- Автоматизация производств в пищевой промышленности

Содержание
- 2. ПЛАН ЛЕКЦИИ: Введение. 1. Автоматизированная система управления автоклавом АСУ-АВ-02. 2. Дозатор жидких и сыпучих продуктов ДП-8к.
- 3. Автоматизированная система управления автоклавом АСУ АВ-02 Автоматизированная система управления автоклавом АСУ АВ-02 (далее - система автоматизации
- 4. АСУ АВ-02 позволяет оперативно изменять (добавление, удаление, редактирование) формулы стерилизации и корректировать параметры технологического процесса. АСУ
- 5. Работа системы автоматизации автоклава
- 6. Дополнительную защиту автоклава обеспечивают предохранительный клапан (КП1) и клапан отсечки (КО). КП1 предотвращает увеличение давления в
- 7. Дозатор жидких и сыпучих продуктов ДП-8к Дозатор предназначен для управления дозированием жидких и сыпучих продуктов. Дозатор
- 8. Дозатор имеет встроенную систему формирования каналов. С помощью технологической клавиатуры имеется возможность: - определить структуру каналов
- 9. Объём жидких продуктов определяется путём подсчёта количества импульсов, поступающих с внешних датчиков дозы, установленных в трактах
- 10. Вес сыпучих продуктов определяется измерением аналогового сигнала, пропорционального весу продукта на выходе измерительного датчика. Диапазон измеряемого
- 11. При подаче продукта открывается устройство подачи продукта в бункер взвешивания (входное) и закрывается устройство выхода продукта
- 12. АСУ ПРИ ШОКОВОЙ ЗАМОРОЗКЕ И ПЕРЕРАБОТКЕ ОВОЩЕЙ На украинском рынке компания Ольвита (Украина) существует с 2004
- 13. В качестве инструмента для разработки АСУ переработки овощей и фруктов была выбрана популярная SCADA-система TRACE MODE.
- 14. После завершения автоматизации холодильной установки специалисты Ольвиты отметили значительную экономию электроэнергии, снижение аварий и повышение качества
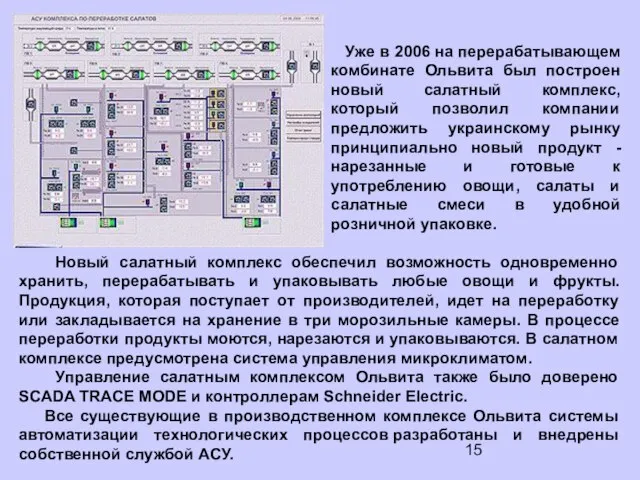
- 15. Уже в 2006 на перерабатывающем комбинате Ольвита был построен новый салатный комплекс, который позволил компании предложить
- 16. ПРИМЕР ИСПОЛЬЗОВАНИЯ ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА "Кассадра Mobile ПРОИЗВОДСТВО" НА КОМБИНАТЕ ПО ПЕРЕРАБОТКЕ МЯСА Объекты автоматизации (ОА) составляют
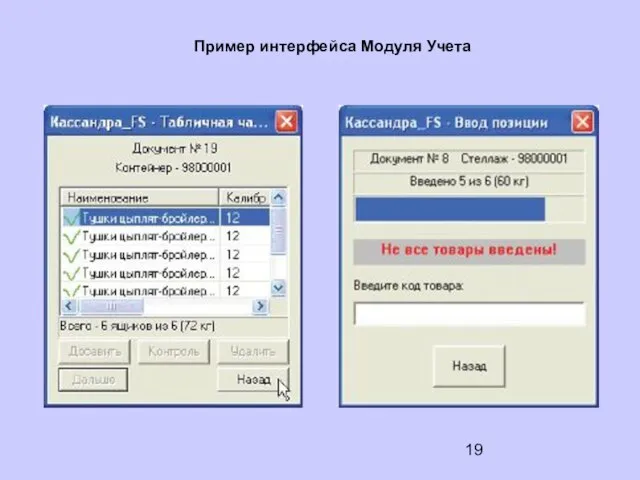
- 17. Калиброванная продукция (КП) с конвейера поступает на рабочие места упаковки калиброванной продукции и упаковывается в специальные
- 18. - По заполнению ящика формируется групповой весовой штрих-код содержащий код товара, общий вес товара в ящике
- 19. Пример интерфейса Модуля Учета
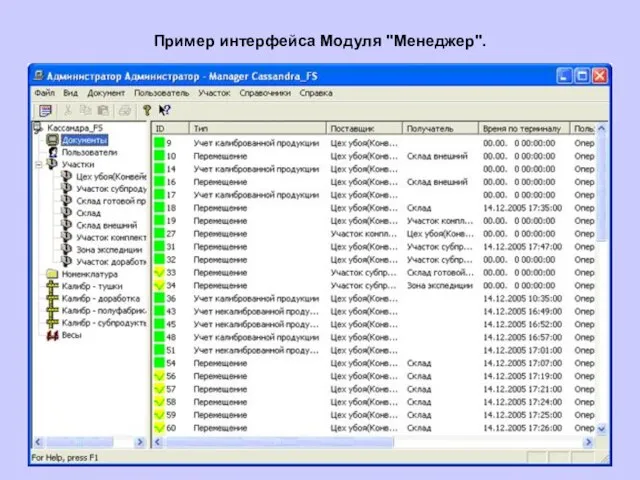
- 20. Пример интерфейса Модуля "Менеджер".
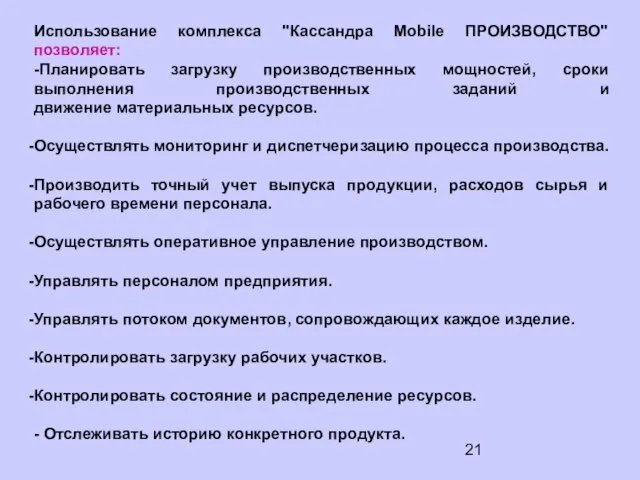
- 21. Использование комплекса "Кассандра Mobile ПРОИЗВОДСТВО" позволяет: -Планировать загрузку производственных мощностей, сроки выполнения производственных заданий и движение
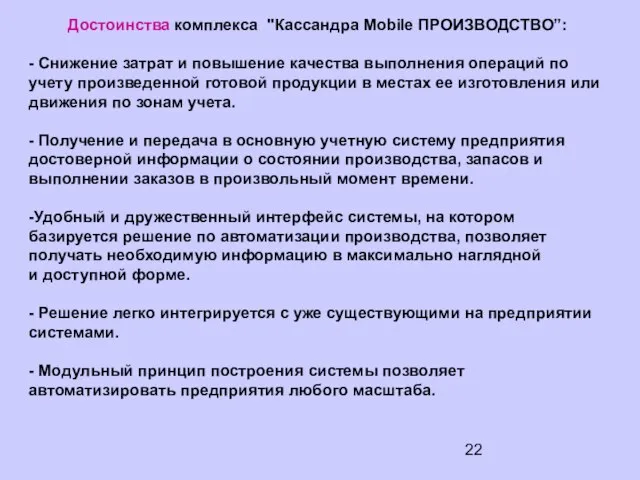
- 22. Достоинства комплекса "Кассандра Mobile ПРОИЗВОДСТВО”: - Снижение затрат и повышение качества выполнения операций по учету произведенной
- 23. Автоматизация производства в винодельческой промышленности Автоматизация производства в винодельческой промышленности, процесс в развитии машинного производства, при
- 24. Цель автоматизации производства в винодельческой промышленности — повышение производительности и эффективности труда, улучшение качества продукции, создание
- 25. В 1958 г. впервые в мировой практике на Московском заводе шампанских вин была внедрена пневмоэлектрическая схема
- 26. Технологические процессы виноделия характеризуются большим разнообразием, что приводит к использованию различных измерительных устройств, автоматических регуляторов, исполнительных
- 27. датчики температуры — термоэлектрические преобразователи и термопреобразователи сопротивления; датчики-реле температуры; датчики давления и расхода с электрическими
- 28. На винзаводах распространены также следующие средства автоматизации: автоматические весы; пробоотборники винограда; сульфитодозирующие установки; панели дистанционного управления;
- 29. В первичном виноделии автоматизированы: -приёмные пункты винограда; -поточные линии переработки винограда по белому и красному способам;
- 30. установки для производства шампанского в потоке при обычной и сверхвысокой концентрации дрожжей; установки для производства портвейна,
- 31. Прибор для дистанционного контроля однородности продуктов виноделия - это устройство, контролирующее однородность разных слоев купажной смеси
- 32. Схема прибора для дистанционного контроля продуктов виноделия
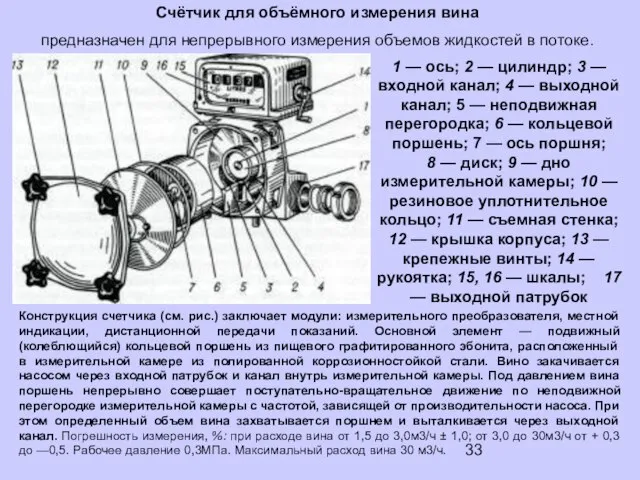
- 33. Счётчик для объёмного измерения вина предназначен для непрерывного измерения объемов жидкостей в потоке. 1 — ось;
- 35. Скачать презентацию
Слайд 2ПЛАН ЛЕКЦИИ:
Введение.
1. Автоматизированная система управления автоклавом АСУ-АВ-02.
2. Дозатор жидких и сыпучих продуктов
ПЛАН ЛЕКЦИИ:
Введение.
1. Автоматизированная система управления автоклавом АСУ-АВ-02.
2. Дозатор жидких и сыпучих продуктов
Слайд 3Автоматизированная система управления автоклавом АСУ АВ-02
Автоматизированная система управления автоклавом АСУ АВ-02 (далее
Автоматизированная система управления автоклавом АСУ АВ-02
Автоматизированная система управления автоклавом АСУ АВ-02 (далее
Слайд 4 АСУ АВ-02 позволяет оперативно изменять (добавление, удаление, редактирование) формулы стерилизации и
АСУ АВ-02 позволяет оперативно изменять (добавление, удаление, редактирование) формулы стерилизации и
Слайд 5Работа системы автоматизации автоклава
Работа системы автоматизации автоклава
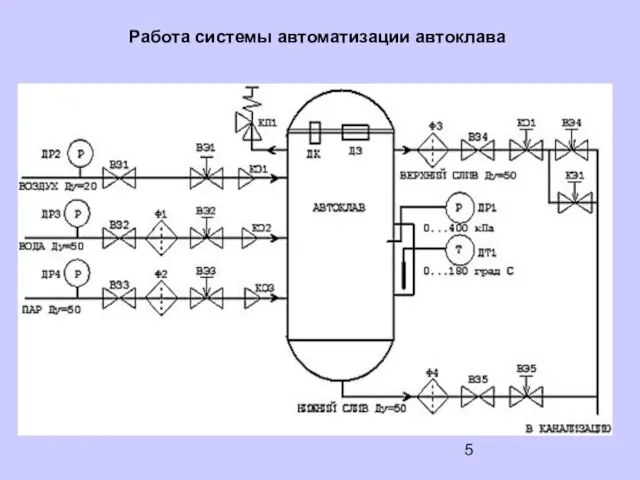
Слайд 6 Дополнительную защиту автоклава обеспечивают предохранительный клапан (КП1) и клапан отсечки (КО).
Дополнительную защиту автоклава обеспечивают предохранительный клапан (КП1) и клапан отсечки (КО).
Слайд 7Дозатор жидких и сыпучих продуктов ДП-8к
Дозатор предназначен для управления дозированием жидких
Дозатор жидких и сыпучих продуктов ДП-8к
Дозатор предназначен для управления дозированием жидких
Слайд 8Дозатор имеет встроенную систему формирования каналов. С помощью технологической клавиатуры имеется возможность:
-
Дозатор имеет встроенную систему формирования каналов. С помощью технологической клавиатуры имеется возможность:
-

Слайд 9Объём жидких продуктов определяется путём подсчёта количества импульсов, поступающих с внешних датчиков
Объём жидких продуктов определяется путём подсчёта количества импульсов, поступающих с внешних датчиков

Слайд 10Вес сыпучих продуктов определяется измерением аналогового сигнала, пропорционального весу продукта на выходе
Вес сыпучих продуктов определяется измерением аналогового сигнала, пропорционального весу продукта на выходе

Слайд 11 При подаче продукта открывается устройство подачи продукта в бункер взвешивания (входное)
При подаче продукта открывается устройство подачи продукта в бункер взвешивания (входное)

Слайд 12АСУ ПРИ ШОКОВОЙ ЗАМОРОЗКЕ И ПЕРЕРАБОТКЕ ОВОЩЕЙ
На украинском рынке компания Ольвита (Украина)
АСУ ПРИ ШОКОВОЙ ЗАМОРОЗКЕ И ПЕРЕРАБОТКЕ ОВОЩЕЙ
На украинском рынке компания Ольвита (Украина)
Слайд 13В качестве инструмента для разработки АСУ переработки овощей и фруктов была выбрана
В качестве инструмента для разработки АСУ переработки овощей и фруктов была выбрана
Слайд 14После завершения автоматизации холодильной установки специалисты Ольвиты отметили значительную экономию электроэнергии, снижение аварий
После завершения автоматизации холодильной установки специалисты Ольвиты отметили значительную экономию электроэнергии, снижение аварий

Слайд 15 Уже в 2006 на перерабатывающем комбинате Ольвита был построен новый салатный
Уже в 2006 на перерабатывающем комбинате Ольвита был построен новый салатный
Слайд 16ПРИМЕР ИСПОЛЬЗОВАНИЯ ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА "Кассадра Mobile ПРОИЗВОДСТВО" НА КОМБИНАТЕ ПО ПЕРЕРАБОТКЕ МЯСА
Объекты
Объекты
Слайд 17 Калиброванная продукция (КП) с конвейера поступает на рабочие места упаковки калиброванной
Калиброванная продукция (КП) с конвейера поступает на рабочие места упаковки калиброванной
Слайд 18- По заполнению ящика формируется групповой весовой штрих-код содержащий код товара, общий
- По заполнению ящика формируется групповой весовой штрих-код содержащий код товара, общий
Слайд 19Пример интерфейса Модуля Учета
Пример интерфейса Модуля Учета
Слайд 20Пример интерфейса Модуля "Менеджер".
Пример интерфейса Модуля "Менеджер".
Слайд 21Использование комплекса "Кассандра Mobile ПРОИЗВОДСТВО" позволяет:
-Планировать загрузку производственных мощностей, сроки выполнения
Использование комплекса "Кассандра Mobile ПРОИЗВОДСТВО" позволяет:
-Планировать загрузку производственных мощностей, сроки выполнения
Слайд 22Достоинства комплекса "Кассандра Mobile ПРОИЗВОДСТВО”:
- Снижение затрат и повышение качества выполнения операций
Достоинства комплекса "Кассандра Mobile ПРОИЗВОДСТВО”:
- Снижение затрат и повышение качества выполнения операций
Слайд 23Автоматизация производства в винодельческой промышленности
Автоматизация производства в винодельческой промышленности, процесс в развитии
Автоматизация производства в винодельческой промышленности
Автоматизация производства в винодельческой промышленности, процесс в развитии
Слайд 24Цель автоматизации производства в винодельческой промышленности — повышение производительности и эффективности труда,
Цель автоматизации производства в винодельческой промышленности — повышение производительности и эффективности труда,
Слайд 25 В 1958 г. впервые в мировой практике на Московском заводе шампанских
В 1958 г. впервые в мировой практике на Московском заводе шампанских
Слайд 26 Технологические процессы виноделия характеризуются большим разнообразием, что приводит к использованию различных
Технологические процессы виноделия характеризуются большим разнообразием, что приводит к использованию различных
Слайд 27датчики температуры — термоэлектрические преобразователи и термопреобразователи сопротивления; датчики-реле температуры; датчики давления
датчики температуры — термоэлектрические преобразователи и термопреобразователи сопротивления; датчики-реле температуры; датчики давления
Слайд 28 На винзаводах распространены также следующие средства автоматизации:
автоматические весы; пробоотборники винограда;
На винзаводах распространены также следующие средства автоматизации:
автоматические весы; пробоотборники винограда;
Слайд 29В первичном виноделии автоматизированы:
-приёмные пункты винограда;
-поточные линии переработки винограда по
В первичном виноделии автоматизированы:
-приёмные пункты винограда;
-поточные линии переработки винограда по
Слайд 30установки для производства шампанского в потоке при обычной и сверхвысокой концентрации дрожжей;
Слайд 31Прибор для дистанционного контроля однородности продуктов виноделия -
это устройство, контролирующее однородность разных
Прибор для дистанционного контроля однородности продуктов виноделия -
это устройство, контролирующее однородность разных
Слайд 32Схема прибора для дистанционного контроля продуктов виноделия
Схема прибора для дистанционного контроля продуктов виноделия

Слайд 33Счётчик для объёмного измерения вина
предназначен для непрерывного измерения объемов жидкостей в потоке.
Счётчик для объёмного измерения вина
предназначен для непрерывного измерения объемов жидкостей в потоке.
 Positive traits of character - Persistence
Positive traits of character - Persistence слайд-шоу фокусника-иллюзиониста Леонида Зангиева
слайд-шоу фокусника-иллюзиониста Леонида Зангиева Ножницы вашей мечты
Ножницы вашей мечты Металлы. Общая характеристика металлов (нахождение в природе и физические свойства)
Металлы. Общая характеристика металлов (нахождение в природе и физические свойства) Оказание первой помощи. Современные требования
Оказание первой помощи. Современные требования ГАРАНТИРОВАННЫЙ ОБЪЕМ БЕСПЛАТНОЙ МЕДИЦИНСКОЙ ПОМОЩИ(ГОБМП)
ГАРАНТИРОВАННЫЙ ОБЪЕМ БЕСПЛАТНОЙ МЕДИЦИНСКОЙ ПОМОЩИ(ГОБМП) ГЕОГРАФИЯ РОССИИ СТРУКТУРА КУРСА
ГЕОГРАФИЯ РОССИИ СТРУКТУРА КУРСА Геологичекое строение и рельеф
Геологичекое строение и рельеф История происхождения фамилий жителей села Батурино
История происхождения фамилий жителей села Батурино Специальные налоговые режимы_Упрощенная система налогобложения
Специальные налоговые режимы_Упрощенная система налогобложения «Компьютерная зависимость детей»
«Компьютерная зависимость детей» Реклама в фильме Римские каникулы (1953)
Реклама в фильме Римские каникулы (1953) Описание памятника архитектуры
Описание памятника архитектуры Coca-Cola
Coca-Cola Унитазы Culto
Унитазы Culto Графическй дизайн в школьной тетраде
Графическй дизайн в школьной тетраде От Сиднея вдоль Большого Водораздельного хребта
От Сиднея вдоль Большого Водораздельного хребта Matematika_19_09_1
Matematika_19_09_1 Портфолио Агентства маркетинговых коммуникаций Чистяковой Ирины PR сопровождение проекта "ГлавМаркет"
Портфолио Агентства маркетинговых коммуникаций Чистяковой Ирины PR сопровождение проекта "ГлавМаркет" Критерии и показатели оценки деятельности таможенных органов России
Критерии и показатели оценки деятельности таможенных органов России  Развитие культуры
Развитие культуры Иркутск, 2011
Иркутск, 2011 Дорога на родину И.С.Тургенева
Дорога на родину И.С.Тургенева Теория привязанностей
Теория привязанностей Рабочая группаРоссийской академии медицинских наук
Рабочая группаРоссийской академии медицинских наук Стоимость нефти и авиаГСМ
Стоимость нефти и авиаГСМ Мучные изделия
Мучные изделия Понятие вектора
Понятие вектора