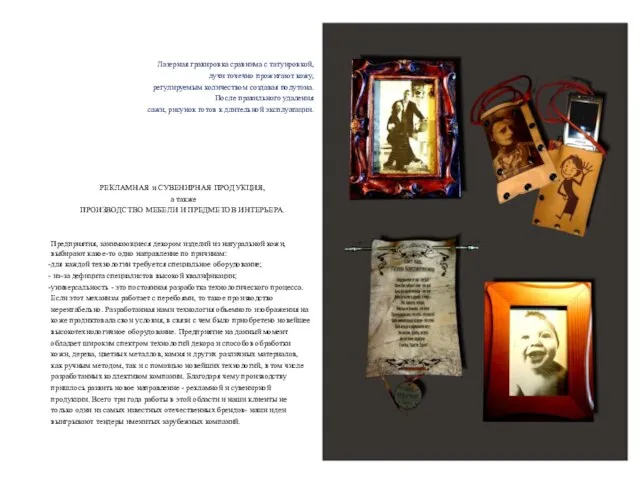
Лазерная гравировка сравнима с татуировкой, лучи точечно прожигают кожу, регулируемым количеством создавая полутона. После прави
- Лазерная гравировка сравнима с татуировкой, лучи точечно прожигают кожу, регулируемым количеством создавая полутона. После прави

Содержание
- 2. Лазерная гравировка сравнима с татуировкой, лучи точечно прожигают кожу, регулируемым количеством создавая полутона. После правильного удаления
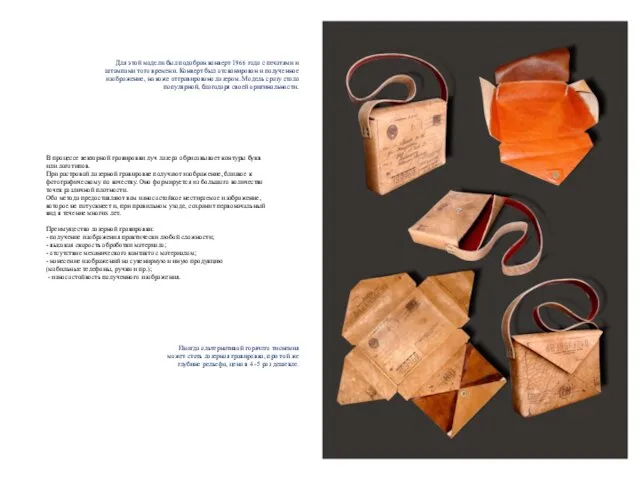
- 3. Для этой модели был подобран конверт 1966 года с печатями и штампами того времени. Конверт был
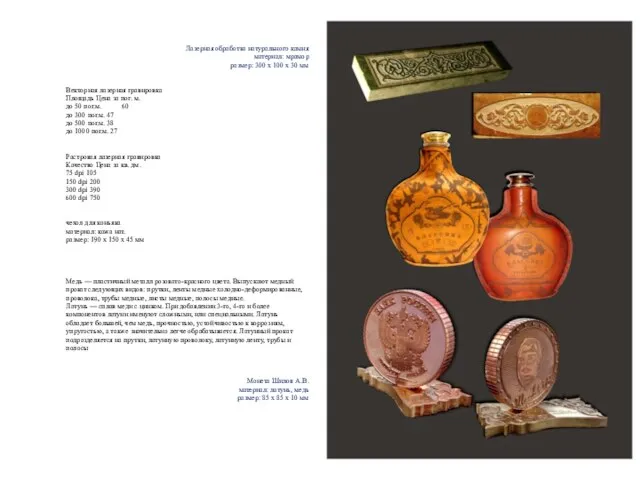
- 4. Лазерная обработка натурального камня материал: мрамор размер: 300 х 100 х 30 мм Векторная лазерная гравировка
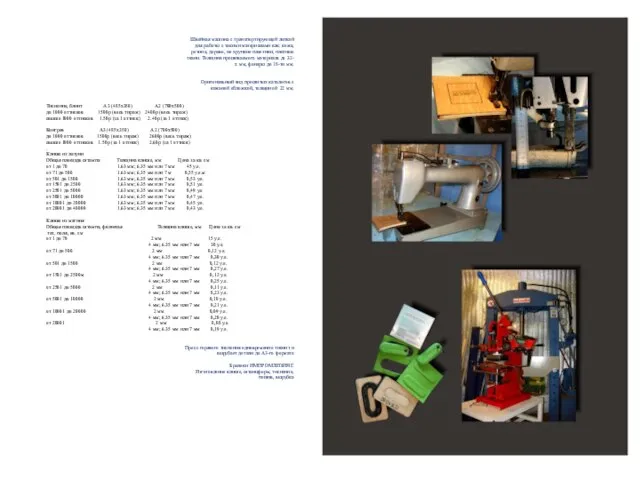
- 5. Швейная машина с транспортирующей лапкой для работы с такими материалами как: кожа, резина, дерево, не хрупкие
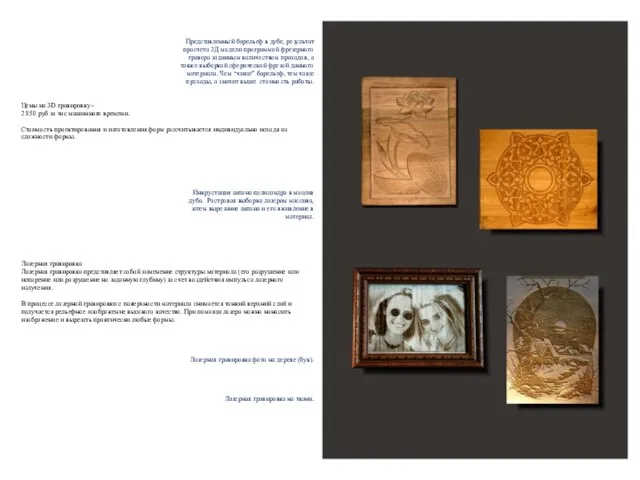
- 6. Представленный барельеф в дубе, результат просчета 3Д модели программой фрезерного гравера заданным количеством проходов, а также
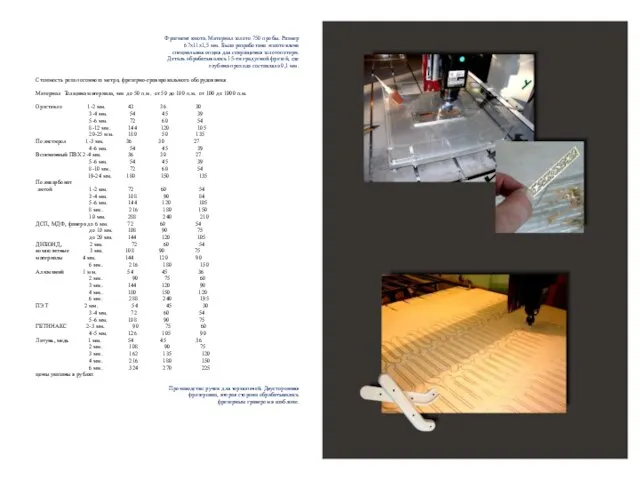
- 7. Фрагмент киота. Материал золото 750 пробы. Размер 67х11х1,5 мм. Была разработана изготовлена специальная опция для сокращения
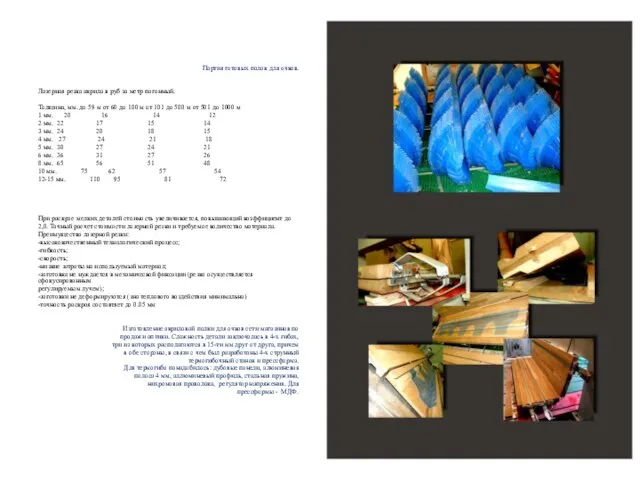
- 8. Партия готовых полок для очков. Лазерная резка акрила в руб за метр погонный. Толщина, мм. до
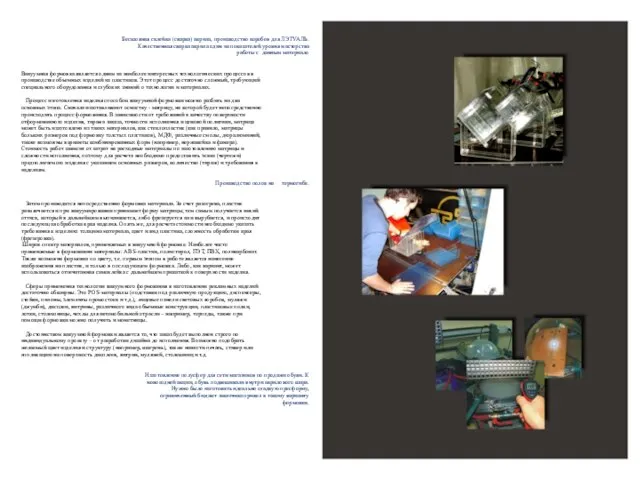
- 9. Бесшовная склейка (сварка) акрила, производство коробов для ЛЭТУАЛЬ. Качественная сварка акрила один из показателей уровня мастерства
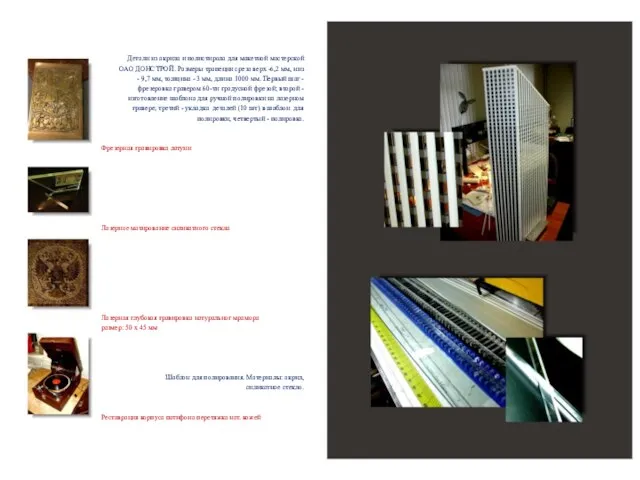
- 10. Детали из акрила и полистирола для макетной мастерской ОАО ДОНСТРОЙ. Размеры трапеции среза верх -6,2 мм,
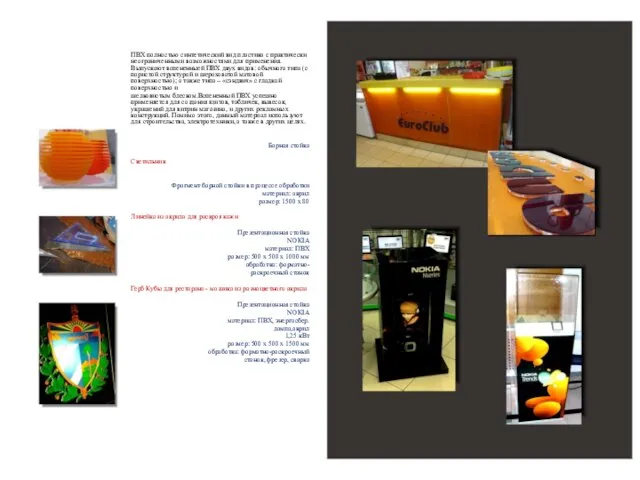
- 11. ПВХ полностью синтетический вид пластика с практически неограниченными возможностями для применения. Выпускают вспененныей ПВХ двух видов:
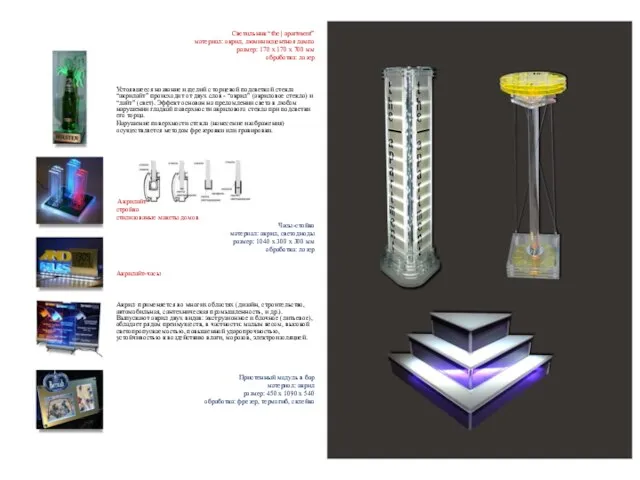
- 12. Светильник “the | apartment” материал: акрил, люминисцентная лампа размер: 170 х 170 х 700 мм обработка:
- 13. Выставочная презентация компании ESPA программируемого насоса. Под схемой полива, фрезой выбраны дорожки обозначающие расположение трубопровода, в
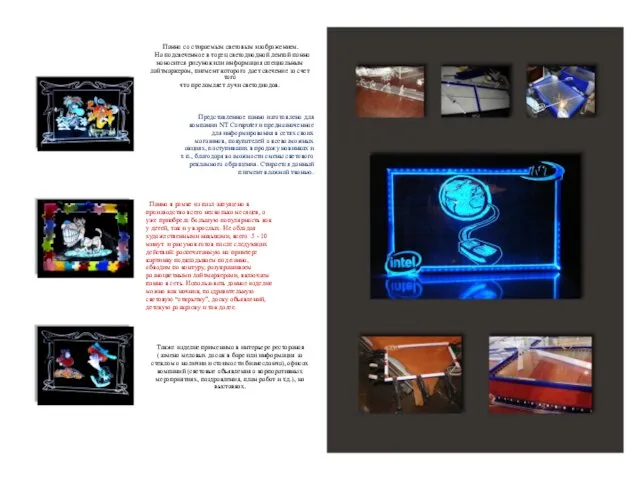
- 14. Панно со стираемым световым изображением. На подсвеченное в торец светодиодной лентой панно наносится рисунок или информация
- 15. Полистирол сегодня – наиболее экономичное решение для изготовления рекламных и P.O.S. материалов. Преимущества данного материала: повышенная
- 16. Наиболее точная технологически-конструктивная передача дизайнерской идеи клиента, плюс оперативное исполнение “пилота” - общественное Российское телевидение второй
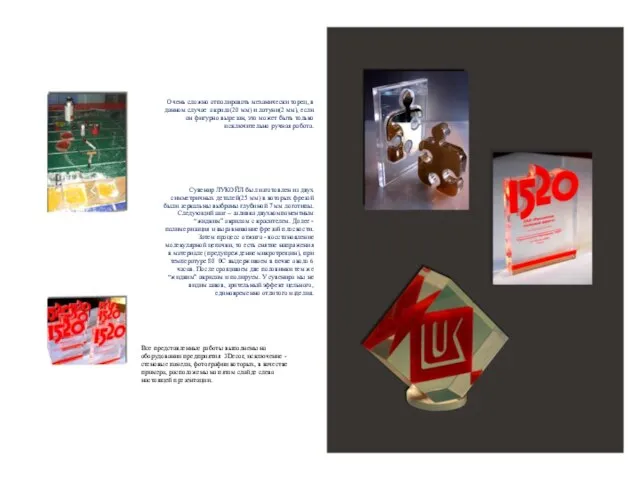
- 17. Очень сложно отполировать механически торец, в данном случае акрила(20 мм) и латуни(2 мм), если он фигурно
- 21. Скачать презентацию
Слайд 2
Лазерная гравировка сравнима с татуировкой,
лучи точечно прожигают кожу,
регулируемым количеством
Лазерная гравировка сравнима с татуировкой,
лучи точечно прожигают кожу,
регулируемым количеством
Слайд 3
Для этой модели был подобран конверт 1966 года с печатями и
штампами
Для этой модели был подобран конверт 1966 года с печатями и
штампами
Слайд 4
Лазерная обработка натурального камня
материал: мрамор
размер: 300 х 100 х 30 мм
Векторная лазерная
Лазерная обработка натурального камня
материал: мрамор
размер: 300 х 100 х 30 мм
Векторная лазерная
Слайд 5Швейная машина с транспортирующей лапкой
для работы с такими материалами как: кожа,
Швейная машина с транспортирующей лапкой
для работы с такими материалами как: кожа,
для работы с такими материалами как: кожа,
Слайд 6Представленный барельеф в дубе, результат
просчета 3Д модели программой фрезерного
гравера заданным
Представленный барельеф в дубе, результат
просчета 3Д модели программой фрезерного
гравера заданным
просчета 3Д модели программой фрезерного
гравера заданным
Слайд 7
Фрагмент киота. Материал золото 750 пробы. Размер
67х11х1,5 мм. Была разработана изготовлена
Фрагмент киота. Материал золото 750 пробы. Размер
67х11х1,5 мм. Была разработана изготовлена
Слайд 8
Партия готовых полок для очков.
Лазерная резка акрила в руб за метр погонный.
Толщина,
Партия готовых полок для очков.
Лазерная резка акрила в руб за метр погонный.
Толщина,
Слайд 9Бесшовная склейка (сварка) акрила, производство коробов для ЛЭТУАЛЬ.
Качественная сварка акрила один из
Бесшовная склейка (сварка) акрила, производство коробов для ЛЭТУАЛЬ.
Качественная сварка акрила один из
Качественная сварка акрила один из
Слайд 10Детали из акрила и полистирола для макетной мастерской
ОАО ДОНСТРОЙ. Размеры трапеции
Детали из акрила и полистирола для макетной мастерской
ОАО ДОНСТРОЙ. Размеры трапеции
ОАО ДОНСТРОЙ. Размеры трапеции
Слайд 11
ПВХ полностью синтетический вид пластика с практически неограниченными возможностями для применения. Выпускают
ПВХ полностью синтетический вид пластика с практически неограниченными возможностями для применения. Выпускают
Слайд 12Светильник “the | apartment”
материал: акрил, люминисцентная лампа
размер: 170 х 170 х
Светильник “the | apartment”
материал: акрил, люминисцентная лампа
размер: 170 х 170 х
материал: акрил, люминисцентная лампа
размер: 170 х 170 х
Слайд 13
Выставочная презентация компании ESPA программируемого насоса.
Под схемой полива, фрезой выбраны дорожки
Выставочная презентация компании ESPA программируемого насоса.
Под схемой полива, фрезой выбраны дорожки

Слайд 14
Панно со стираемым световым изображением.
На подсвеченное в торец светодиодной
Панно со стираемым световым изображением.
На подсвеченное в торец светодиодной
Слайд 15Полистирол сегодня – наиболее экономичное решение для изготовления рекламных и P.O.S. материалов.
Полистирол сегодня – наиболее экономичное решение для изготовления рекламных и P.O.S. материалов.
Слайд 16 Наиболее точная технологически-конструктивная передача дизайнерской
идеи клиента, плюс оперативное
исполнение “пилота”
Наиболее точная технологически-конструктивная передача дизайнерской
идеи клиента, плюс оперативное
исполнение “пилота”
Слайд 17
Очень сложно отполировать механически торец, в
данном случае акрила(20 мм) и латуни(2
Очень сложно отполировать механически торец, в
данном случае акрила(20 мм) и латуни(2
 Динамические методы оценки эффективности инвестиционных проектов (NPV, IRR)
Динамические методы оценки эффективности инвестиционных проектов (NPV, IRR) История арифметической и геометрической прогрессий
История арифметической и геометрической прогрессий Читать человека с первого взгляда. Чакры
Читать человека с первого взгляда. Чакры День Государственного флага Донецкой Народной Республики
День Государственного флага Донецкой Народной Республики Роль международного разделения труда в системе современной мировой экономики и международных экономических отношений
Роль международного разделения труда в системе современной мировой экономики и международных экономических отношений  Квадратные уравнения
Квадратные уравнения Каждый голос имеет значение Как надёжно подготовить сайт к нашествию посетителей
Каждый голос имеет значение Как надёжно подготовить сайт к нашествию посетителей modal_verbs_game_4_teacher_switcher
modal_verbs_game_4_teacher_switcher «Развитие детей в театрализованной деятельности» Музыкальный руководитель: Ахизова Елена Михайловна
«Развитие детей в театрализованной деятельности» Музыкальный руководитель: Ахизова Елена Михайловна Учебно-методический комплекс (УМК) по дисциплине «Инженерная и компьютерная графика»
Учебно-методический комплекс (УМК) по дисциплине «Инженерная и компьютерная графика» Презентация Выпускной
Презентация Выпускной ЧЕХОСЛОВАЦКИЕ ВОЕННЫЕ ФОРМИРОВАНИЯ В РОССИИ (1914-1920 ГГ.)Презентация магистерской работы Габрусевича С.А.
ЧЕХОСЛОВАЦКИЕ ВОЕННЫЕ ФОРМИРОВАНИЯ В РОССИИ (1914-1920 ГГ.)Презентация магистерской работы Габрусевича С.А. Анимализм в Англии XVIII в. Творчество Томаса Гейнсборо
Анимализм в Англии XVIII в. Творчество Томаса Гейнсборо Презентация на тему Жизнь и творчество Ломоносова
Презентация на тему Жизнь и творчество Ломоносова Датчик уровня наполненности
Датчик уровня наполненности ИНФОРМАЦИОНН ОЕОБЕСПЕЧЕНИЕ ИС
ИНФОРМАЦИОНН ОЕОБЕСПЕЧЕНИЕ ИС Изображение человека в движении. Эскиз модели
Изображение человека в движении. Эскиз модели Красота человека
Красота человека 984967
984967 История ЭВМ Автор: Николаева О. А.МОУ СОШ № 4 п. Хинганск
История ЭВМ Автор: Николаева О. А.МОУ СОШ № 4 п. Хинганск Первый раз, в первый класс!
Первый раз, в первый класс! Система мотивации продавцов
Система мотивации продавцов Инженер по эксплуатации железных дорог
Инженер по эксплуатации железных дорог Родник "Горный хрусталь"
Родник "Горный хрусталь" Для меня жизнь – Христос
Для меня жизнь – Христос функції мови
функції мови Презентация на тему Театр и музыка Античности
Презентация на тему Театр и музыка Античности Аттестационная работа. Проектная и исследовательская деятельность как способ формирования метапредметных результатов обучения
Аттестационная работа. Проектная и исследовательская деятельность как способ формирования метапредметных результатов обучения