- Ағаштың иілу технологиясын сипаттау

Содержание
- 2. Жиһаз жасау кезінде сіз қисық бөлшектерсіз жасай алмайсыз. Сіз оларды екі жолмен ала аласыз — кесу
- 3. Иілу барлық кемшіліктерді болдырмайды. Әрине, иілу арнайы жабдықтар мен құрылғылардың болуын болжайды, және бұл әрдайым мүмкін
- 4. Ағашты гидротермиялық өңдеу қазандықтарда 0,02 — 0,05°C температурада 102 — 105 МПа төмен қысымды қаныққан бумен
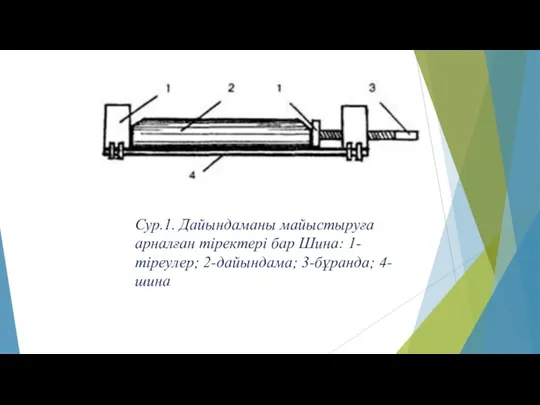
- 5. Сур.1. Дайындаманы майыстыруға арналған тіректері бар Шина: 1-тіреулер; 2-дайындама; 3-бұранда; 4-шина
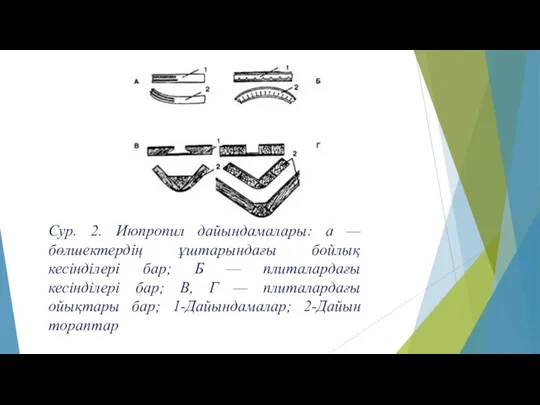
- 6. Сур. 2. Июпропил дайындамалары: а — бөлшектердің ұштарындағы бойлық кесінділері бар; Б — плиталардағы кесінділері бар;
- 7. Майыстыру кезінде алынатын өнімдер мен шикізатты дайындауды салады арналған шину с тіректермен (сур.1), содан кейін механикалық
- 8. Иілген дайындамалар үшін аршылған шпон, карбамид формальдегидті шайырлар КФ-БЖ, КФ-Ж, КФ-МГ, м-70, п-1 және П-2 Ағаш
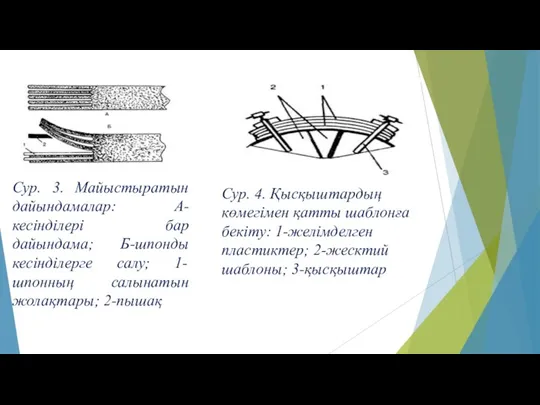
- 9. Сур. 3. Майыстыратын дайындамалар: А-кесінділері бар дайындама; Б-шпонды кесінділерге салу; 1-шпонның салынатын жолақтары; 2-пышақ Сур. 4.
- 11. Скачать презентацию
Слайд 3Иілу барлық кемшіліктерді болдырмайды. Әрине, иілу арнайы жабдықтар мен құрылғылардың болуын болжайды,
Иілу барлық кемшіліктерді болдырмайды. Әрине, иілу арнайы жабдықтар мен құрылғылардың болуын болжайды,
Слайд 4Ағашты гидротермиялық өңдеу қазандықтарда 0,02 — 0,05°C температурада 102 — 105 МПа
Ағашты гидротермиялық өңдеу қазандықтарда 0,02 — 0,05°C температурада 102 — 105 МПа
Слайд 5Сур.1. Дайындаманы майыстыруға арналған тіректері бар Шина: 1-тіреулер; 2-дайындама; 3-бұранда; 4-шина
Сур.1. Дайындаманы майыстыруға арналған тіректері бар Шина: 1-тіреулер; 2-дайындама; 3-бұранда; 4-шина
Слайд 6Сур. 2. Июпропил дайындамалары: а — бөлшектердің ұштарындағы бойлық кесінділері бар; Б
Сур. 2. Июпропил дайындамалары: а — бөлшектердің ұштарындағы бойлық кесінділері бар; Б
Слайд 7Майыстыру кезінде алынатын өнімдер мен шикізатты дайындауды салады арналған шину с тіректермен
Майыстыру кезінде алынатын өнімдер мен шикізатты дайындауды салады арналған шину с тіректермен
Слайд 8Иілген дайындамалар үшін аршылған шпон, карбамид формальдегидті шайырлар КФ-БЖ, КФ-Ж, КФ-МГ, м-70,
Иілген дайындамалар үшін аршылған шпон, карбамид формальдегидті шайырлар КФ-БЖ, КФ-Ж, КФ-МГ, м-70,
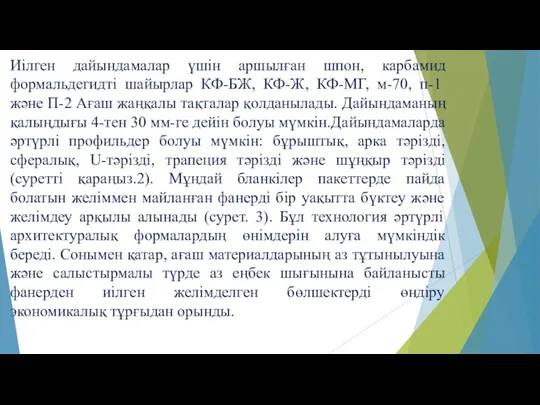
Слайд 9Сур. 3. Майыстыратын дайындамалар: А-кесінділері бар дайындама; Б-шпонды кесінділерге салу; 1-шпонның салынатын
Сур. 3. Майыстыратын дайындамалар: А-кесінділері бар дайындама; Б-шпонды кесінділерге салу; 1-шпонның салынатын
 СОЦІОЛОГІЧНІ ТЕОРІи МІЖНАРОДНИХ В ІД НОСИН
СОЦІОЛОГІЧНІ ТЕОРІи МІЖНАРОДНИХ В ІД НОСИН  Отечественная война 1812 г. на Брянщине
Отечественная война 1812 г. на Брянщине Разработка вебпортала туристских услуг
Разработка вебпортала туристских услуг 20161211_ekologicheskie_problemy_i_ekologicheskaya_ekspertiza
20161211_ekologicheskie_problemy_i_ekologicheskaya_ekspertiza Гражданская идентичность как психологический и социокультурный феномен
Гражданская идентичность как психологический и социокультурный феномен Строение и свойства РНК
Строение и свойства РНК Театр. Правила поведения в общественном месте
Театр. Правила поведения в общественном месте zero-conditional-presentation-grammar-drills-grammar-guides_134127
zero-conditional-presentation-grammar-drills-grammar-guides_134127 МОУ гимназия №35 г.о. ТольяттиУчитель истории Егоров Вячеслав Валерьевич
МОУ гимназия №35 г.о. ТольяттиУчитель истории Егоров Вячеслав Валерьевич Баренцево море
Баренцево море МБУ ДО Центр детского творчества. Литературно-музыкальный отдел
МБУ ДО Центр детского творчества. Литературно-музыкальный отдел Следователь, Юлия Бырдина. Резюме
Следователь, Юлия Бырдина. Резюме Основные подсистемы системы управления организации
Основные подсистемы системы управления организации Х.К. Андерсен "Соловей"
Х.К. Андерсен "Соловей" Презентация на тему Страны Африки. Ливия
Презентация на тему Страны Африки. Ливия  Mi piso
Mi piso Личность. Гражданин. Патриот
Личность. Гражданин. Патриот Функциональная грамотность школьников
Функциональная грамотность школьников Лингвистический анализ текста. Часть В
Лингвистический анализ текста. Часть В Мифологизация Использование мифа для формирования имиджа Выполнила: Шадрина Маргарита, 401 группа Проверила: Быстрова Татьяна Юр
Мифологизация Использование мифа для формирования имиджа Выполнила: Шадрина Маргарита, 401 группа Проверила: Быстрова Татьяна Юр Презентация на тему Традиции
Презентация на тему Традиции ПРЕЗЕНТАЦИЯ для монтажных организаций и щитовиков
ПРЕЗЕНТАЦИЯ для монтажных организаций и щитовиков Состояние и перспективытеории индексовцен и количеств
Состояние и перспективытеории индексовцен и количеств Презентация на тему История мирового кинематографа (11 класс)
Презентация на тему История мирового кинематографа (11 класс) Проекты и гуманитарное образование
Проекты и гуманитарное образование Семейные ценности
Семейные ценности Пакетные предложения по продвижению
Пакетные предложения по продвижению Циклы
Циклы