземплярах. На подготовленную матрицу наносится гелькоут – материал
- 50. Преимущества ручного формования существует реальная возможность получить продукт сложной формы и немалого размера с минимальными вложениями;
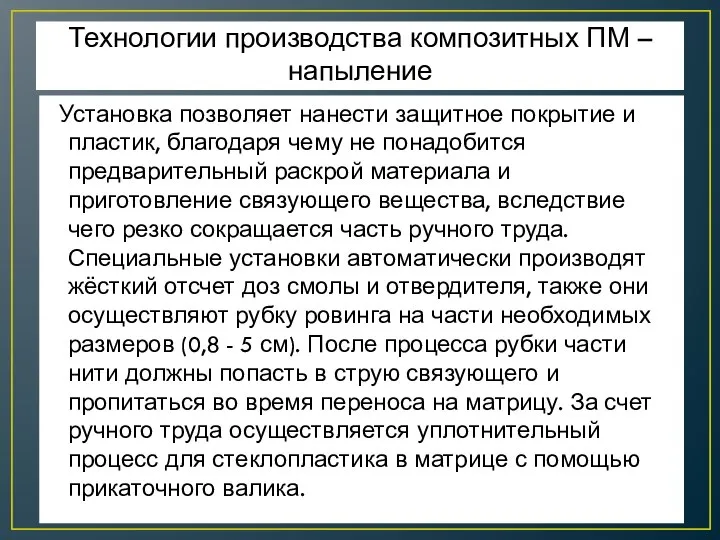
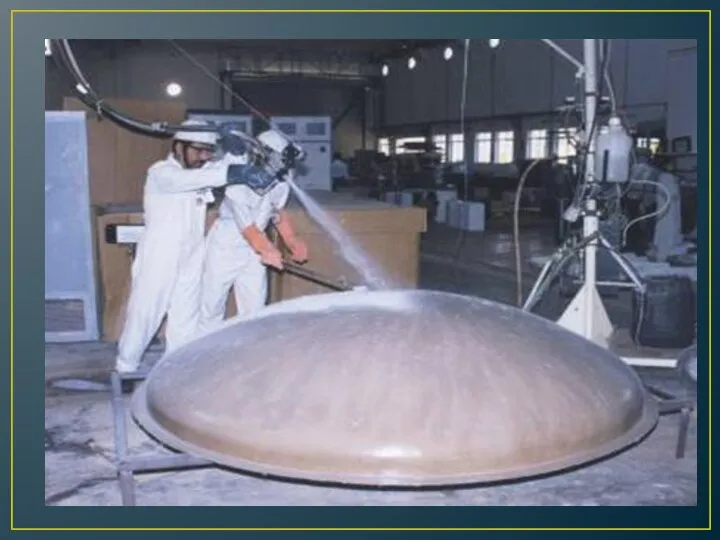
- 51. Технологии производства композитных ПМ – напыление Установка позволяет нанести защитное покрытие и пластик, благодаря чему не
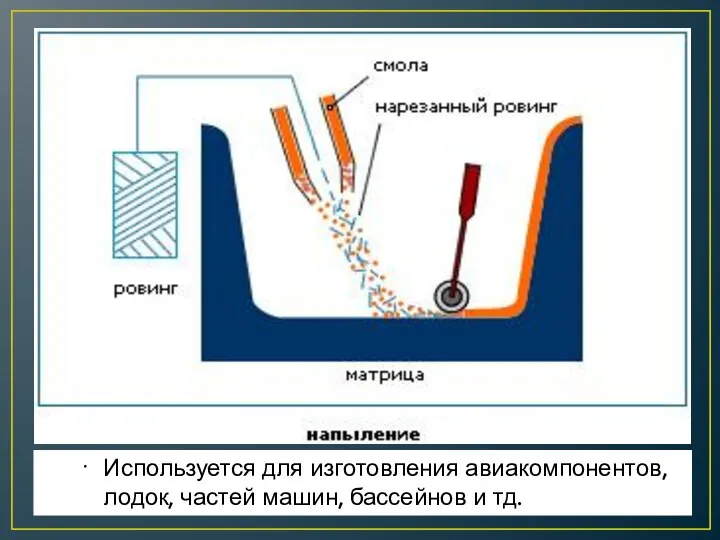
- 52. Используется для изготовления авиакомпонентов, лодок, частей машин, бассейнов и тд.
- 54. Ряд преимуществ при производстве КМ методом напыления: происходит экономия времени и полезных площадей за счет того,
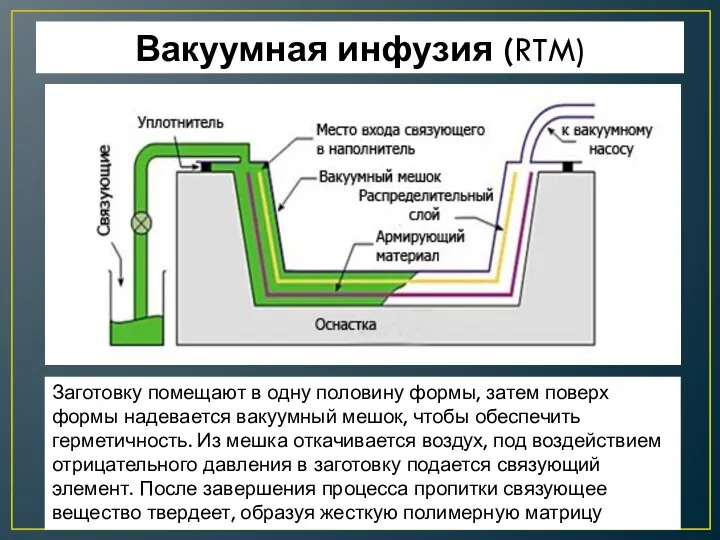
- 55. Вакуумная инфузия (RTM) Заготовку помещают в одну половину формы, затем поверх формы надевается вакуумный мешок, чтобы
- 56. Создание корпуса яхты методом инфузии
- 57. Технологии производства композитных ПМ – пультрузия Пультрузия – это “протяжка”. При этом методе происходит непрерывный процесс
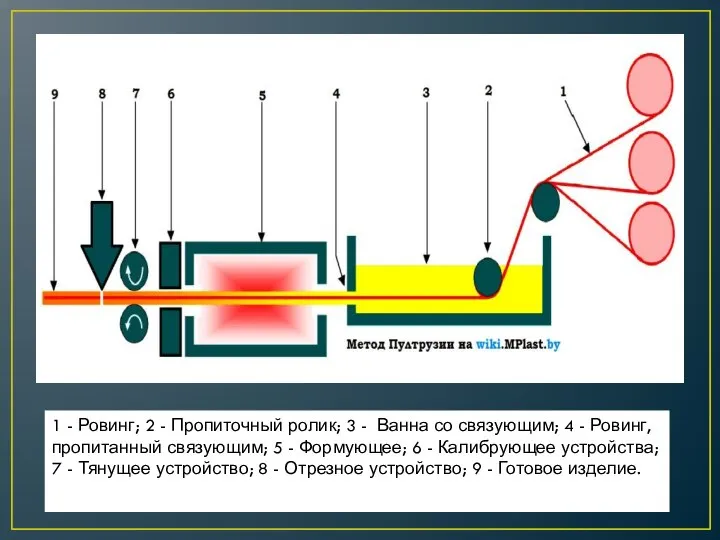
- 58. 1 - Ровинг; 2 - Пропиточный ролик; 3 - Ванна со связующим; 4 - Ровинг, пропитанный
- 59. Пультрузия - Процесс изготовления высоко наполненных волокном композиционных деталей с постоянным поперечным сечением на основе волокон
- 60. Материалы: термопласты, резиновые смеси, реактопласты (ограниченно) Технологические процессы: 1 - гранулирование 2 – изготовление пленок 3
- 61. Получение ПВХ пленки в виде рукава методом экструзии
- 62. Экструзия полимерных композиционных материалов происходит следующим образом: формуемый материал поступает в зону питания экструзионного оборудования, где
- 63. Технологии производства ПКМ – намотка Наполнитель - армирующий материал в виде постоянного ровинга (жгута) или нити
- 64. Применяется для: композитных труб, емкостей, сосудов под давлением
- 65. Основные достоинства метода намотки: доходный с точки зрения экономики метод укладки материала за счет быстроты процесса;
- 67. Технологии производства композитных ПМ – прессование
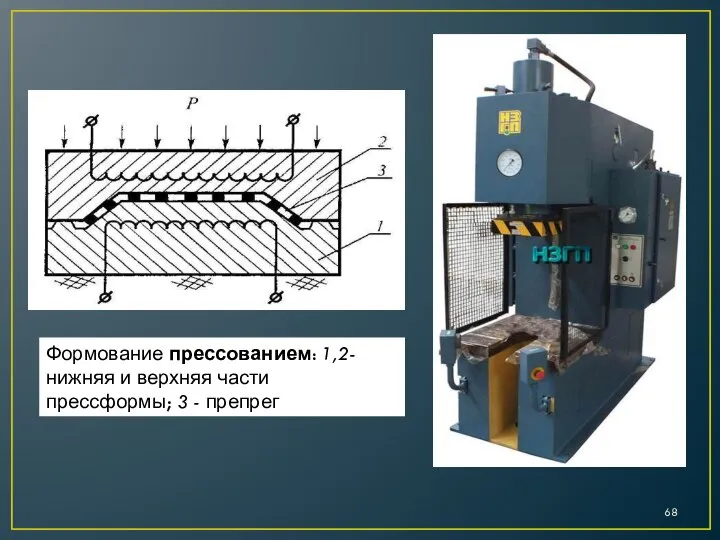
- 68. Формование прессованием: 1,2- нижняя и верхняя части прессформы; 3 - препрег
- 69. Процесс прессования состоит в непосредственном придании нужной формы изделию под воздействием высокого давления, которое образуется в
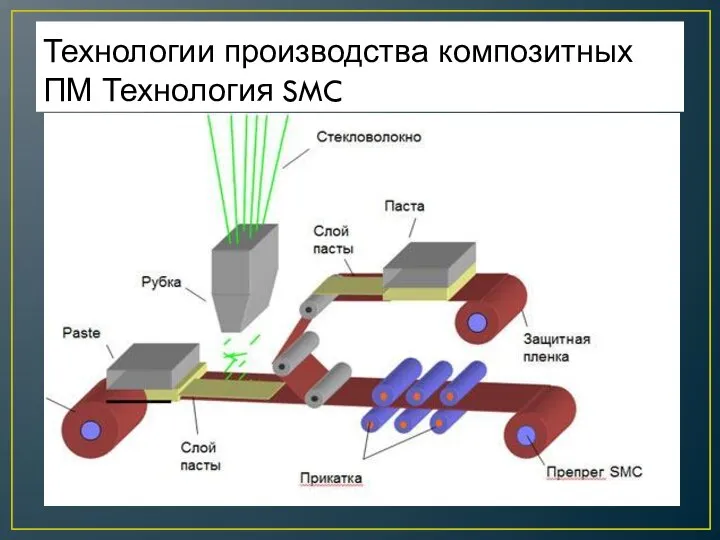
- 70. Технологии производства композитных ПМ Технология SMC
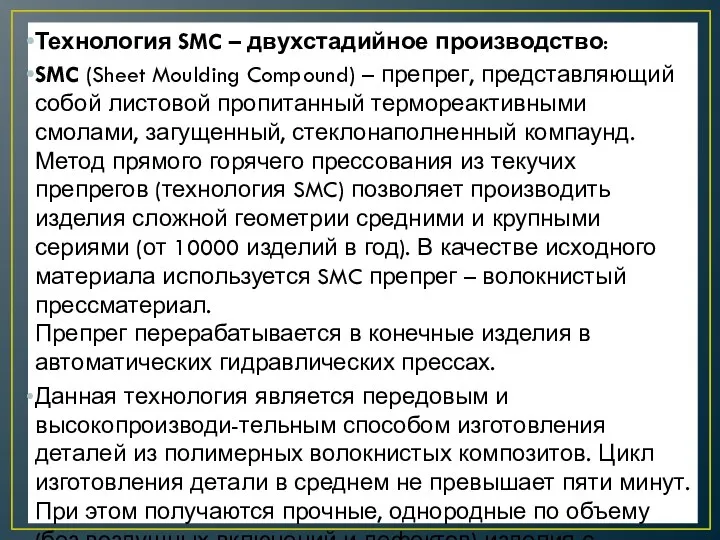
- 71. Технология SMC – двухстадийное производство: SMC (Sheet Moulding Compound) – препрег, представляющий собой листовой пропитанный термореактивными
- 73. Скачать презентацию
Слайд 3
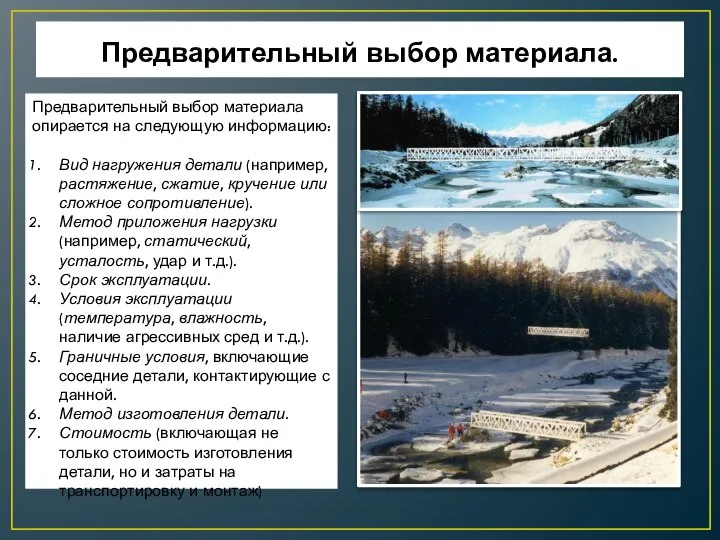
Предварительный выбор материала.
Предварительный выбор материала опирается на следующую информацию:
Вид нагружения детали (например,
Предварительный выбор материала.
Предварительный выбор материала опирается на следующую информацию:
Вид нагружения детали (например,
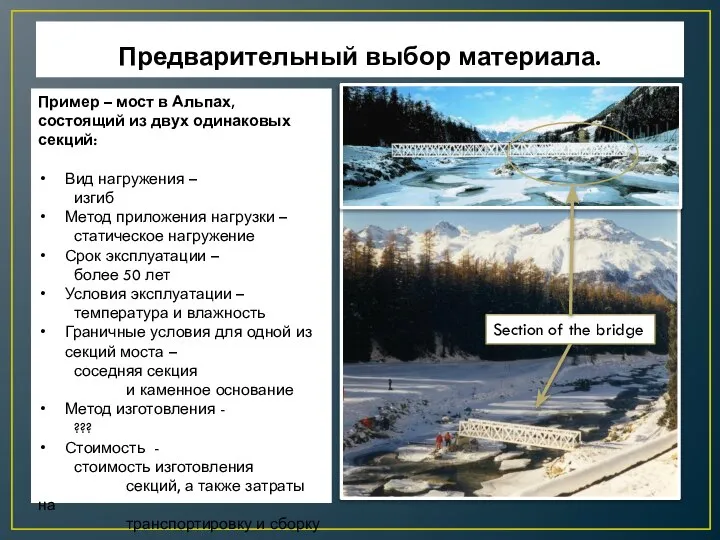
Слайд 4Пример – мост в Альпах, состоящий из двух одинаковых секций:
Вид нагружения –
Пример – мост в Альпах, состоящий из двух одинаковых секций:
Вид нагружения –
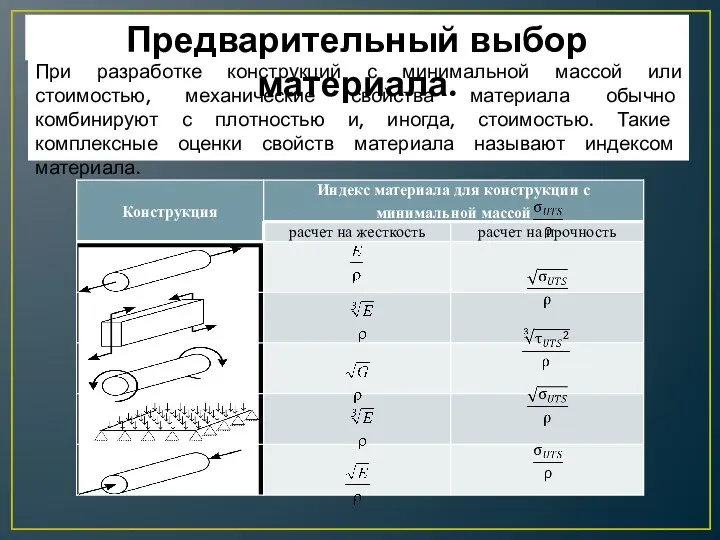
Слайд 5При разработке конструкций с минимальной массой или стоимостью, механические свойства материала обычно
При разработке конструкций с минимальной массой или стоимостью, механические свойства материала обычно
Слайд 6
Предварительный выбор материала.
Предварительный выбор материала.
Слайд 7Пример:
Из расчета на жесткость выбрать наилучший материал для панели самолета с
Пример:
Из расчета на жесткость выбрать наилучший материал для панели самолета с
Слайд 8
Предварительный выбор материала.
Пример:
Из расчета на жесткость выбрать наилучший материал для панели
Предварительный выбор материала.
Пример:
Из расчета на жесткость выбрать наилучший материал для панели
Слайд 9Основные принципы методов получения КМ
Выбор метода получения композиции из различных сочетаний матрицы
Основные принципы методов получения КМ
Выбор метода получения композиции из различных сочетаний матрицы
Слайд 10Классификация КМ по методам получения
КМ делятся на материалы, полученные жидкофазными и твердофазными
Классификация КМ по методам получения
КМ делятся на материалы, полученные жидкофазными и твердофазными
Слайд 11.
Химические (связанные с химическим, электрохимическим
и термохимическим осаждением);
Газо- и парофазные
.
Химические (связанные с химическим, электрохимическим
и термохимическим осаждением);
Газо- и парофазные
Слайд 12Технология композитов: основные стадии
Подготовка наполнителя (выбор типа наполнителя, очистка поверхности и сортировка
Технология композитов: основные стадии
Подготовка наполнителя (выбор типа наполнителя, очистка поверхности и сортировка
Слайд 13Твердофазные методы получения КМ
Твердофазные способы заключаются в предварительном совмещении (объединении) армирующих элементов
Твердофазные методы получения КМ
Твердофазные способы заключаются в предварительном совмещении (объединении) армирующих элементов
Слайд 14Твердофазные методы: основные стадии
механическое смешивание матричного порошка с наполнителем;
формование заготовки
Твердофазные методы: основные стадии
механическое смешивание матричного порошка с наполнителем;
формование заготовки
Слайд 15Композиционные материалы с металлической матрицей МКМ
Методы порошковой металлургии. Основные стадии:
подготовка шихты :
-
Композиционные материалы с металлической матрицей МКМ
Методы порошковой металлургии. Основные стадии:
подготовка шихты :
-
Слайд 16продолжение
- экструзия – первый способ: шихта с пластификаторами (бакелит, парафин, метилцелюлоза), обжимается
продолжение
- экструзия – первый способ: шихта с пластификаторами (бакелит, парафин, метилцелюлоза), обжимается
Слайд 17продолжение
термообработка с целью спекания изделий - в печах сопротивления в атмосфере водорода,
продолжение
термообработка с целью спекания изделий - в печах сопротивления в атмосфере водорода,
Слайд 18
Схема установки, осуществляющей двустороннее прессование порошковых материалов: а – без нагрева, б
Схема установки, осуществляющей двустороннее прессование порошковых материалов: а – без нагрева, б
Слайд 19Гидростатическое формование
Схема установки для гидростатического формования: 1 – рабочий цилиндр; 2 –
Гидростатическое формование
Схема установки для гидростатического формования: 1 – рабочий цилиндр; 2 –
Слайд 20Прокатка порошков
Формование прокаткой порошков осуществляется на прокатных станах. Порошок может поступать в
Прокатка порошков
Формование прокаткой порошков осуществляется на прокатных станах. Порошок может поступать в
Слайд 21Мундштучное формование
Способ заключается в формовании заготовок из шихты в смеси с пластификатором
Мундштучное формование
Способ заключается в формовании заготовок из шихты в смеси с пластификатором
Слайд 22Шликерное литье
В корпусе матрицы (1) размещается сердечник (2), закрепленный узлами взаимной соосной
Шликерное литье
В корпусе матрицы (1) размещается сердечник (2), закрепленный узлами взаимной соосной
Слайд 23Горячее прессование
Способ одновременного прессования и спекания называют горячим прессованием. При этом формовка
Горячее прессование
Способ одновременного прессования и спекания называют горячим прессованием. При этом формовка
Слайд 24
Способы нагрева пресс-форм с шихтой при горячем прессовании
а – способ наружного нагрева;
б
Способы нагрева пресс-форм с шихтой при горячем прессовании
а – способ наружного нагрева;
б
Слайд 25Сварка взрывом и диффузнная сварка
Диффузионная сварка
Сварка взрывом
Сварка взрывом и диффузнная сварка
Диффузионная сварка
Сварка взрывом

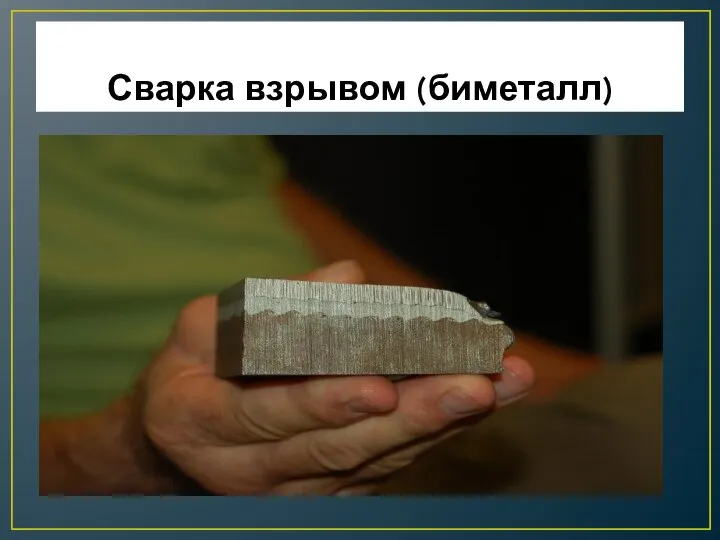
Слайд 26Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва;
При
Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва;
При
Слайд 27Сварка взрывом (биметалл)
Сварка взрывом (биметалл)
Слайд 28Диффузная сварка
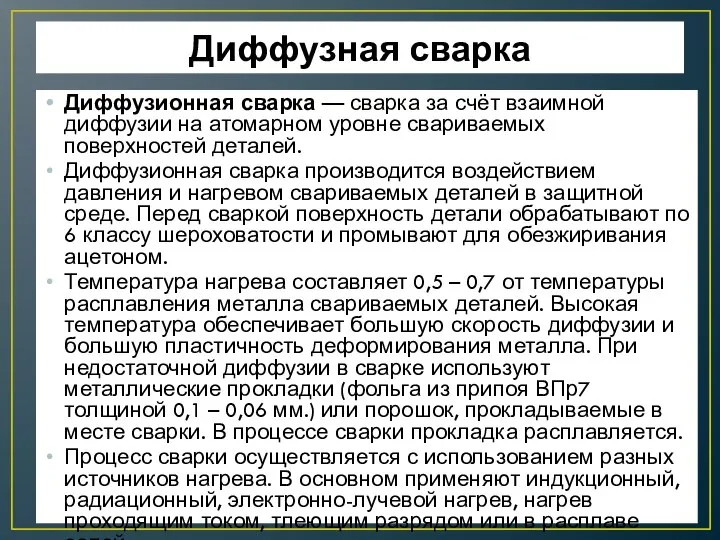
Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых
Диффузная сварка
Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых
Слайд 29Диффузная сварка
Диффузная сварка

Слайд 30Жидкофазные методы
Жидкофазные методы обладают рядом существенных преимуществ, главные из которых: возможность получения
Жидкофазные методы
Жидкофазные методы обладают рядом существенных преимуществ, главные из которых: возможность получения
Слайд 31Процесс соединения твердой и жидкой фаз осуществляется в следующем порядке:
размещение (укладка,
Процесс соединения твердой и жидкой фаз осуществляется в следующем порядке:
размещение (укладка,
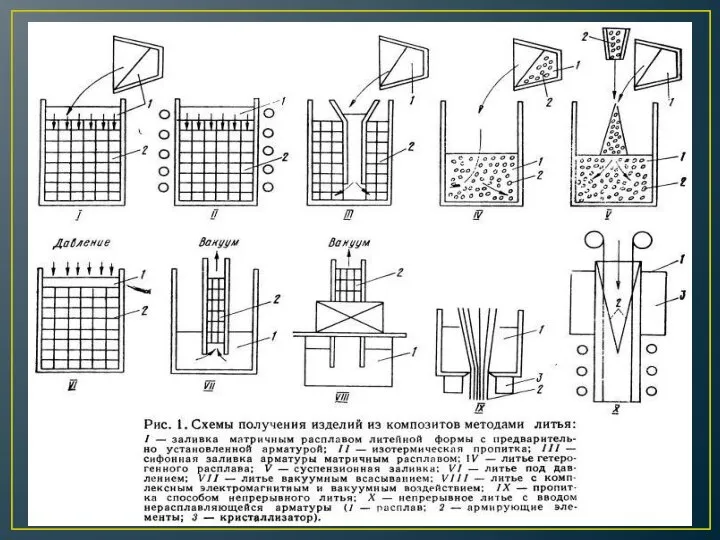
Слайд 33Технологический процесс получения изделий жидкофазным совмещением компонентов состоит из следующих основных этапов:
Технологический процесс получения изделий жидкофазным совмещением компонентов состоит из следующих основных этапов:
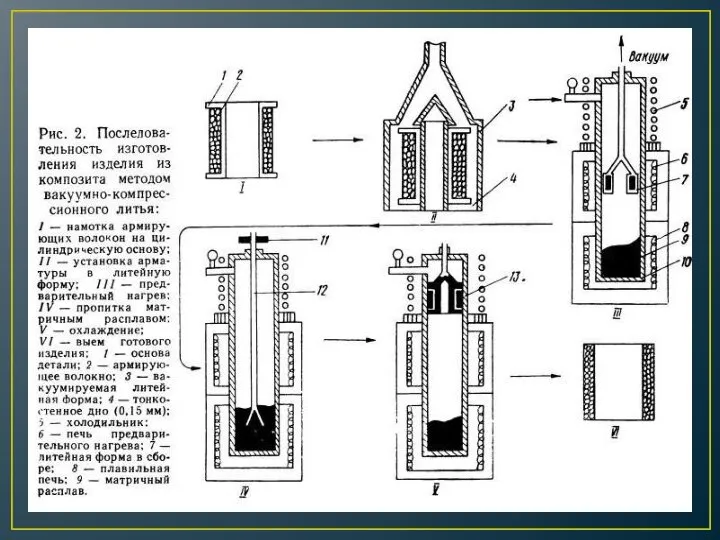
Слайд 35Последовательные этапы изготовления изделия из композиционного материала методом вакуумно-компрессионного литья.
Основа детали
Последовательные этапы изготовления изделия из композиционного материала методом вакуумно-компрессионного литья.
Основа детали
Слайд 36Метод пропитки волокон расплавленным металлом или термореактивными смолами с формированием профиля протягиванием
Метод пропитки волокон расплавленным металлом или термореактивными смолами с формированием профиля протягиванием
Слайд 37Инфильтрация
Капиллярная инфильтрациия пористого каркаса из тугоплавкого компонента легкоплавкой составляющей может проводится по
Инфильтрация
Капиллярная инфильтрациия пористого каркаса из тугоплавкого компонента легкоплавкой составляющей может проводится по
Слайд 38Композиционные материалы с керамической матрицей ККМ
Высокопрочные композиты на основе керамики получают
Композиционные материалы с керамической матрицей ККМ
Высокопрочные композиты на основе керамики получают
Слайд 39ККМ получают формованием заготовок с последующим их спеканием. Формование заготовок осуществляют уплотнением
ККМ получают формованием заготовок с последующим их спеканием. Формование заготовок осуществляют уплотнением
Слайд 40ККМ с металлическими волокнами. Керамику армируют волокнами вольфрама, молибдена, стали, ниобия. Основная
ККМ с металлическими волокнами. Керамику армируют волокнами вольфрама, молибдена, стали, ниобия. Основная
Слайд 41Углерод-углеродные композиционные материалы (УУКМ)
Подготовка
армирующего
каркаса
Газофазная или
жидкофазная
пропитка каркаса
углеродной матрицей
Углеродные
каркасы
Углерод-углеродные композиционные материалы (УУКМ)
Подготовка
армирующего
каркаса
Газофазная или
жидкофазная
пропитка каркаса
углеродной матрицей
Углеродные
каркасы
Слайд 42Углерод-углеродные композиционные материалы состоят из углеродных волокон находящихся в углеродной матрице. Их
Углерод-углеродные композиционные материалы состоят из углеродных волокон находящихся в углеродной матрице. Их
Слайд 43КМ на основе стеклянных матриц
1. Безопасные стекла (армированное, безосколочное, закаленное)
Безопасные стекла применяют
КМ на основе стеклянных матриц
1. Безопасные стекла (армированное, безосколочное, закаленное)
Безопасные стекла применяют
Слайд 44КМ на основе стеклянных матриц
ПЕНОСТЕКЛО
Структура пеностекла определяет его назначение:
- с замкнутыми
КМ на основе стеклянных матриц
ПЕНОСТЕКЛО
Структура пеностекла определяет его назначение:
- с замкнутыми
Слайд 45Получение полимерных композиционных материалов
Полимерные композиционные материалы – это гетерофазные композиционные материалы с непрерывной полимерной фазой (матрицей),
Получение полимерных композиционных материалов
Полимерные композиционные материалы – это гетерофазные композиционные материалы с непрерывной полимерной фазой (матрицей),
Слайд 46по природе наполнителя наполненные полимеры подразделяют на асбопластики (наполнитель-асбест), графито-пласты (графит), древесные слоистые пластики (древесный шпон), стеклопластики (стекловолокно), углепластики
(углеродное волокно), органопластики (химические
по природе наполнителя наполненные полимеры подразделяют на асбопластики (наполнитель-асбест), графито-пласты (графит), древесные слоистые пластики (древесный шпон), стеклопластики (стекловолокно), углепластики
(углеродное волокно), органопластики (химические
Слайд 47
Технологии производства композитных ПМ – контактное (ручное) формование
Используется для изготовления авиакомпонентов, лодок,
Технологии производства композитных ПМ – контактное (ручное) формование
Используется для изготовления авиакомпонентов, лодок,

Слайд 48Ручное формование используют для изготовления изделий в единичных экземплярах.
На подготовленную матрицу
Ручное формование используют для изготовления изделий в единичных экземплярах.
На подготовленную матрицу

Слайд 50Преимущества ручного формования
существует реальная возможность получить продукт сложной формы и немалого размера
Преимущества ручного формования
существует реальная возможность получить продукт сложной формы и немалого размера
Слайд 51Технологии производства композитных ПМ – напыление
Установка позволяет нанести защитное покрытие и
Технологии производства композитных ПМ – напыление
Установка позволяет нанести защитное покрытие и
Слайд 52Используется для изготовления авиакомпонентов, лодок, частей машин, бассейнов и тд.
Используется для изготовления авиакомпонентов, лодок, частей машин, бассейнов и тд.
Слайд 54Ряд преимуществ при производстве КМ методом напыления:
происходит экономия времени и полезных площадей
Ряд преимуществ при производстве КМ методом напыления:
происходит экономия времени и полезных площадей
Слайд 55Вакуумная инфузия (RTM)
Заготовку помещают в одну половину формы, затем поверх формы надевается
Вакуумная инфузия (RTM)
Заготовку помещают в одну половину формы, затем поверх формы надевается
Слайд 56Создание корпуса яхты методом инфузии
Создание корпуса яхты методом инфузии

Слайд 57Технологии производства композитных ПМ – пультрузия
Пультрузия – это “протяжка”. При этом
Технологии производства композитных ПМ – пультрузия
Пультрузия – это “протяжка”. При этом
Слайд 581 - Ровинг; 2 - Пропиточный ролик; 3 - Ванна со связующим;
1 - Ровинг; 2 - Пропиточный ролик; 3 - Ванна со связующим;
Слайд 59Пультрузия - Процесс изготовления высоко наполненных волокном композиционных деталей с постоянным поперечным
Пультрузия - Процесс изготовления высоко наполненных волокном композиционных деталей с постоянным поперечным

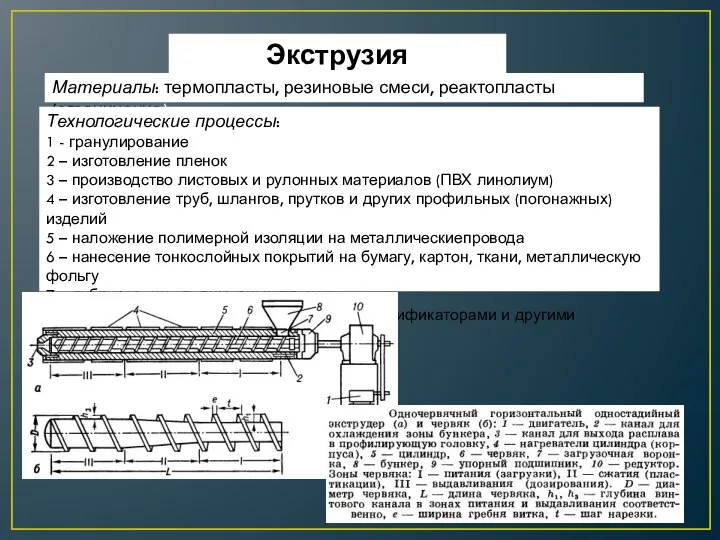
Слайд 60Материалы: термопласты, резиновые смеси, реактопласты (ограниченно)
Технологические процессы:
1 - гранулирование
2 – изготовление пленок
3
Материалы: термопласты, резиновые смеси, реактопласты (ограниченно)
Технологические процессы:
1 - гранулирование
2 – изготовление пленок
3
Слайд 61Получение ПВХ пленки в виде рукава методом экструзии
Получение ПВХ пленки в виде рукава методом экструзии

Слайд 62Экструзия полимерных композиционных материалов происходит следующим образом: формуемый материал поступает в зону питания экструзионного
Экструзия полимерных композиционных материалов происходит следующим образом: формуемый материал поступает в зону питания экструзионного
Слайд 63Технологии производства ПКМ – намотка
Наполнитель - армирующий материал в виде постоянного ровинга
Технологии производства ПКМ – намотка
Наполнитель - армирующий материал в виде постоянного ровинга
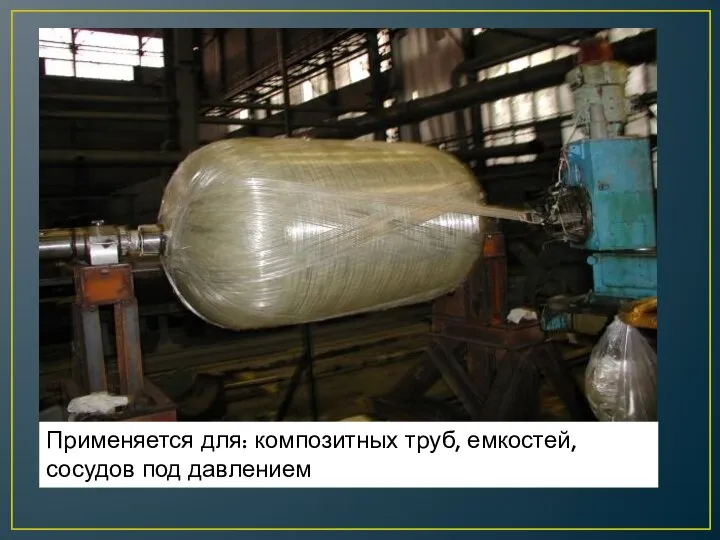
Слайд 64Применяется для: композитных труб, емкостей, сосудов под давлением
Применяется для: композитных труб, емкостей, сосудов под давлением
Слайд 65Основные достоинства метода намотки:
доходный с точки зрения экономики метод укладки материала за
Основные достоинства метода намотки:
доходный с точки зрения экономики метод укладки материала за

Слайд 67Технологии производства композитных ПМ – прессование
Технологии производства композитных ПМ – прессование

Слайд 68Формование прессованием: 1,2- нижняя и верхняя части прессформы; 3 - препрег
Формование прессованием: 1,2- нижняя и верхняя части прессформы; 3 - препрег
Слайд 69Процесс прессования состоит в непосредственном придании нужной формы изделию под воздействием высокого
Процесс прессования состоит в непосредственном придании нужной формы изделию под воздействием высокого
Слайд 70Технологии производства композитных ПМ Технология SMC
Технологии производства композитных ПМ Технология SMC
Слайд 71Технология SMC – двухстадийное производство:
SMC (Sheet Moulding Compound) – препрег, представляющий собой листовой
Технология SMC – двухстадийное производство:
SMC (Sheet Moulding Compound) – препрег, представляющий собой листовой
 Изучение свойств пластичных масс для лепки
Изучение свойств пластичных масс для лепки Чистые вещества и смеси
Чистые вещества и смеси Свойства Н2
Свойства Н2 Презентация на тему Железо и его соединения
Презентация на тему Железо и его соединения  Превращения серосодержащих соединений
Превращения серосодержащих соединений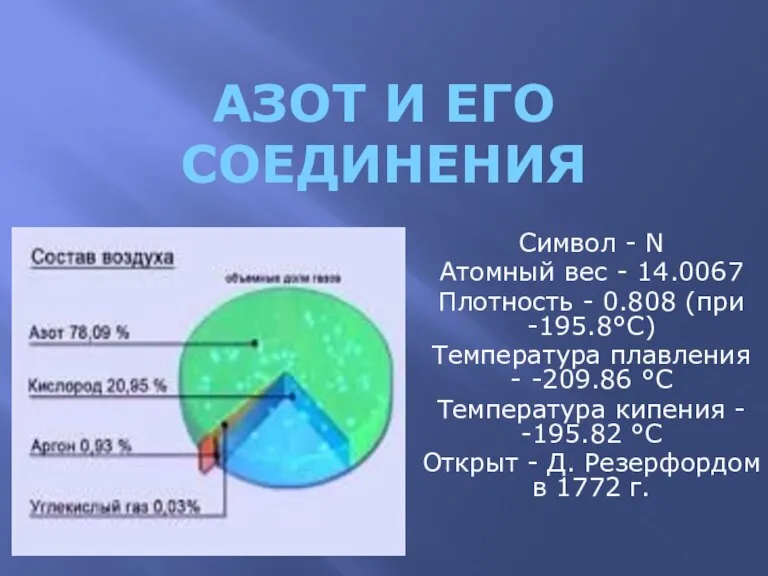 Азот и его соединения
Азот и его соединения Мышьяк (As)
Мышьяк (As) Классификация спиртов. Изомерия спиртов
Классификация спиртов. Изомерия спиртов Методы получения нафтиридинов (всех изомеров)
Методы получения нафтиридинов (всех изомеров) Этиленовые углеводороды
Этиленовые углеводороды Лазерное формирование цветного изображения на металлической поверхности методом локального окисления
Лазерное формирование цветного изображения на металлической поверхности методом локального окисления 9 класс Урок №8. Аминокислоты. Белки. Составитель презентации – учитель химии МОУ СОШ г. Холма Насонова Т.А.
9 класс Урок №8. Аминокислоты. Белки. Составитель презентации – учитель химии МОУ СОШ г. Холма Насонова Т.А. Биохимия. Основные классы соединений. Аминокислоты и Белки
Биохимия. Основные классы соединений. Аминокислоты и Белки Презентация на тему Типы химических реакций
Презентация на тему Типы химических реакций  Обмен и функции нуклеотидов
Обмен и функции нуклеотидов Циклические эфиры (окиси)
Циклические эфиры (окиси) Энергетические уровни
Энергетические уровни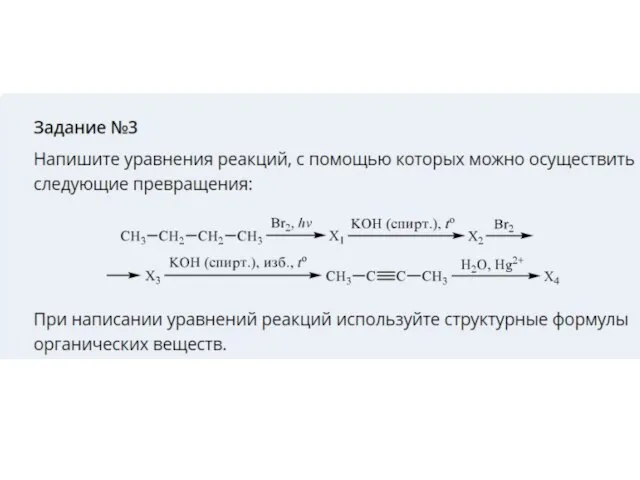 Уравнения химических реакций
Уравнения химических реакций Презентация на тему Глицерин
Презентация на тему Глицерин  Задачи по химии
Задачи по химии Химия в косметике
Химия в косметике Физические опыты в домашней лаборатории
Физические опыты в домашней лаборатории Железо как химический элемент
Железо как химический элемент Вклад Д.И. Менделеева в науку
Вклад Д.И. Менделеева в науку ЭТА УВЛЕКАТЕЛЬНАЯ ХИМИЯ… Первый урок химии в 8 классе Абрамова С.И., учитель химии МОУ «Лихославльская СОШ №2» Тверской области
ЭТА УВЛЕКАТЕЛЬНАЯ ХИМИЯ… Первый урок химии в 8 классе Абрамова С.И., учитель химии МОУ «Лихославльская СОШ №2» Тверской области Презентация на тему Влияние пищевых добавок на здоровье человека
Презентация на тему Влияние пищевых добавок на здоровье человека  Химическая организация клетки
Химическая организация клетки Металлы
Металлы