- Пісіру доғасы және оның негізгі қасиеттері

Содержание
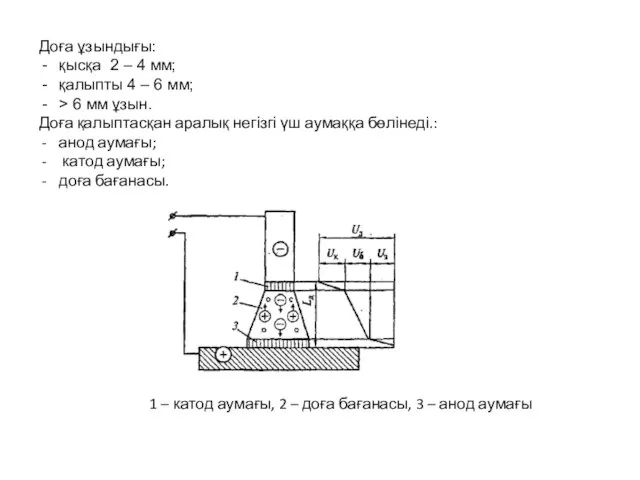
- 3. Доға ұзындығы: қысқа 2 – 4 мм; қалыпты 4 – 6 мм; > 6 мм ұзын.
- 5. Пісіру доғасында өтетін үрдіс Эмиссия – электрондардың пайда болуы. Иондану – оң зарядталған бөлшектердің пайда болуы.
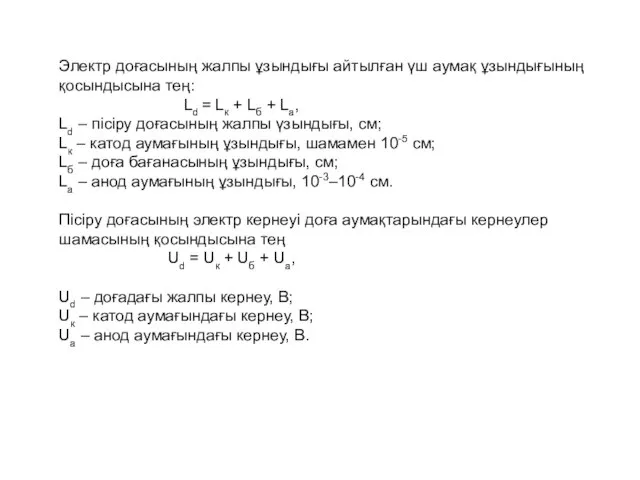
- 6. Электр доғасының жалпы ұзындығы айтылған үш аумақ ұзындығының қосындысына тең: Ld = Lк + Lб +
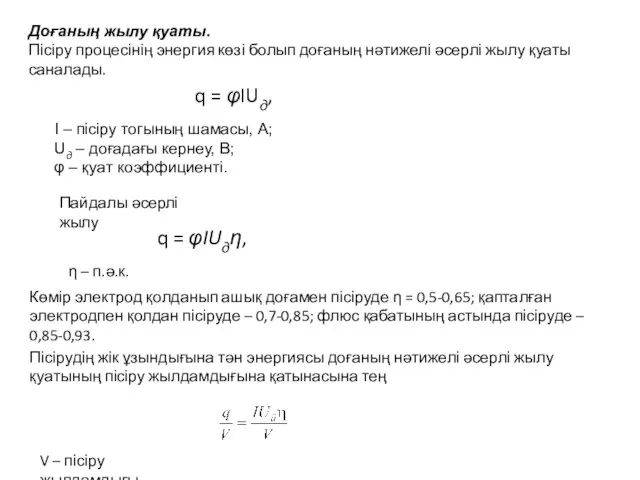
- 7. Доғаның жылу қуаты. Пісіру процесінің энергия көзі болып доғаның нәтижелі әсерлі жылу қуаты саналады. q =
- 8. Пісіру доғасының тиянақты жалындауы. Электрдоғасымен пісіруде ток беруші аппарат, доға, балқыған металл ауқымы (негізгі металл) пісіру
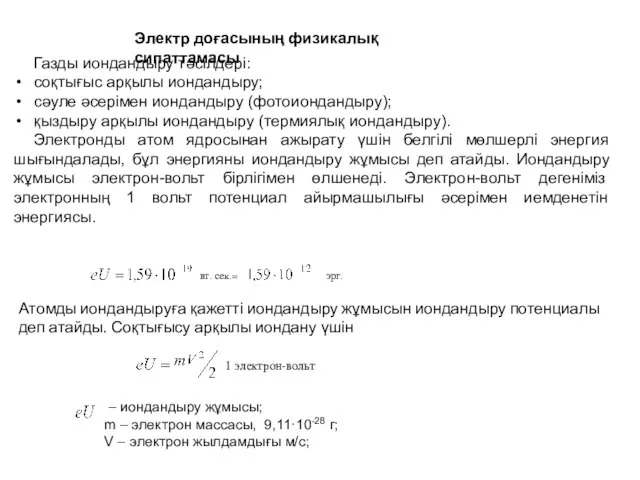
- 9. Электр доғасының физикалық сипаттамасы Газды иондандыру тәсілдері: соқтығыс арқылы иондандыру; сәуле әсерімен иондандыру (фотоиондандыру); қыздыру арқылы
- 10. Сәуле энергиясының кванты арқылы иондандыруда hν=еU һ – Планк тұрақты саны (6,54·10-27 эрг/сек.); ν – тербеліс
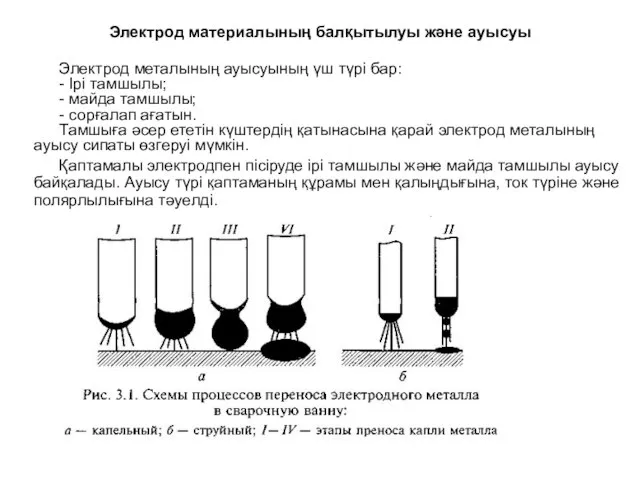
- 11. Электрод материалының балқытылуы және ауысуы Электрод металының ауысуының үш түрі бар: - Ірі тамшылы; - майда
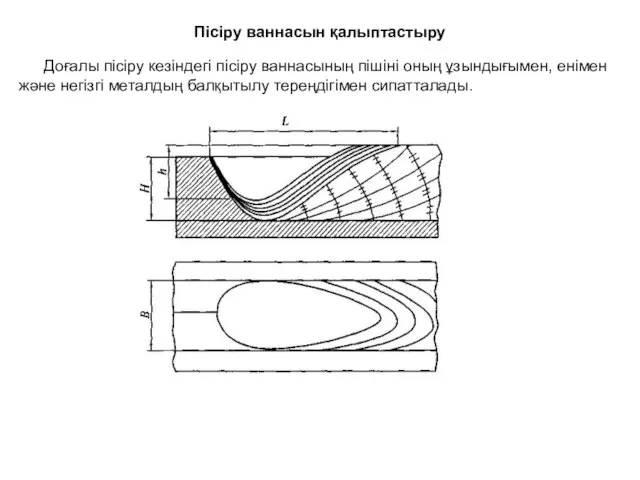
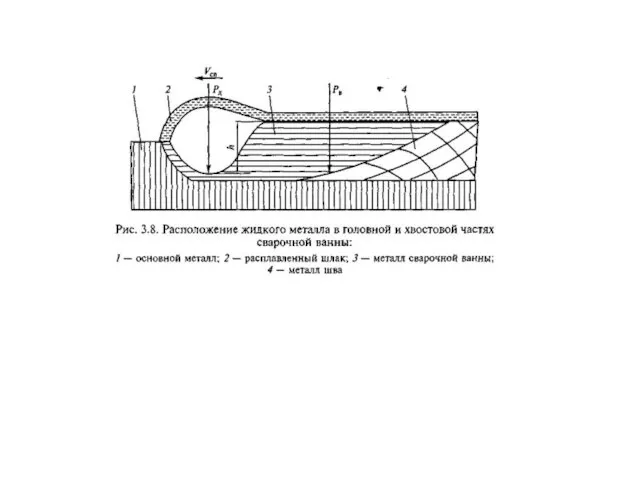
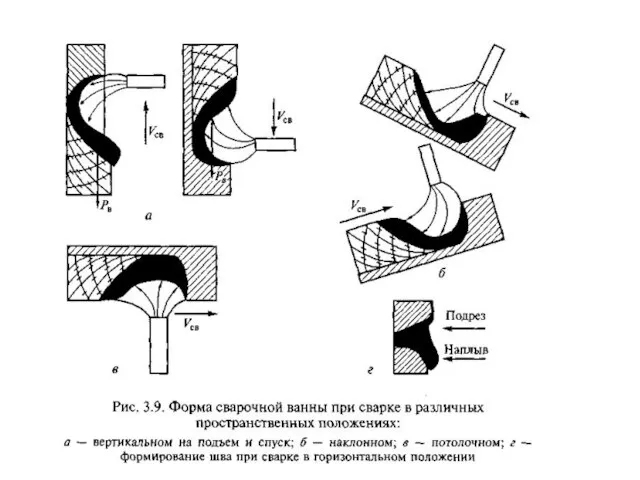
- 12. Пісіру ваннасын қалыптастыру Доғалы пісіру кезіндегі пісіру ваннасының пішіні оның ұзындығымен, енімен және негізгі металдың балқытылу
- 15. Пісіру жабдықтарының жіктелуі Пісіруге арналған барлық жабдықтарды белгілеріне қарай мындай топтарға бөлуге болады: балқытып пісіруге арналған;
- 16. Қысыммен пісіруге арналған жабдықтарды үш топқа бөлуге болады: түйіспелі пісіруге арналған — нүктелі, жікті және рельефті
- 17. Пісіру доғасын қоректендіру көздерінің жіктелуі: - ток түріне қарай: айнымалы және тұрақты токты; - типтері бойынша:
- 18. Пісіру жабдықтарының кейбір конструкциялық немесе технологиялық ерекшеліктерінің белгіленуі: Ш — шунтталған; К — конденсаторы бар; С
- 19. Қорғаныстық газ ортасында жартылай автоматты пісірудің шартты белгіленуі: MIG — иентті газдар ортасында пісіру (аргон, гелий);
- 20. Пісіруге арналған жабдықтардың сенімділігінің жоғары болуына мынадай шараларды орындау арқылы қол жеткізуге болады: жабдықтың тұрақты жұмыс
- 21. Жабдықтарды жасауға қажетті материалдарды, пісіруге жұмсалатын электр энергиясын және пісіру материалдарының ұтымды шығындалуын қамтамасыз ету жолдары:
- 22. Пісіруге арналған жабдықтардың жоғары эргономикалық көрсеткіштерін қамтамасыз ету жолдары: Санитарлық жұмыс жағдайын жақсарту (аэрозоль мен шаңдарды
- 24. Скачать презентацию

Слайд 3Доға ұзындығы:
қысқа 2 – 4 мм;
қалыпты 4 – 6 мм;
> 6 мм
Доға ұзындығы:
қысқа 2 – 4 мм;
қалыпты 4 – 6 мм;
> 6 мм

Слайд 5Пісіру доғасында өтетін үрдіс
Эмиссия – электрондардың пайда болуы.
Иондану – оң зарядталған бөлшектердің
Пісіру доғасында өтетін үрдіс
Эмиссия – электрондардың пайда болуы.
Иондану – оң зарядталған бөлшектердің

Слайд 6Электр доғасының жалпы ұзындығы айтылған үш аумақ ұзындығының қосындысына тең:
Ld = Lк
Электр доғасының жалпы ұзындығы айтылған үш аумақ ұзындығының қосындысына тең:
Ld = Lк
Слайд 7Доғаның жылу қуаты.
Пісіру процесінің энергия көзі болып доғаның нәтижелі әсерлі жылу
Доғаның жылу қуаты.
Пісіру процесінің энергия көзі болып доғаның нәтижелі әсерлі жылу
Слайд 8Пісіру доғасының тиянақты жалындауы.
Электрдоғасымен пісіруде ток беруші аппарат, доға, балқыған металл ауқымы
Пісіру доғасының тиянақты жалындауы.
Электрдоғасымен пісіруде ток беруші аппарат, доға, балқыған металл ауқымы
Слайд 9Электр доғасының физикалық сипаттамасы
Газды иондандыру тәсілдері:
соқтығыс арқылы иондандыру;
сәуле әсерімен иондандыру (фотоиондандыру);
қыздыру арқылы
Электр доғасының физикалық сипаттамасы
Газды иондандыру тәсілдері:
соқтығыс арқылы иондандыру;
сәуле әсерімен иондандыру (фотоиондандыру);
қыздыру арқылы
Слайд 10Сәуле энергиясының кванты арқылы иондандыруда
hν=еU
һ – Планк тұрақты саны (6,54·10-27 эрг/сек.);
ν –
Сәуле энергиясының кванты арқылы иондандыруда
hν=еU
һ – Планк тұрақты саны (6,54·10-27 эрг/сек.);
ν –
Слайд 11Электрод материалының балқытылуы және ауысуы
Электрод металының ауысуының үш түрі бар:
- Ірі
Электрод материалының балқытылуы және ауысуы
Электрод металының ауысуының үш түрі бар:
- Ірі
Слайд 12Пісіру ваннасын қалыптастыру
Доғалы пісіру кезіндегі пісіру ваннасының пішіні оның ұзындығымен, енімен және
Пісіру ваннасын қалыптастыру
Доғалы пісіру кезіндегі пісіру ваннасының пішіні оның ұзындығымен, енімен және
Слайд 15Пісіру жабдықтарының жіктелуі
Пісіруге арналған барлық жабдықтарды белгілеріне қарай мындай топтарға бөлуге болады:
балқытып
Пісіру жабдықтарының жіктелуі
Пісіруге арналған барлық жабдықтарды белгілеріне қарай мындай топтарға бөлуге болады:
балқытып
Слайд 16 Қысыммен пісіруге арналған жабдықтарды үш топқа бөлуге болады:
түйіспелі пісіруге арналған —
Қысыммен пісіруге арналған жабдықтарды үш топқа бөлуге болады:
түйіспелі пісіруге арналған —
Слайд 17Пісіру доғасын қоректендіру көздерінің жіктелуі:
- ток түріне қарай: айнымалы және тұрақты токты;
-
Пісіру доғасын қоректендіру көздерінің жіктелуі:
- ток түріне қарай: айнымалы және тұрақты токты;
-
Слайд 18 Пісіру жабдықтарының кейбір конструкциялық немесе технологиялық ерекшеліктерінің белгіленуі:
Ш — шунтталған;
К — конденсаторы
Пісіру жабдықтарының кейбір конструкциялық немесе технологиялық ерекшеліктерінің белгіленуі:
Ш — шунтталған;
К — конденсаторы
Слайд 19 Қорғаныстық газ ортасында жартылай автоматты пісірудің шартты белгіленуі:
MIG — иентті газдар ортасында
Қорғаныстық газ ортасында жартылай автоматты пісірудің шартты белгіленуі:
MIG — иентті газдар ортасында
Слайд 20 Пісіруге арналған жабдықтардың сенімділігінің жоғары болуына мынадай шараларды орындау арқылы қол жеткізуге
Пісіруге арналған жабдықтардың сенімділігінің жоғары болуына мынадай шараларды орындау арқылы қол жеткізуге
Слайд 21 Жабдықтарды жасауға қажетті материалдарды, пісіруге жұмсалатын электр энергиясын және пісіру материалдарының ұтымды
Жабдықтарды жасауға қажетті материалдарды, пісіруге жұмсалатын электр энергиясын және пісіру материалдарының ұтымды
Слайд 22 Пісіруге арналған жабдықтардың жоғары эргономикалық көрсеткіштерін қамтамасыз ету жолдары:
Санитарлық жұмыс жағдайын жақсарту
Пісіруге арналған жабдықтардың жоғары эргономикалық көрсеткіштерін қамтамасыз ету жолдары:
Санитарлық жұмыс жағдайын жақсарту
 Болезни, передаваемые половым путем. Меры профилактики
Болезни, передаваемые половым путем. Меры профилактики Гранулематоз Вегенера - системный васкулит
Гранулематоз Вегенера - системный васкулит Всероссийская олимпиада по детской хирургии. Викторина
Всероссийская олимпиада по детской хирургии. Викторина Флоссы. Зубные нити
Флоссы. Зубные нити Gnano: ощути вкус нанотехнологий. - презентация_
Gnano: ощути вкус нанотехнологий. - презентация_ vvedene_v_pediatriyu
vvedene_v_pediatriyu Патология сердечно-сосудистой системы у детей
Патология сердечно-сосудистой системы у детей Патогенные микобактерии
Патогенные микобактерии Мы здоровью скажем ДА
Мы здоровью скажем ДА ჰემორაგიული ცხელება
ჰემორაგიული ცხელება Адаптация и стресс
Адаптация и стресс Эпилепсия
Эпилепсия Здоров'я
Здоров'я Коленный сустав
Коленный сустав Респираторно-синцитиальный вирус (RSV)
Респираторно-синцитиальный вирус (RSV) Рассеянный склероз и беременность
Рассеянный склероз и беременность Морфология и тинкториальные свойства Streptococcus
Морфология и тинкториальные свойства Streptococcus Боль и её виды. Механизм боли
Боль и её виды. Механизм боли Паразитарные заболевания кожи человека
Паразитарные заболевания кожи человека Артикуляциялық кескін
Артикуляциялық кескін Зондовые процедуры
Зондовые процедуры Поливитаминные комплексы для людей пожилого возраста
Поливитаминные комплексы для людей пожилого возраста Инновационные разработки ФГБУ НИИПХ Росрезерва в области усовершенствования условий хранения материальных ценностей
Инновационные разработки ФГБУ НИИПХ Росрезерва в области усовершенствования условий хранения материальных ценностей Самоучитель по остеопорозу для населения. (Часть 1)
Самоучитель по остеопорозу для населения. (Часть 1) Цитостатики. Азатиоприн и 6-меркаптопурин
Цитостатики. Азатиоприн и 6-меркаптопурин Гепатоцеллюлярная карцинома
Гепатоцеллюлярная карцинома День борьбы с артритом
День борьбы с артритом Оказание первой помощи детям при несчастных случаях, травмах, отравлениях и состояниях, угрожающих жизни и здоровью
Оказание первой помощи детям при несчастных случаях, травмах, отравлениях и состояниях, угрожающих жизни и здоровью