- Абразивные материалы и паковочные массы

Содержание
- 2. Значение изучения темы Различные ортопедические аппараты, в том числе зубные, челюстно-лицевые протезы требуют тщательной отделки для
- 3. Значение изучения темы Абразивные материалы - мелкозернистые материалы высокой твердости (корунд, электрокорунд, карборунд, наждак, алмаз и
- 4. Цели занятия на основе теоретических знаний и практических умений обучающийся должен: -знать на классификацию абразивных материалов;
- 5. Преимущества полировки Повышается коррозионная стойкость материала Замедляется рост микроорганизмов на поверхности протеза Улучшается адаптация к зубным
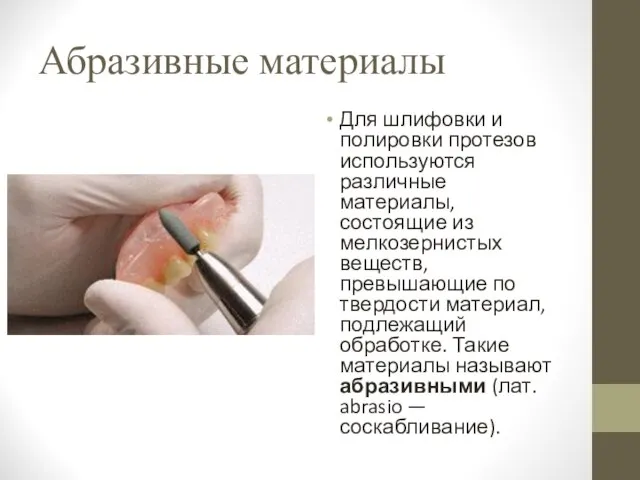
- 6. Абразивные материалы Для шлифовки и полировки протезов используются различные материалы, состоящие из мелкозернистых веществ, превышающие по
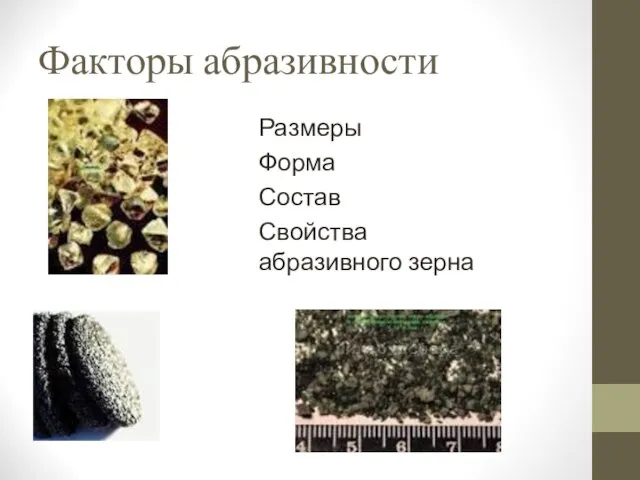
- 7. Факторы абразивности Размеры Форма Состав Свойства абразивного зерна
- 8. Применение абразивных материалов разнообразные инструменты порошки, пасты Абразивные поверхности материи или бумаги резиновые круги с добавлением
- 9. Классификация абразивных материалов Естественные Искусственные
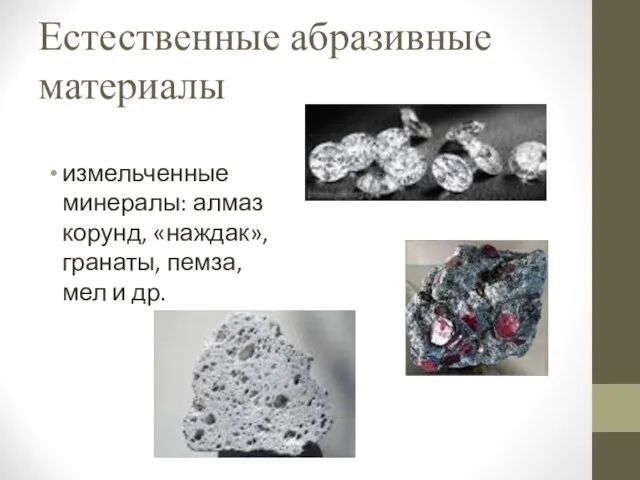
- 10. Естественные абразивные материалы измельченные минералы: алмаз корунд, «наждак», гранаты, пемза, мел и др.
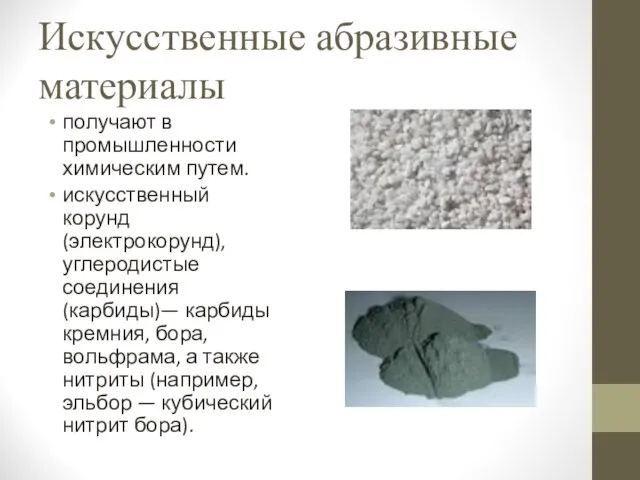
- 11. Искусственные абразивные материалы получают в промышленности химическим путем. искусственный корунд (электрокорунд), углеродистые соединения (карбиды)— карбиды кремния,
- 12. Естественные абразивные материалы. Алмаз. Самый твердый минерал, встречающийся в природе. Он представляет собой кристаллическую разновидность углерода,
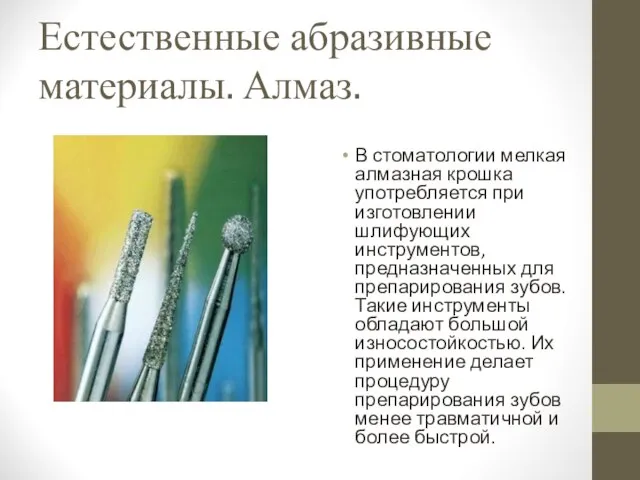
- 13. Естественные абразивные материалы. Алмаз. В стоматологии мелкая алмазная крошка употребляется при изготовлении шлифующих инструментов, предназначенных для
- 14. Естественные абразивные материалы. Корунд. Естественный минерал, кристаллы которого содержат до 90% окиси алюминия А1203 . В
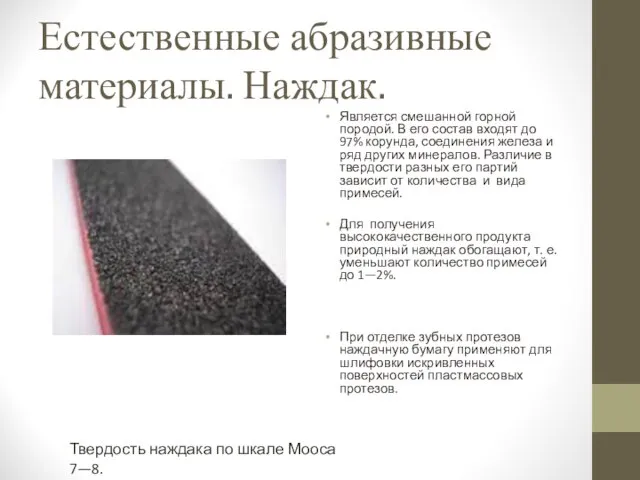
- 15. Естественные абразивные материалы. Наждак. Является смешанной горной породой. В его состав входят до 97% корунда, соединения
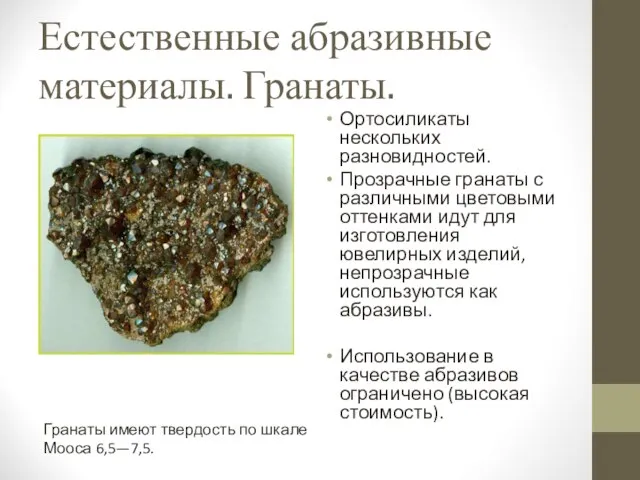
- 16. Естественные абразивные материалы. Гранаты. Ортосиликаты нескольких разновидностей. Прозрачные гранаты с различными цветовыми оттенками идут для изготовления
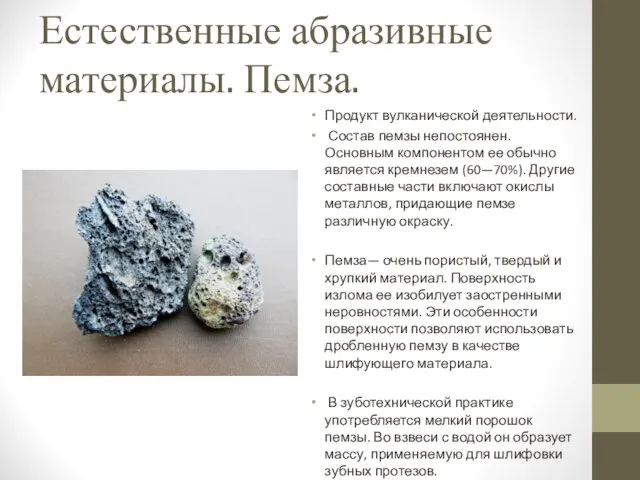
- 17. Естественные абразивные материалы. Пемза. Продукт вулканической деятельности. Состав пемзы непостоянен. Основным компонентом ее обычно является кремнезем
- 18. Искусственные абразивные материалы. Электрокорунд. Кристаллическая окись алюминия А120з. Получается искусственным путем из пород, содержащих глинозем. Электрокорунд
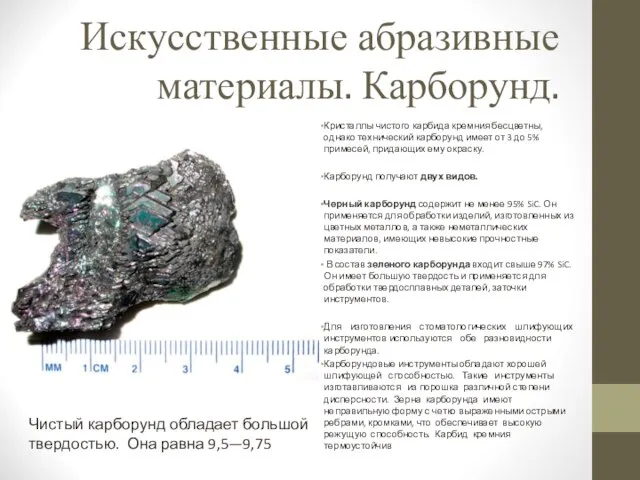
- 19. Искусственные абразивные материалы. Карборунд. Кристаллы чистого карбида кремния бесцветны, однако технический карборунд имеет от 3 до
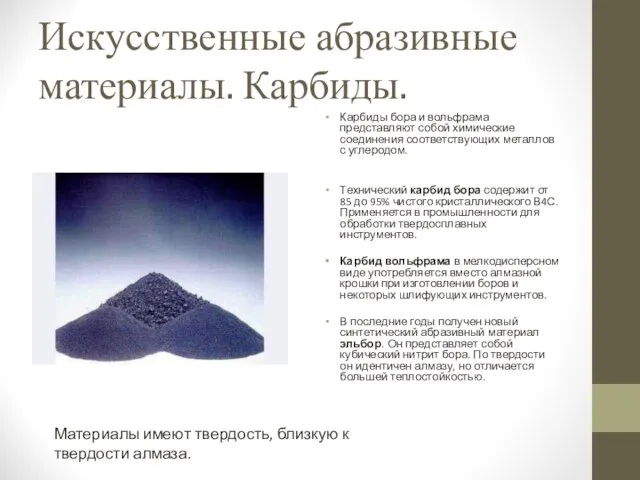
- 20. Искусственные абразивные материалы. Карбиды. Карбиды бора и вольфрама представляют собой химические соединения соответствующих металлов с углеродом.
- 21. Техническая характеристика абразивных материалов Абразивное зерно
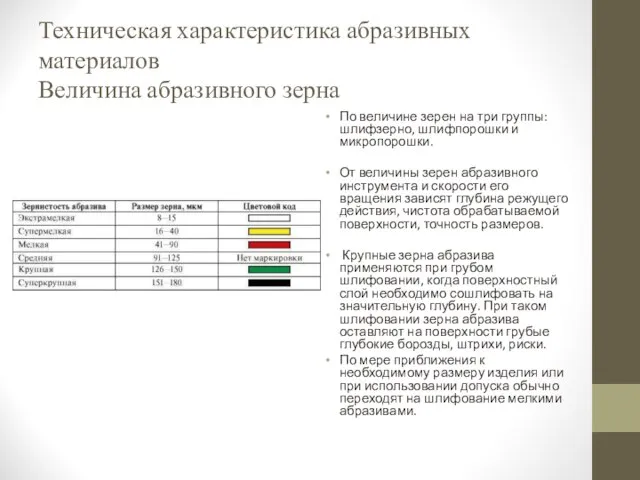
- 22. Техническая характеристика абразивных материалов Величина абразивного зерна По величине зерен на три группы: шлифзерно, шлифпорошки и
- 23. Техническая характеристика абразивных материалов Форма. Абразивные зерна имеют, как правило, неправильную геометрическую форму
- 24. Техническая характеристика абразивных материалов Твердость. Необходимым условием для шлифования является способность шлифующего материала проникать в другой
- 25. Техническая характеристика абразивных материалов Хрупкость. Все абразивные материалы обладают значительной хрупкостью. Теплостойкость. Износостойкость.
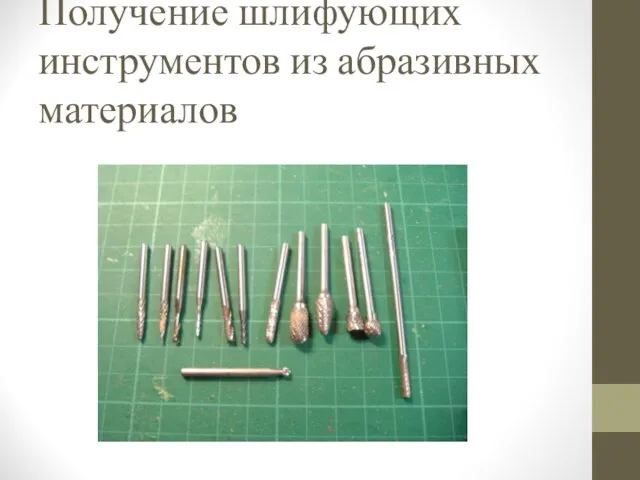
- 26. Получение шлифующих инструментов из абразивных материалов
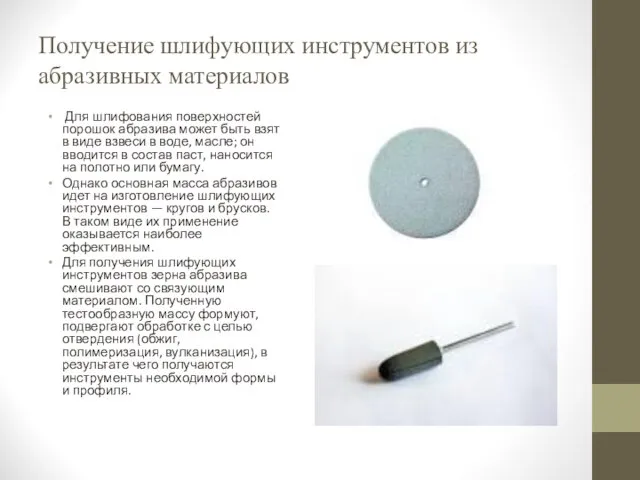
- 27. Получение шлифующих инструментов из абразивных материалов Для шлифования поверхностей порошок абразива может быть взят в виде
- 28. Связующие материалы Связующие материалы (связки), применяемые для скрепления абразивных зерен, делят на неорганические и органические. К
- 29. Абразивные инструменты. Алмазное зерно. Для покрытия стоматологических инструментов используют как природные технические алмазы, так и синтетическую
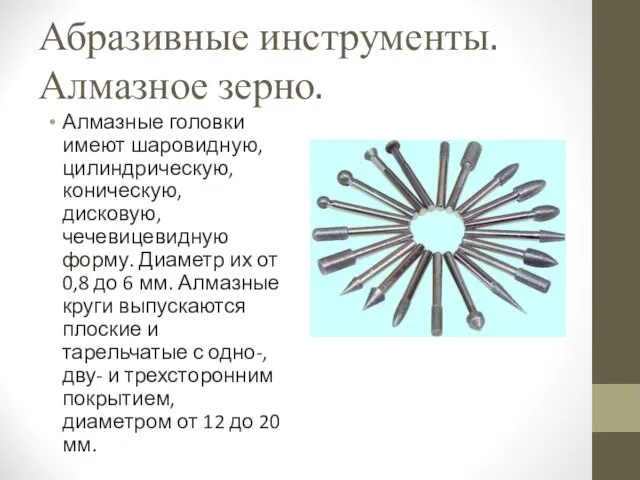
- 30. Абразивные инструменты. Алмазное зерно. Алмазные головки имеют шаровидную, цилиндрическую, коническую, дисковую, чечевицевидную форму. Диаметр их от
- 31. Абразивные инструменты. Алмазное зерно. Алмазный диск со сплошным покрытием Алмазный диск с периферийным покрытием
- 32. Абразивные инструменты. Рубиновое зерно. Инструменты с рубиновой крошкой предназначены для завершающей обработки стоматологических изделий из пластмассы.
- 33. Абразивные инструменты. Твердосплавное покрытие. Твердосплавное покрытие для стоматологических боров и фрез получают методом порошковой металлургии путем
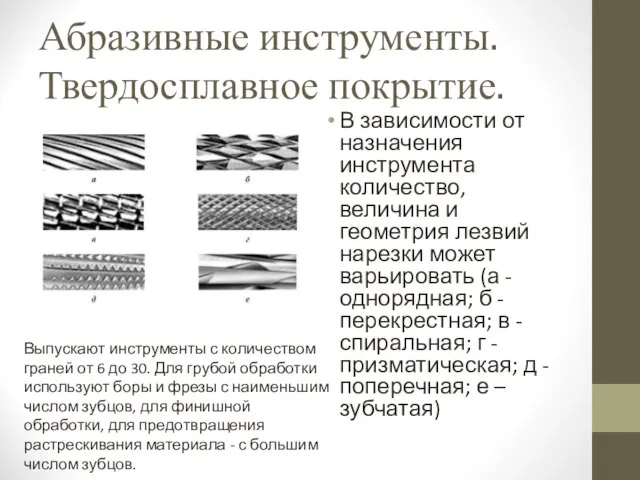
- 34. Абразивные инструменты. Твердосплавное покрытие. В зависимости от назначения инструмента количество, величина и геометрия лезвий нарезки может
- 35. Абразивные инструменты. Стальное покрытие Стальные ротационные инструменты изготавливают из легированной вольфрамованадиевой стали или закаленной нержавеющей стали.
- 36. Абразивные инструменты. Корундовое зерно. Корунд (Al2O3) используют в качестве абразивной добавки в инструментах, предназначенных для завершающей
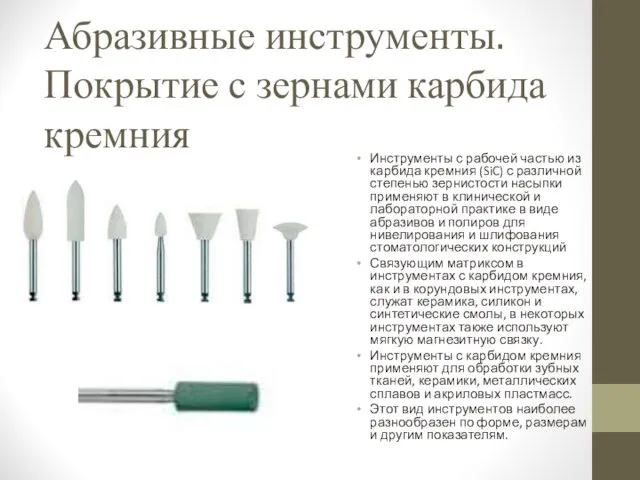
- 37. Абразивные инструменты. Покрытие с зернами карбида кремния Инструменты с рабочей частью из карбида кремния (SiC) с
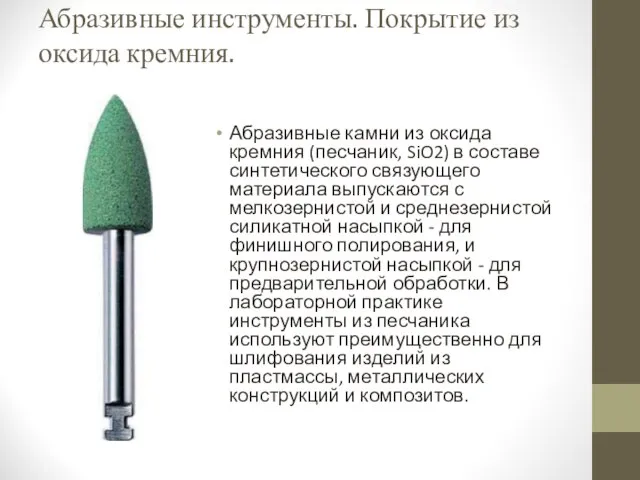
- 38. Абразивные инструменты. Покрытие из оксида кремния. Абразивные камни из оксида кремния (песчаник, SiO2) в составе синтетического
- 39. Абразивные инструменты. Силиконовое покрытие. Инструменты с силиконовым покрытием изготавливают на основе высокомолекулярных кремнийорганических соединений с общей
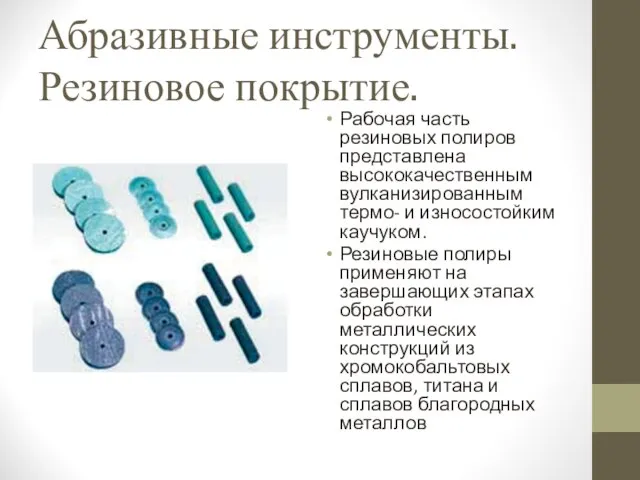
- 40. Абразивные инструменты. Резиновое покрытие. Рабочая часть резиновых полиров представлена высококачественным вулканизированным термо- и износостойким каучуком. Резиновые
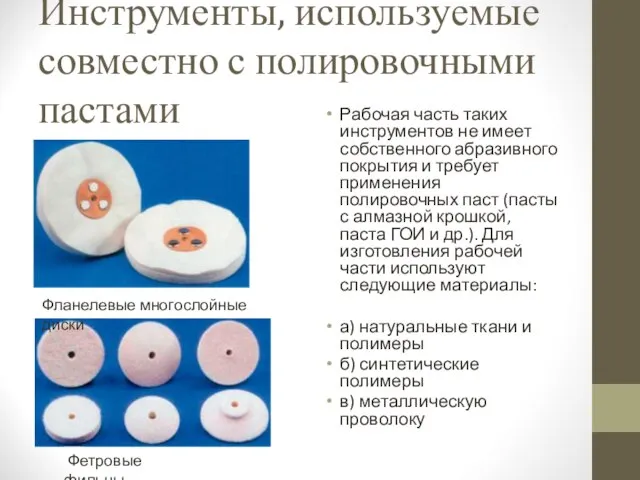
- 41. Инструменты, используемые совместно с полировочными пастами Рабочая часть таких инструментов не имеет собственного абразивного покрытия и
- 42. Инструменты, используемые совместно с полировочными пастами Щетки из конского ворса Щетки из хлопковой пряжи
- 43. Инструменты, используемые совместно с полировочными пастами Щетки из искусственной щетины Щетки из металлической проволоки: а -
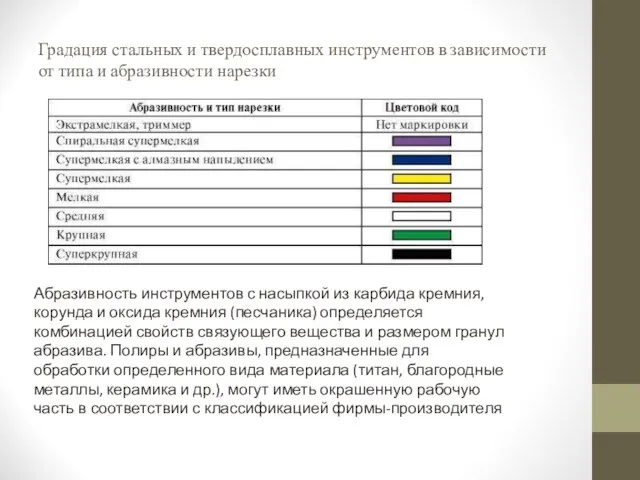
- 44. Градация стальных и твердосплавных инструментов в зависимости от типа и абразивности нарезки Абразивность инструментов с насыпкой
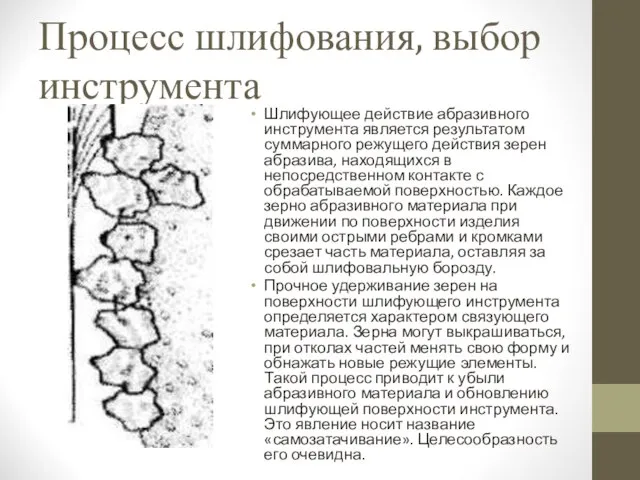
- 45. Процесс шлифования, выбор инструмента Шлифующее действие абразивного инструмента является результатом суммарного режущего действия зерен абразива, находящихся
- 46. Выбор шлифующего инструмента Выбор шлифующего инструмента зависит от физических свойств обрабатываемого предмета.
- 47. Выбор шлифующего инструмента для обработки твердых сплавов (типа КХС) целесообразно использовать инструменты из монокорунда на керамической
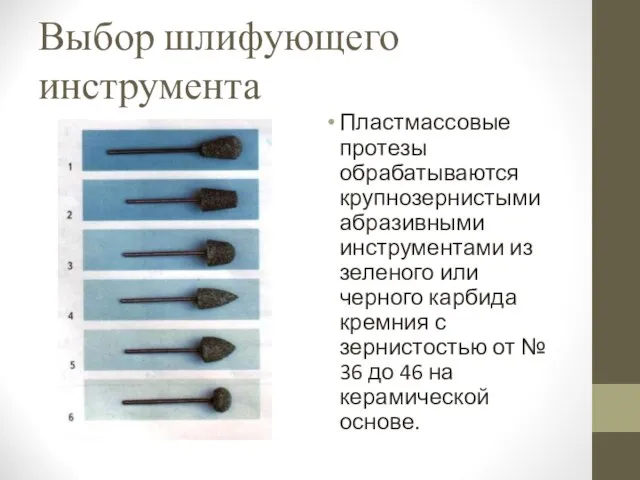
- 48. Выбор шлифующего инструмента Пластмассовые протезы обрабатываются крупнозернистыми абразивными инструментами из зеленого или черного карбида кремния с
- 49. Выбор шлифующего инструмента Шлифовальные приспособления изготавливают из войлока или фетра. Их называют фильцами. Фильцы бывают различных
- 50. Полировочные средства
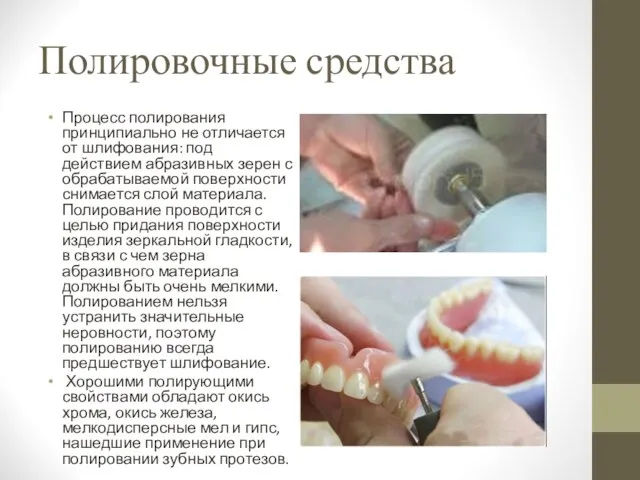
- 51. Полировочные средства Процесс полирования принципиально не отличается от шлифования: под действием абразивных зерен с обрабатываемой поверхности
- 52. Полировочные средства. Окись хрома Сг203. Представляет собой зеленый порошок кристаллического строения. Кристаллы в виде многогранников имеют
- 53. Полировочные средства. Окись железа Fe203 Это порошок буровато-красного цвета; Кристаллы окиси железа по прочности уступают окиси
- 54. Полировочные средства Паста на основе окиси железа (крокус) состоит из окиси железа (около 50%), олеина, стеарина
- 55. Паковочные массы
- 56. Качество зуботехнического литья зависит от многих факторов. Один из важнейших – это правильный выбор паковочных материалов.
- 57. Для получения литья методом «потерянного воска» (литьё по выплавляемым моделям) необходимы паковочные материалы, которые по составу
- 58. Состав паковочных материалов и технологии их применения различны, но в любом случае они состоят из следующих
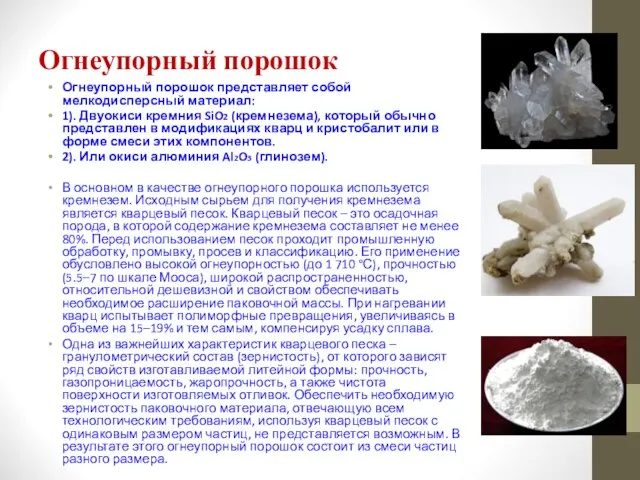
- 59. Огнеупорный порошок Огнеупорный порошок представляет собой мелкодисперсный материал: 1). Двуокиси кремния SiO2 (кремнезема), который обычно представлен
- 60. При длительной обработке на вибростолике зерна паковочного материала начинают неравномерно распределяться по объему опоки («утрамбовываются»), поэтому
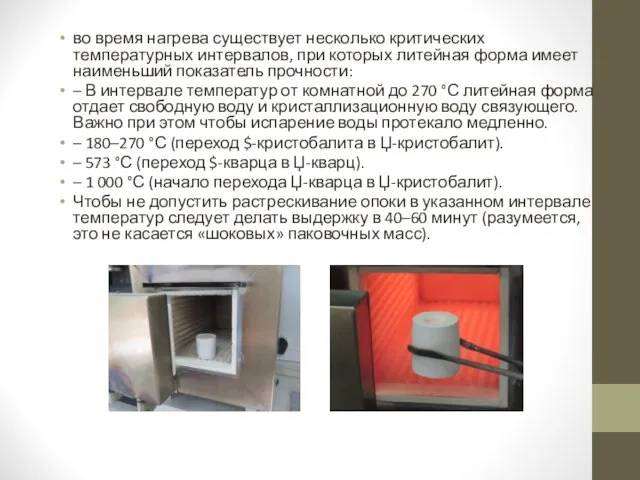
- 61. во время нагрева существует несколько критических температурных интервалов, при которых литейная форма имеет наименьший показатель прочности:
- 62. Состав технологических добавок в большинстве случаев составляет коммерческую тайну фирмы-производителя. Добавки используются для регулирования текучести паковочного
- 63. СИЛИКАТНЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ В состав силикатных паковочных масс, кроме связующего, гидролизованного этилсиликата Si (О2CH2)4, входит смесь
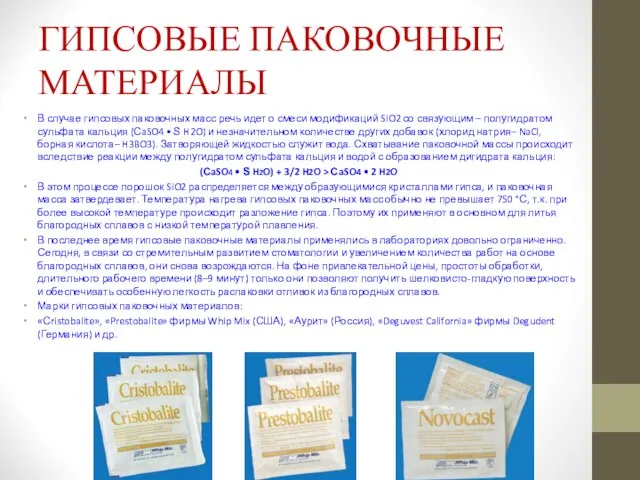
- 64. ГИПСОВЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ В случае гипсовых паковочных масс речь идет о смеси модификаций SiO2 со связующим
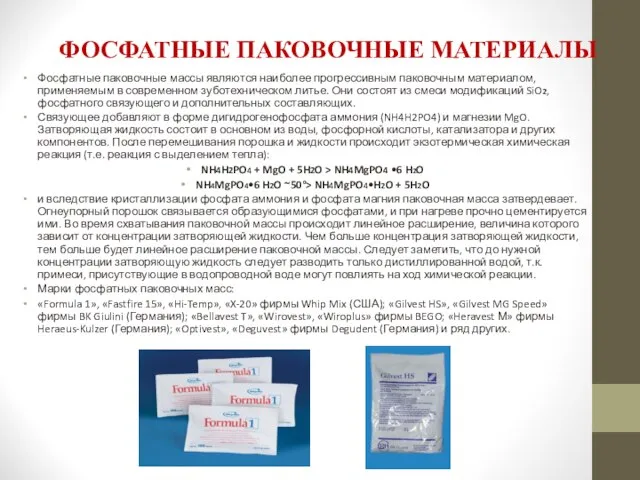
- 65. ФОСФАТНЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ Фосфатные паковочные массы являются наиболее прогрессивным паковочным материалом, применяемым в современном зуботехническом литье.
- 67. Скачать презентацию
Слайд 2Значение изучения темы
Различные ортопедические аппараты, в том числе зубные, челюстно-лицевые протезы требуют
Значение изучения темы
Различные ортопедические аппараты, в том числе зубные, челюстно-лицевые протезы требуют
Слайд 3Значение изучения темы
Абразивные материалы - мелкозернистые материалы высокой твердости (корунд, электрокорунд, карборунд,
Значение изучения темы
Абразивные материалы - мелкозернистые материалы высокой твердости (корунд, электрокорунд, карборунд,
Слайд 4Цели занятия
на основе теоретических знаний и практических умений обучающийся должен:
-знать на классификацию
Цели занятия
на основе теоретических знаний и практических умений обучающийся должен:
-знать на классификацию
Слайд 5Преимущества полировки
Повышается коррозионная стойкость материала
Замедляется рост микроорганизмов на поверхности протеза
Улучшается адаптация
Преимущества полировки
Повышается коррозионная стойкость материала
Замедляется рост микроорганизмов на поверхности протеза
Улучшается адаптация
Слайд 6Абразивные материалы
Для шлифовки и полировки протезов используются различные материалы, состоящие из мелкозернистых
Абразивные материалы
Для шлифовки и полировки протезов используются различные материалы, состоящие из мелкозернистых
Слайд 7Факторы абразивности
Размеры
Форма
Состав
Свойства абразивного зерна
Факторы абразивности
Размеры
Форма
Состав
Свойства абразивного зерна
Слайд 8Применение абразивных материалов
разнообразные инструменты
порошки, пасты
Абразивные поверхности материи или бумаги
резиновые круги с
Применение абразивных материалов
разнообразные инструменты
порошки, пасты
Абразивные поверхности материи или бумаги
резиновые круги с

Слайд 9Классификация абразивных материалов
Естественные
Искусственные
Классификация абразивных материалов
Естественные
Искусственные
Слайд 10Естественные абразивные материалы
измельченные минералы: алмаз корунд, «наждак», гранаты, пемза, мел и
Естественные абразивные материалы
измельченные минералы: алмаз корунд, «наждак», гранаты, пемза, мел и
Слайд 11Искусственные абразивные материалы
получают в промышленности химическим путем.
искусственный корунд (электрокорунд), углеродистые
Искусственные абразивные материалы
получают в промышленности химическим путем.
искусственный корунд (электрокорунд), углеродистые
Слайд 12Естественные абразивные материалы. Алмаз.
Самый твердый минерал, встречающийся в природе. Он представляет собой
Естественные абразивные материалы. Алмаз.
Самый твердый минерал, встречающийся в природе. Он представляет собой

Слайд 13Естественные абразивные материалы. Алмаз.
В стоматологии мелкая алмазная крошка употребляется при изготовлении шлифующих
Естественные абразивные материалы. Алмаз.
В стоматологии мелкая алмазная крошка употребляется при изготовлении шлифующих
Слайд 14Естественные абразивные материалы. Корунд.
Естественный минерал, кристаллы которого содержат до 90% окиси алюминия
Естественные абразивные материалы. Корунд.
Естественный минерал, кристаллы которого содержат до 90% окиси алюминия

Слайд 15Естественные абразивные материалы. Наждак.
Является смешанной горной породой. В его состав входят до
Естественные абразивные материалы. Наждак.
Является смешанной горной породой. В его состав входят до
Слайд 16Естественные абразивные материалы. Гранаты.
Ортосиликаты нескольких разновидностей.
Прозрачные гранаты с различными цветовыми оттенками
Естественные абразивные материалы. Гранаты.
Ортосиликаты нескольких разновидностей.
Прозрачные гранаты с различными цветовыми оттенками
Слайд 17Естественные абразивные материалы. Пемза.
Продукт вулканической деятельности.
Состав пемзы непостоянен. Основным компонентом ее
Естественные абразивные материалы. Пемза.
Продукт вулканической деятельности.
Состав пемзы непостоянен. Основным компонентом ее
Слайд 18Искусственные абразивные материалы. Электрокорунд.
Кристаллическая окись алюминия А120з.
Получается искусственным путем из пород,
Искусственные абразивные материалы. Электрокорунд.
Кристаллическая окись алюминия А120з.
Получается искусственным путем из пород,

Слайд 19Искусственные абразивные материалы. Карборунд.
Кристаллы чистого карбида кремния бесцветны, однако технический карборунд имеет
Искусственные абразивные материалы. Карборунд.
Кристаллы чистого карбида кремния бесцветны, однако технический карборунд имеет
Слайд 20Искусственные абразивные материалы. Карбиды.
Карбиды бора и вольфрама представляют собой химические соединения соответствующих
Искусственные абразивные материалы. Карбиды.
Карбиды бора и вольфрама представляют собой химические соединения соответствующих
Слайд 21Техническая характеристика абразивных материалов
Абразивное зерно
Техническая характеристика абразивных материалов
Абразивное зерно
Слайд 22Техническая характеристика абразивных материалов
Величина абразивного зерна
По величине зерен на три группы: шлифзерно,
Техническая характеристика абразивных материалов
Величина абразивного зерна
По величине зерен на три группы: шлифзерно,
Слайд 23Техническая характеристика абразивных материалов
Форма. Абразивные зерна имеют, как правило, неправильную геометрическую форму
Техническая характеристика абразивных материалов
Форма. Абразивные зерна имеют, как правило, неправильную геометрическую форму

Слайд 24Техническая характеристика абразивных материалов
Твердость. Необходимым условием для шлифования является способность шлифующего материала
Техническая характеристика абразивных материалов
Твердость. Необходимым условием для шлифования является способность шлифующего материала
Слайд 25Техническая характеристика абразивных материалов
Хрупкость. Все абразивные материалы обладают значительной хрупкостью.
Теплостойкость.
Износостойкость.
Техническая характеристика абразивных материалов
Хрупкость. Все абразивные материалы обладают значительной хрупкостью.
Теплостойкость.
Износостойкость.

Слайд 26Получение шлифующих инструментов из абразивных материалов
Получение шлифующих инструментов из абразивных материалов
Слайд 27Получение шлифующих инструментов из абразивных материалов
Для шлифования поверхностей порошок абразива может
Получение шлифующих инструментов из абразивных материалов
Для шлифования поверхностей порошок абразива может
Слайд 28Связующие материалы
Связующие материалы (связки), применяемые для скрепления абразивных зерен, делят на неорганические
Связующие материалы
Связующие материалы (связки), применяемые для скрепления абразивных зерен, делят на неорганические
Слайд 29Абразивные инструменты. Алмазное зерно.
Для покрытия стоматологических инструментов используют как природные технические алмазы,
Абразивные инструменты. Алмазное зерно.
Для покрытия стоматологических инструментов используют как природные технические алмазы,

Слайд 30Абразивные инструменты. Алмазное зерно.
Алмазные головки имеют шаровидную, цилиндрическую, коническую, дисковую, чечевицевидную форму.
Абразивные инструменты. Алмазное зерно.
Алмазные головки имеют шаровидную, цилиндрическую, коническую, дисковую, чечевицевидную форму.
Слайд 31Абразивные инструменты. Алмазное зерно.
Алмазный диск со сплошным покрытием
Алмазный диск с периферийным покрытием
Абразивные инструменты. Алмазное зерно.
Алмазный диск со сплошным покрытием
Алмазный диск с периферийным покрытием

Слайд 32Абразивные инструменты. Рубиновое зерно.
Инструменты с рубиновой крошкой предназначены для завершающей обработки стоматологических
Абразивные инструменты. Рубиновое зерно.
Инструменты с рубиновой крошкой предназначены для завершающей обработки стоматологических

Слайд 33Абразивные инструменты. Твердосплавное покрытие.
Твердосплавное покрытие для стоматологических боров и фрез получают методом
Абразивные инструменты. Твердосплавное покрытие.
Твердосплавное покрытие для стоматологических боров и фрез получают методом

Слайд 34Абразивные инструменты. Твердосплавное покрытие.
В зависимости от назначения инструмента количество, величина и геометрия
Абразивные инструменты. Твердосплавное покрытие.
В зависимости от назначения инструмента количество, величина и геометрия
Слайд 35Абразивные инструменты. Стальное покрытие
Стальные ротационные инструменты изготавливают из легированной вольфрамованадиевой стали или
Абразивные инструменты. Стальное покрытие
Стальные ротационные инструменты изготавливают из легированной вольфрамованадиевой стали или

Слайд 36Абразивные инструменты. Корундовое зерно.
Корунд (Al2O3) используют в качестве абразивной добавки в инструментах,
Абразивные инструменты. Корундовое зерно.
Корунд (Al2O3) используют в качестве абразивной добавки в инструментах,

Слайд 37Абразивные инструменты. Покрытие с зернами карбида кремния
Инструменты с рабочей частью из карбида
Абразивные инструменты. Покрытие с зернами карбида кремния
Инструменты с рабочей частью из карбида
Слайд 38Абразивные инструменты. Покрытие из оксида кремния.
Абразивные камни из оксида кремния (песчаник, SiO2)
Абразивные инструменты. Покрытие из оксида кремния.
Абразивные камни из оксида кремния (песчаник, SiO2)
Слайд 39Абразивные инструменты. Силиконовое покрытие.
Инструменты с силиконовым покрытием изготавливают на основе высокомолекулярных кремнийорганических
Абразивные инструменты. Силиконовое покрытие.
Инструменты с силиконовым покрытием изготавливают на основе высокомолекулярных кремнийорганических

Слайд 40Абразивные инструменты. Резиновое покрытие.
Рабочая часть резиновых полиров представлена высококачественным вулканизированным термо- и
Абразивные инструменты. Резиновое покрытие.
Рабочая часть резиновых полиров представлена высококачественным вулканизированным термо- и
Слайд 41Инструменты, используемые совместно с полировочными пастами
Рабочая часть таких инструментов не имеет собственного
Инструменты, используемые совместно с полировочными пастами
Рабочая часть таких инструментов не имеет собственного
Слайд 42Инструменты, используемые совместно с полировочными пастами
Щетки из конского ворса
Щетки из хлопковой пряжи
Инструменты, используемые совместно с полировочными пастами
Щетки из конского ворса
Щетки из хлопковой пряжи

Слайд 43Инструменты, используемые совместно с полировочными пастами
Щетки из искусственной щетины
Щетки из металлической
Инструменты, используемые совместно с полировочными пастами
Щетки из искусственной щетины
Щетки из металлической

Слайд 44Градация стальных и твердосплавных инструментов в зависимости
от типа и абразивности нарезки
Абразивность инструментов
Градация стальных и твердосплавных инструментов в зависимости
от типа и абразивности нарезки
Абразивность инструментов
Слайд 45Процесс шлифования, выбор инструмента
Шлифующее действие абразивного инструмента является результатом суммарного режущего действия
Процесс шлифования, выбор инструмента
Шлифующее действие абразивного инструмента является результатом суммарного режущего действия
Слайд 46Выбор шлифующего инструмента
Выбор шлифующего инструмента зависит от физических свойств обрабатываемого предмета.
Выбор шлифующего инструмента
Выбор шлифующего инструмента зависит от физических свойств обрабатываемого предмета.
Слайд 47Выбор шлифующего инструмента
для обработки твердых сплавов (типа КХС) целесообразно использовать инструменты из
Выбор шлифующего инструмента
для обработки твердых сплавов (типа КХС) целесообразно использовать инструменты из
Слайд 48Выбор шлифующего инструмента
Пластмассовые протезы обрабатываются крупнозернистыми абразивными инструментами из зеленого или черного
Выбор шлифующего инструмента
Пластмассовые протезы обрабатываются крупнозернистыми абразивными инструментами из зеленого или черного
Слайд 49Выбор шлифующего инструмента
Шлифовальные приспособления изготавливают из войлока или фетра. Их называют фильцами.
Выбор шлифующего инструмента
Шлифовальные приспособления изготавливают из войлока или фетра. Их называют фильцами.

Слайд 50Полировочные средства
Полировочные средства
Слайд 51Полировочные средства
Процесс полирования принципиально не отличается от шлифования: под действием абразивных зерен
Полировочные средства
Процесс полирования принципиально не отличается от шлифования: под действием абразивных зерен
Слайд 52Полировочные средства. Окись хрома Сг203.
Представляет собой зеленый порошок кристаллического строения. Кристаллы
Полировочные средства. Окись хрома Сг203.
Представляет собой зеленый порошок кристаллического строения. Кристаллы
Слайд 53Полировочные средства. Окись железа Fe203
Это порошок буровато-красного цвета; Кристаллы окиси железа
Полировочные средства. Окись железа Fe203
Это порошок буровато-красного цвета; Кристаллы окиси железа
Слайд 54Полировочные средства
Паста на основе окиси железа (крокус) состоит из окиси железа (около
Полировочные средства
Паста на основе окиси железа (крокус) состоит из окиси железа (около
Слайд 55Паковочные массы
Паковочные массы
Слайд 56Качество зуботехнического литья зависит от многих факторов. Один из важнейших – это
Качество зуботехнического литья зависит от многих факторов. Один из важнейших – это

Слайд 57Для получения литья методом «потерянного воска» (литьё по выплавляемым моделям) необходимы паковочные
Для получения литья методом «потерянного воска» (литьё по выплавляемым моделям) необходимы паковочные
Слайд 58Состав паковочных материалов и технологии их применения различны, но в любом случае
Состав паковочных материалов и технологии их применения различны, но в любом случае
Слайд 59Огнеупорный порошок
Огнеупорный порошок представляет собой мелкодисперсный материал:
1). Двуокиси кремния SiO2 (кремнезема), который
Огнеупорный порошок
Огнеупорный порошок представляет собой мелкодисперсный материал:
1). Двуокиси кремния SiO2 (кремнезема), который
Слайд 60При длительной обработке на вибростолике зерна паковочного материала начинают неравномерно распределяться по
При длительной обработке на вибростолике зерна паковочного материала начинают неравномерно распределяться по

Слайд 61во время нагрева существует несколько критических температурных интервалов, при которых литейная форма
во время нагрева существует несколько критических температурных интервалов, при которых литейная форма
Слайд 62Состав технологических добавок в большинстве случаев составляет коммерческую тайну фирмы-производителя. Добавки используются
Состав технологических добавок в большинстве случаев составляет коммерческую тайну фирмы-производителя. Добавки используются
Слайд 63СИЛИКАТНЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ
В состав силикатных паковочных масс, кроме связующего, гидролизованного этилсиликата Si
СИЛИКАТНЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ
В состав силикатных паковочных масс, кроме связующего, гидролизованного этилсиликата Si

Слайд 64ГИПСОВЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ
В случае гипсовых паковочных масс речь идет о смеси модификаций
ГИПСОВЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ
В случае гипсовых паковочных масс речь идет о смеси модификаций
Слайд 65ФОСФАТНЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ
Фосфатные паковочные массы являются наиболее прогрессивным паковочным материалом, применяемым в
ФОСФАТНЫЕ ПАКОВОЧНЫЕ МАТЕРИАЛЫ
Фосфатные паковочные массы являются наиболее прогрессивным паковочным материалом, применяемым в
 СРЕДНЯЯ ОБЩЕОБРАЗОВАТЕЛЬНАЯ ШКОЛА № 14 г. Томска
СРЕДНЯЯ ОБЩЕОБРАЗОВАТЕЛЬНАЯ ШКОЛА № 14 г. Томска Русская культура в произведениях русских классиков. Кухня
Русская культура в произведениях русских классиков. Кухня Чистая монополия
Чистая монополия Псалом 1
Псалом 1 Сонная болезнь
Сонная болезнь Птицы леса
Птицы леса КАДРОВЫЙ КОНСАЛТИНГ
КАДРОВЫЙ КОНСАЛТИНГ Гербы стран
Гербы стран Міністерство освіти і науки України Управління освіти і науки Волинської обласної державної адміністрації Професійно – технічне
Міністерство освіти і науки України Управління освіти і науки Волинської обласної державної адміністрації Професійно – технічне Shopping
Shopping Сильные и слабые стороны государственно-общественного управления
Сильные и слабые стороны государственно-общественного управления Бюджет для граждан к проекту закона об исполнении бюджета за 2019 год
Бюджет для граждан к проекту закона об исполнении бюджета за 2019 год Кибербуллинг
Кибербуллинг Улучшая качество повседневной жизни В нашем беспокойном, стрессовом и суетливом мире потребители уделяют огромное внимание качес
Улучшая качество повседневной жизни В нашем беспокойном, стрессовом и суетливом мире потребители уделяют огромное внимание качес DER VOGEL
DER VOGEL dollar
dollar Радиация, ее влияние на организм человека
Радиация, ее влияние на организм человека Методы тренировки мышц кистей и предплечий в гиревом спорте
Методы тренировки мышц кистей и предплечий в гиревом спорте 36 лет спустя. Школьные годы чудесные
36 лет спустя. Школьные годы чудесные «Нокдаун»
«Нокдаун» История освоения и исследования западного побережья Северной Америки. Русские названия на западе Америки
История освоения и исследования западного побережья Северной Америки. Русские названия на западе Америки Острые углы сложноподчиненного предложения
Острые углы сложноподчиненного предложения Республиканская целевая программа
Республиканская целевая программа Презентация на тему Геометрия вокруг нас
Презентация на тему Геометрия вокруг нас  УСЛУГИ РЫНКА ТРУДА Eesti Tootukassa
УСЛУГИ РЫНКА ТРУДА Eesti Tootukassa Осязание
Осязание Comments
Comments Повышение пенсионного возраста
Повышение пенсионного возраста