- Информационные системы и технологии. Работа Сam-систем. Лекция 4

Содержание
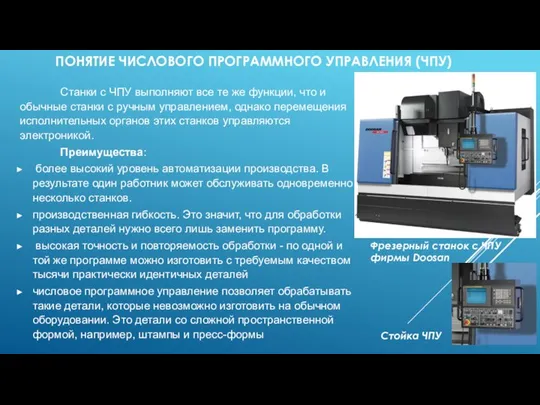
- 2. ПОНЯТИЕ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ (ЧПУ) Станки с ЧПУ выполняют все те же функции, что и обычные
- 3. ФУНКЦИОНИРОВАНИЕ СИСТЕМЫ ЧПУ Программист создает управляющую программу, в которой содержится закодированная информация о траектории и скорости
- 4. ПОНЯТИЕ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ (УП) ДЛЯ СТАНКА С ЧПУ Управляющая программа является упорядоченным набором команд, при помощи
- 5. СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ G- и М-коды Программирование обработки на современных станках с ЧПУ осуществляется на языке
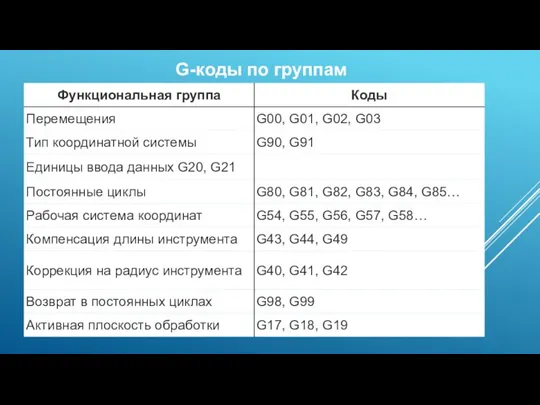
- 6. G-коды по группам
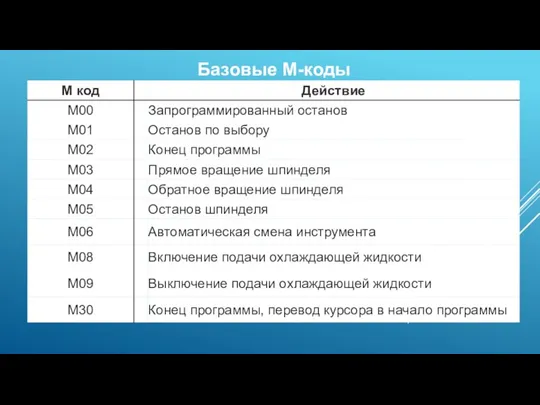
- 7. Базовые М-коды
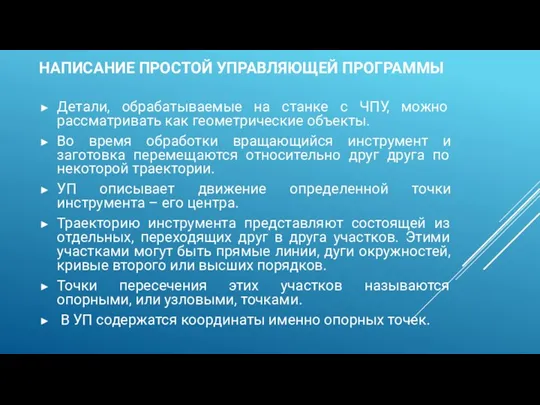
- 8. НАПИСАНИЕ ПРОСТОЙ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как геометрические объекты. Во
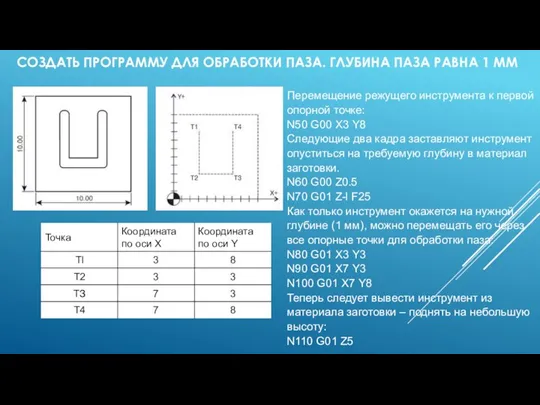
- 9. СОЗДАТЬ ПРОГРАММУ ДЛЯ ОБРАБОТКИ ПАЗА. ГЛУБИНА ПАЗА РАВНА 1 ММ Перемещение режущего инструмента к первой опорной
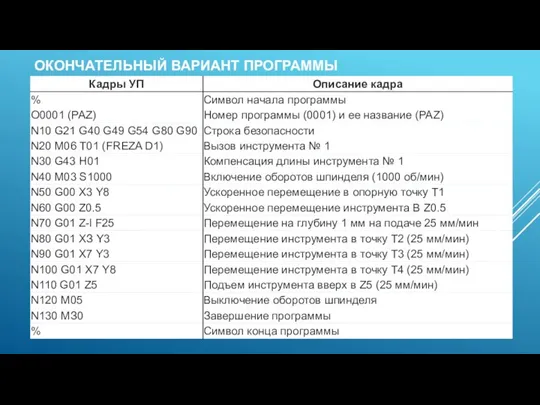
- 10. ОКОНЧАТЕЛЬНЫЙ ВАРИАНТ ПРОГРАММЫ
- 11. ОБЩАЯ СХЕМА РАБОТЫ С CAD/САМ-СИСТЕМОЙ Этап 1. В CAD-системе создается электронный чертеж или 3D-модель детали. Этап
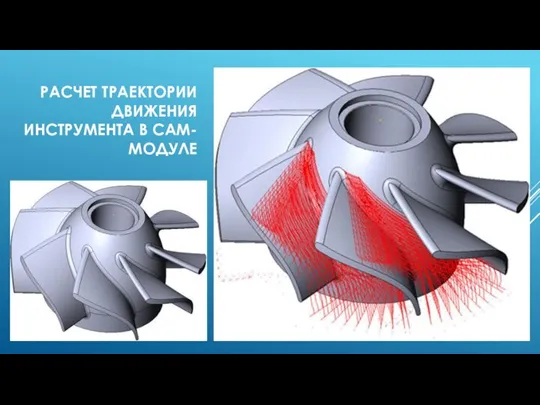
- 12. РАСЧЕТ ТРАЕКТОРИИ ДВИЖЕНИЯ ИНСТРУМЕНТА В CAM-МОДУЛЕ
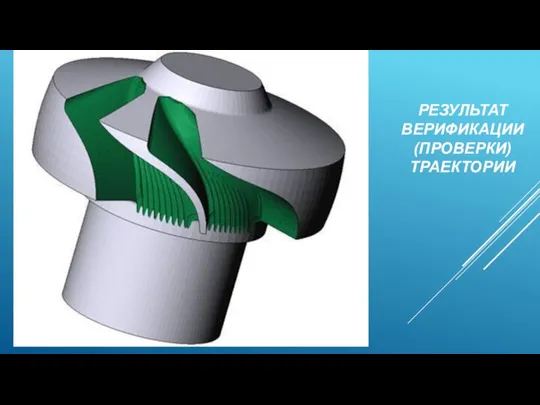
- 13. РЕЗУЛЬТАТ ВЕРИФИКАЦИИ (ПРОВЕРКИ) ТРАЕКТОРИИ
- 14. ОПРЕДЕЛЕНИЕ ЗАГОТОВКИ Заготовка может быть определена несколькими способами: в виде цилиндра; в виде параллелепипеда; произвольной формы.
- 15. ВЫБОР СТРАТЕГИИ И ИНСТРУМЕНТА, НАЗНАЧЕНИЕ ПАРАМЕТРОВ ОБРАБОТКИ На втором этапе работы с САМ-системой технолог-программист выбирает стратегию
- 16. ПЛОСКАЯ ОБРАБОТКА Стратегии плоской обработки применяются при работе с 2D-геометрией. В этом случае не требуется большого
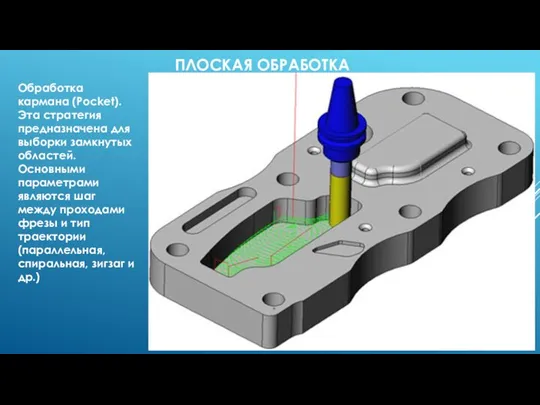
- 17. ПЛОСКАЯ ОБРАБОТКА Обработка кармана (Pocket). Эта стратегия предназначена для выборки замкнутых областей. Основными параметрами являются шаг
- 19. Скачать презентацию
Слайд 3ФУНКЦИОНИРОВАНИЕ СИСТЕМЫ ЧПУ
Программист создает управляющую программу, в которой содержится закодированная информация о
ФУНКЦИОНИРОВАНИЕ СИСТЕМЫ ЧПУ
Программист создает управляющую программу, в которой содержится закодированная информация о
Слайд 4ПОНЯТИЕ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ (УП) ДЛЯ СТАНКА С ЧПУ
Управляющая программа является упорядоченным набором
ПОНЯТИЕ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ (УП) ДЛЯ СТАНКА С ЧПУ
Управляющая программа является упорядоченным набором
Слайд 5СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
G- и М-коды
Программирование обработки на современных станках с ЧПУ осуществляется
СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
G- и М-коды
Программирование обработки на современных станках с ЧПУ осуществляется
Слайд 6G-коды по группам
G-коды по группам
Слайд 7Базовые М-коды
Базовые М-коды
Слайд 8НАПИСАНИЕ ПРОСТОЙ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как
НАПИСАНИЕ ПРОСТОЙ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
Детали, обрабатываемые на станке с ЧПУ, можно рассматривать как
Слайд 9СОЗДАТЬ ПРОГРАММУ ДЛЯ ОБРАБОТКИ ПАЗА. ГЛУБИНА ПАЗА РАВНА 1 ММ
Перемещение режущего инструмента
СОЗДАТЬ ПРОГРАММУ ДЛЯ ОБРАБОТКИ ПАЗА. ГЛУБИНА ПАЗА РАВНА 1 ММ
Перемещение режущего инструмента
Слайд 10ОКОНЧАТЕЛЬНЫЙ ВАРИАНТ ПРОГРАММЫ
ОКОНЧАТЕЛЬНЫЙ ВАРИАНТ ПРОГРАММЫ
Слайд 11ОБЩАЯ СХЕМА РАБОТЫ С CAD/САМ-СИСТЕМОЙ
Этап 1. В CAD-системе создается электронный чертеж или
ОБЩАЯ СХЕМА РАБОТЫ С CAD/САМ-СИСТЕМОЙ
Этап 1. В CAD-системе создается электронный чертеж или
Слайд 12РАСЧЕТ ТРАЕКТОРИИ ДВИЖЕНИЯ ИНСТРУМЕНТА В CAM-МОДУЛЕ
РАСЧЕТ ТРАЕКТОРИИ ДВИЖЕНИЯ ИНСТРУМЕНТА В CAM-МОДУЛЕ
Слайд 13РЕЗУЛЬТАТ ВЕРИФИКАЦИИ (ПРОВЕРКИ) ТРАЕКТОРИИ
РЕЗУЛЬТАТ ВЕРИФИКАЦИИ (ПРОВЕРКИ) ТРАЕКТОРИИ
Слайд 14ОПРЕДЕЛЕНИЕ ЗАГОТОВКИ
Заготовка может быть определена несколькими способами:
в виде цилиндра;
в виде параллелепипеда;
произвольной формы.
ОПРЕДЕЛЕНИЕ ЗАГОТОВКИ
Заготовка может быть определена несколькими способами:
в виде цилиндра;
в виде параллелепипеда;
произвольной формы.

Слайд 15ВЫБОР СТРАТЕГИИ И ИНСТРУМЕНТА, НАЗНАЧЕНИЕ ПАРАМЕТРОВ ОБРАБОТКИ
На втором этапе работы с САМ-системой
ВЫБОР СТРАТЕГИИ И ИНСТРУМЕНТА, НАЗНАЧЕНИЕ ПАРАМЕТРОВ ОБРАБОТКИ
На втором этапе работы с САМ-системой
Слайд 16ПЛОСКАЯ ОБРАБОТКА
Стратегии плоской обработки применяются при работе с 2D-геометрией. В этом случае
ПЛОСКАЯ ОБРАБОТКА
Стратегии плоской обработки применяются при работе с 2D-геометрией. В этом случае

Слайд 17ПЛОСКАЯ ОБРАБОТКА
Обработка кармана (Pocket). Эта стратегия предназначена для выборки замкнутых областей. Основными
ПЛОСКАЯ ОБРАБОТКА
Обработка кармана (Pocket). Эта стратегия предназначена для выборки замкнутых областей. Основными
 Формирование коммуникативно-языковой компетентности через внеурочные занятия по программе Hello English
Формирование коммуникативно-языковой компетентности через внеурочные занятия по программе Hello English One Drive
One Drive Многопоточность, асинхроность
Многопоточность, асинхроность Презентация на тему Компьютер и здоровье глаз
Презентация на тему Компьютер и здоровье глаз  Программирование на языке Си
Программирование на языке Си Компьютерная графика
Компьютерная графика Предложение Собственнику/оператору Ж/д Вагонов. It-платформы Vagonedet.ru
Предложение Собственнику/оператору Ж/д Вагонов. It-платформы Vagonedet.ru Безопасность сети. Средства обеспечения безопасности сети
Безопасность сети. Средства обеспечения безопасности сети 20_09_2022_Shabrov_nir
20_09_2022_Shabrov_nir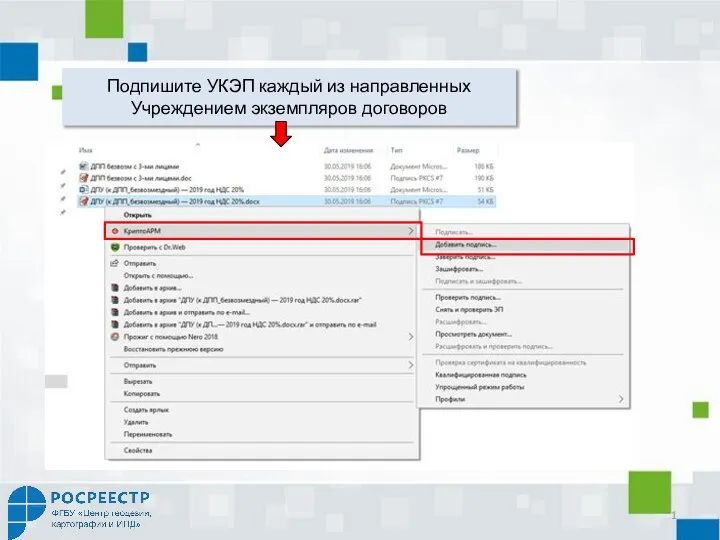 Как подписать договор с двух сторон
Как подписать договор с двух сторон Программирование на языке Си++. Оператор ветвления в краткой и полной форме. Сложные условия
Программирование на языке Си++. Оператор ветвления в краткой и полной форме. Сложные условия Концептуальные модели данных
Концептуальные модели данных Основы алгоритмизации
Основы алгоритмизации Zanyatie_12
Zanyatie_12 Информационная безопасность
Информационная безопасность Автоматизированные методы расчета пропульсивных качеств судов в учебном процессе
Автоматизированные методы расчета пропульсивных качеств судов в учебном процессе Язык программирования Паскаль. (Тема 1)
Язык программирования Паскаль. (Тема 1) Компьютерные программы
Компьютерные программы Виртуальные компьютерные музеи
Виртуальные компьютерные музеи Построение закономерности
Построение закономерности Электронная система голосований
Электронная система голосований Построение таблиц истинности логических выражений. 8 класс
Построение таблиц истинности логических выражений. 8 класс Файловая система. 7 класс
Файловая система. 7 класс Основы подготовки и проведения презентации на английском языке
Основы подготовки и проведения презентации на английском языке Жанрообразующие признаки PR-текста. Жанры PR-текстов
Жанрообразующие признаки PR-текста. Жанры PR-текстов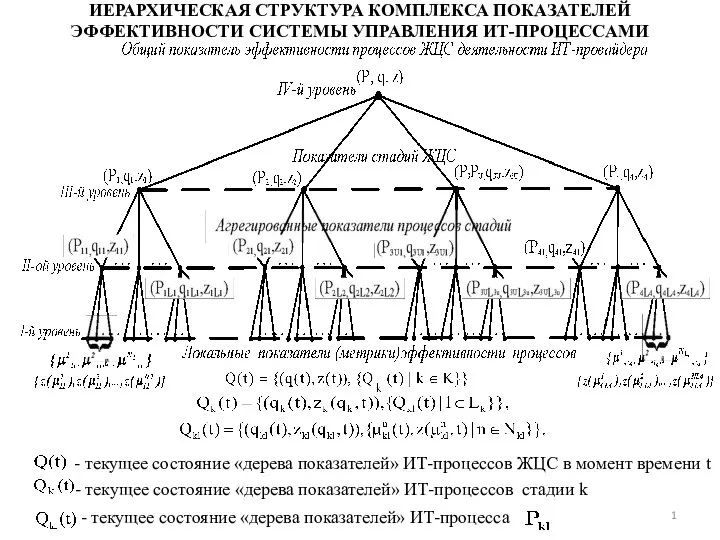 Иерархическая структура комплекса показателей эффективности системы управления IT-процессами
Иерархическая структура комплекса показателей эффективности системы управления IT-процессами Всероссийская образовательная акция Урок цифры — 2020. Нейросети и коммуникации
Всероссийская образовательная акция Урок цифры — 2020. Нейросети и коммуникации Belhard Trainings Step-2 Java Enterprise Edition. Общая информация
Belhard Trainings Step-2 Java Enterprise Edition. Общая информация