- ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА

Содержание
- 2. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА Работа включает варианты графического представления дефектов сварных соединений ,
- 3. 1 Дефекты сварных соединений при визуальном и измерительном контроле Под дефектом понимают каждое отдельное несоответствие продукции
- 4. Классификация дефектов сварных соединений Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей, пор, непроваров и включений.
- 5. Трещина сварочного соединения Трещины бывают: продольными поперечными разветвлёнными радиальными кратерными.
- 6. Трещина сварочного соединения Причины образования дефекта: - жесткая конструкция изделия; - сварка в жестко закрепленных приспособлениях;
- 7. Трещина сварочного соединения Трещина – это наиболее опасный и недопустимый дефект, как правило, брак. Способ его
- 8. Продольная трещина сварного соединения. Продольная трещина - трещина сварного соединения, ориентированная вдоль оси сварного шва
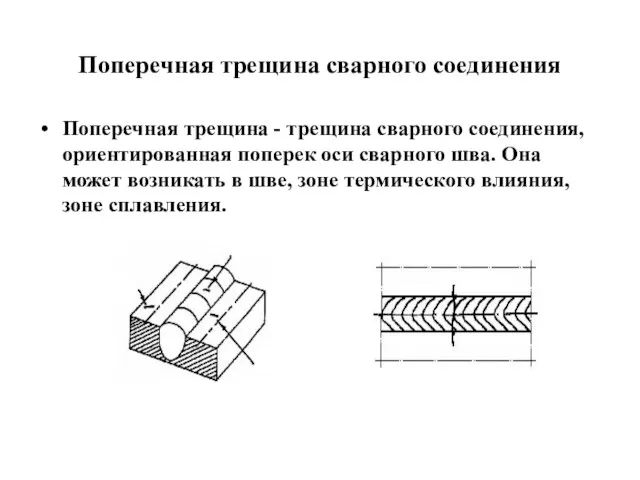
- 9. Поперечная трещина сварного соединения Поперечная трещина - трещина сварного соединения, ориентированная поперек оси сварного шва. Она
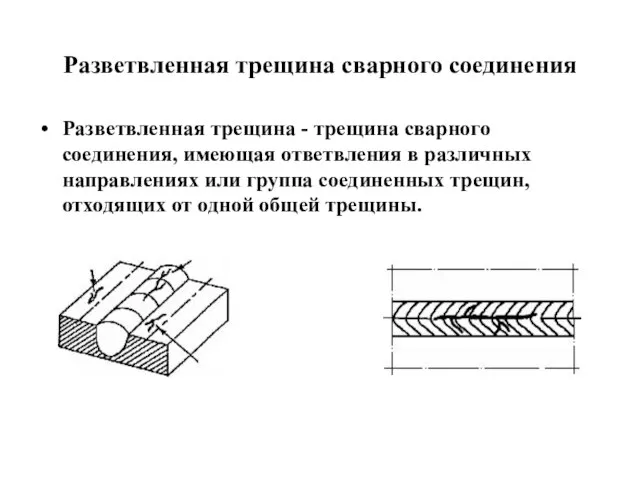
- 10. Разветвленная трещина сварного соединения Разветвленная трещина - трещина сварного соединения, имеющая ответвления в различных направлениях или
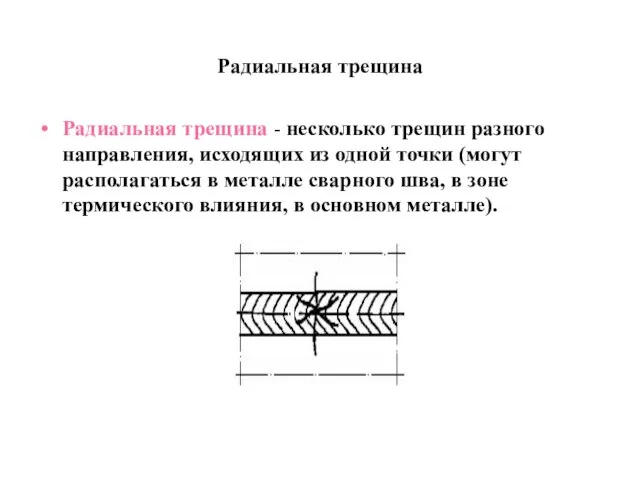
- 11. Радиальная трещина Радиальная трещина - несколько трещин разного направления, исходящих из одной точки (могут располагаться в
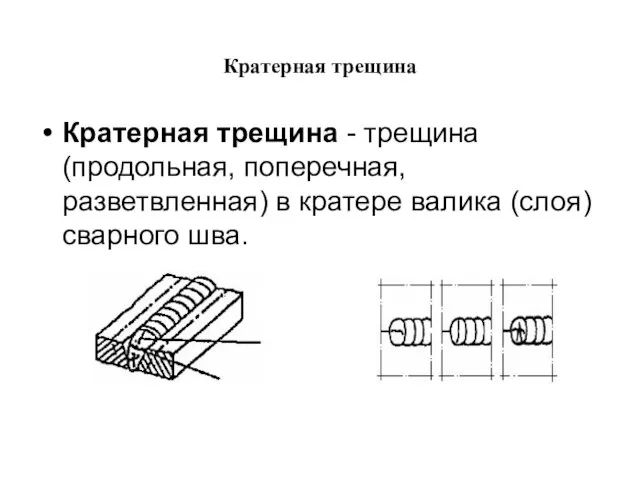
- 12. Кратерная трещина Кратерная трещина - трещина (продольная, поперечная, разветвленная) в кратере валика (слоя) сварного шва.
- 13. Включение Включение - полость в металле, заполненная газом, шлаком или инородным металлом; обобщенное наименование пор, шлаковых
- 14. Включение Причины образования дефекта: - некачественная подготовка поверхности; - некачественный основной металл; - нарушение технологии сварки;
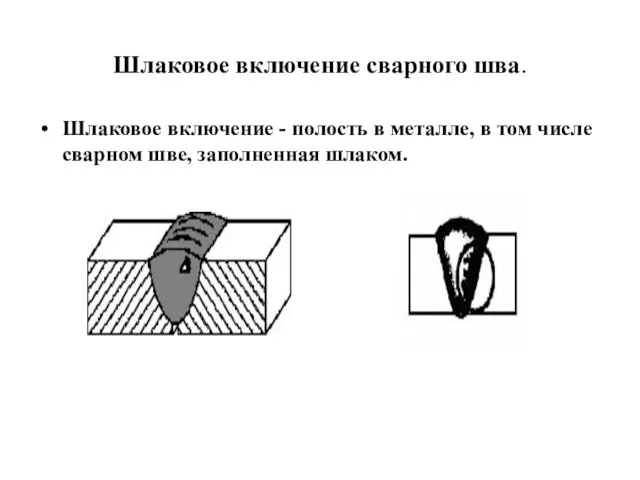
- 15. Шлаковое включение сварного шва. Шлаковое включение - полость в металле, в том числе сварном шве, заполненная
- 16. Флюсовое включение Флюсовое включение - полость в металле сварного шва, заполненная нерасплавившимся флюсом, попавшим в металл
- 17. Вольфрамовое включение Вольфрамовое включение - внедрившаяся в металл шва нерасплавленная частица (осколок) неплавящегося вольфрамового электрода.
- 18. Окисное включение Окисное включение - окисел металла, попавший в металл шва во время затвердевания
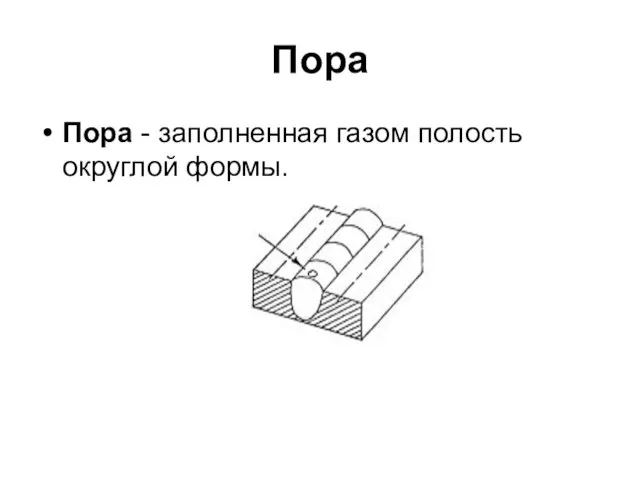
- 19. Пора Пора - заполненная газом полость округлой формы.
- 20. Пора Поры могут быть одиночными, а также могут располагаться в виде цепочек и скоплений. Причины образования
- 21. Пора Поры возникают при сварке алюминиевых и титановых сплавов, в глубоких стыковых швах, при затруднении дегазации.
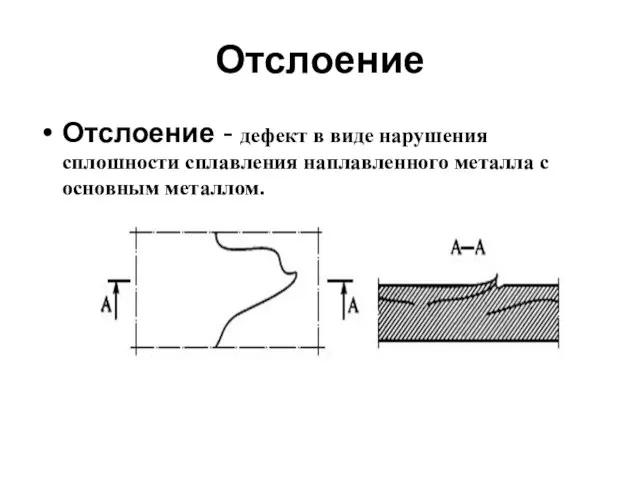
- 22. Отслоение Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с основным металлом.
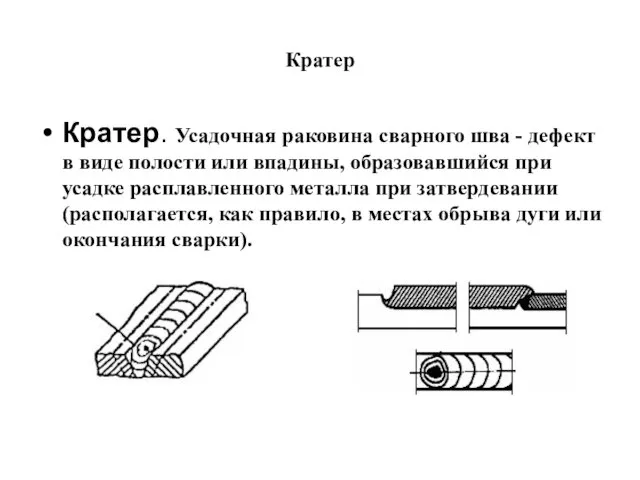
- 23. Кратер Кратер. Усадочная раковина сварного шва - дефект в виде полости или впадины, образовавшийся при усадке
- 24. Кратер Причина образования дефекта - нарушение техники сварки. Кратеры являются концентраторами напряжений, сопровождаются усадкой и трещинами
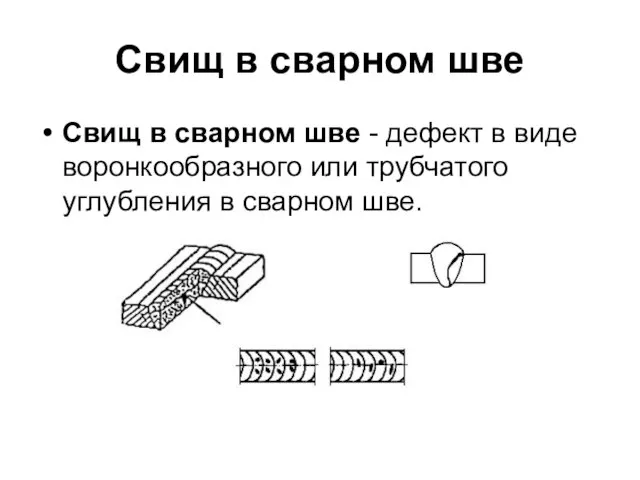
- 25. Свищ в сварном шве Свищ в сварном шве - дефект в виде воронкообразного или трубчатого углубления
- 26. Свищ в сварном шве Причины образования дефекта: - некачественный основной металла; - нарушение защиты. Дефект сопровождает
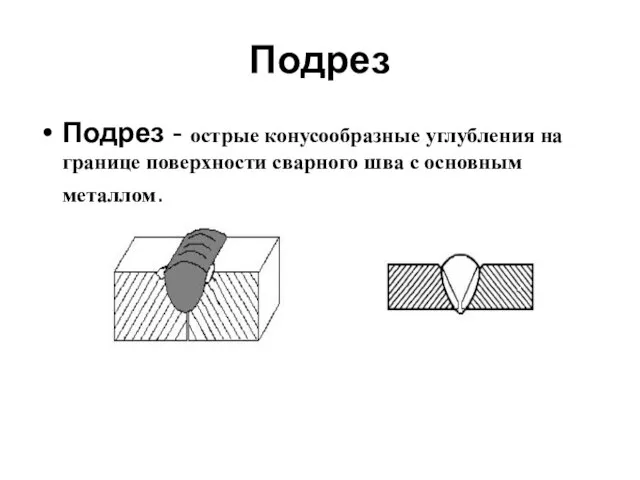
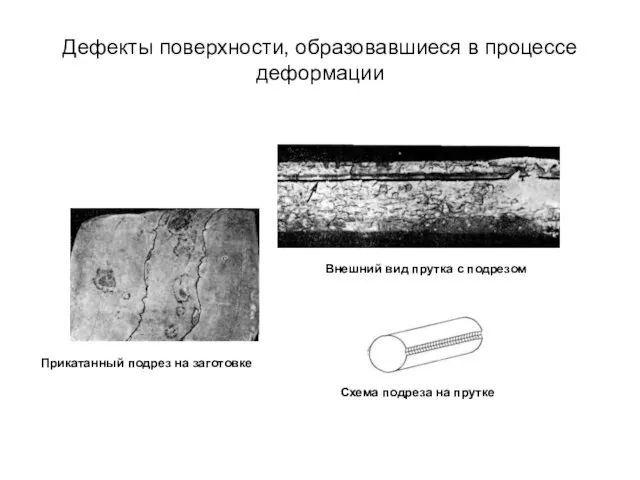
- 27. Подрез Подрез - острые конусообразные углубления на границе поверхности сварного шва с основным металлом.
- 28. Подрез Различают односторонний и двусторонний подрезы. Причины образования дефекта: - большой ток; - большая скорость; -
- 29. Подрез Подрез является концентратором напряжения, возникает при сварке концентрированными источниками в режиме глубокого проплавления, а также
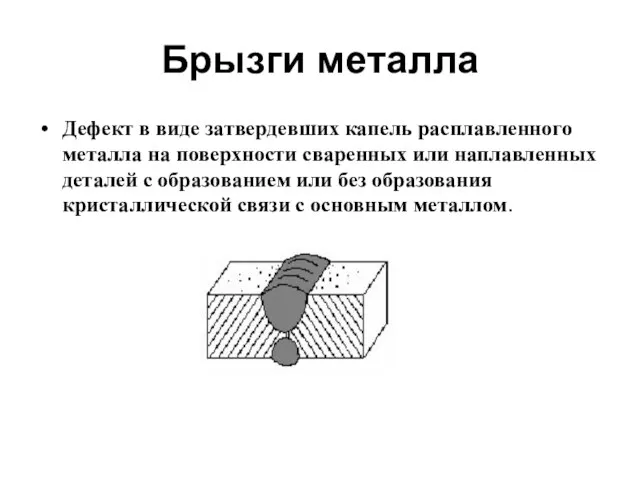
- 30. Брызги металла Дефект в виде затвердевших капель расплавленного металла на поверхности сваренных или наплавленных деталей с
- 31. Брызги металла Причины образования дефекта: - несоблюдение техники сварки; - длинная дуга. Дефект возникает при сварке
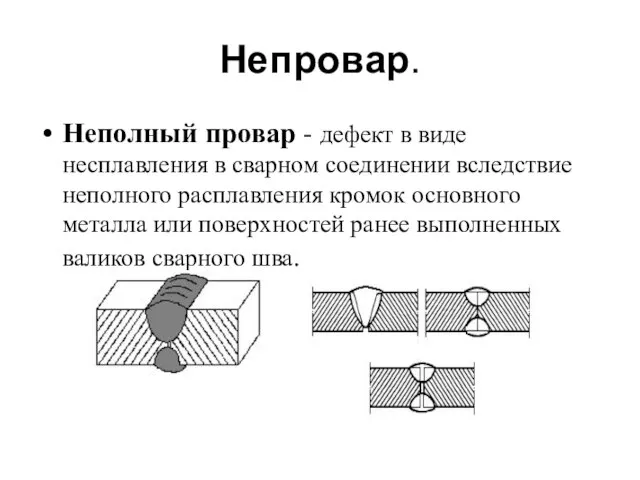
- 32. Непровар. Неполный провар - дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок основного
- 33. Непровар. Дефект наиболее характерен при алюминиевых сплавах и под флюсом, является концентратором напряжения. Непровары трудно выявляются
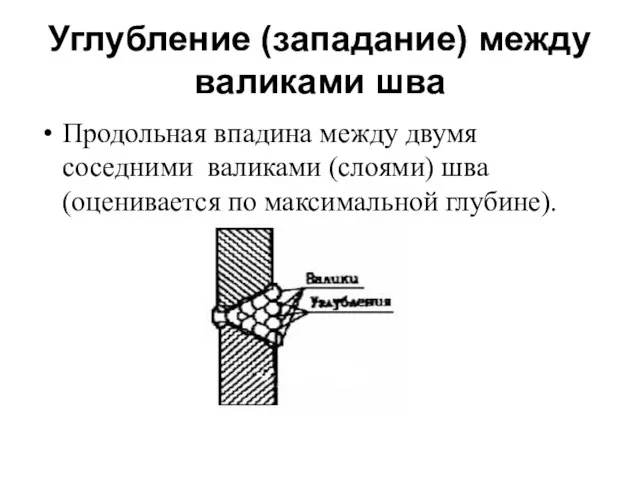
- 34. Углубление (западание) между валиками шва Продольная впадина между двумя соседними валиками (слоями) шва (оценивается по максимальной
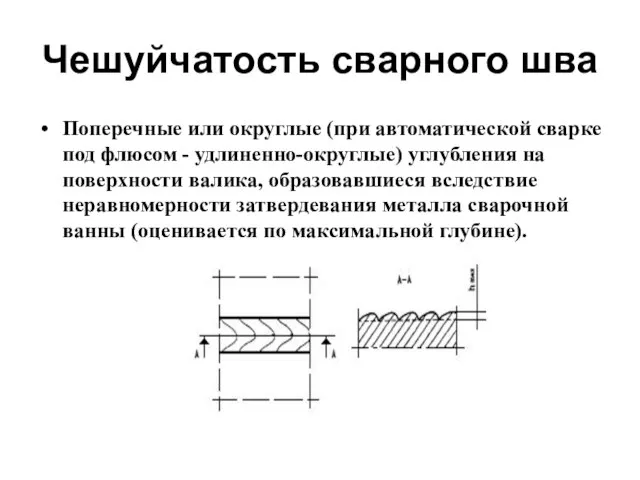
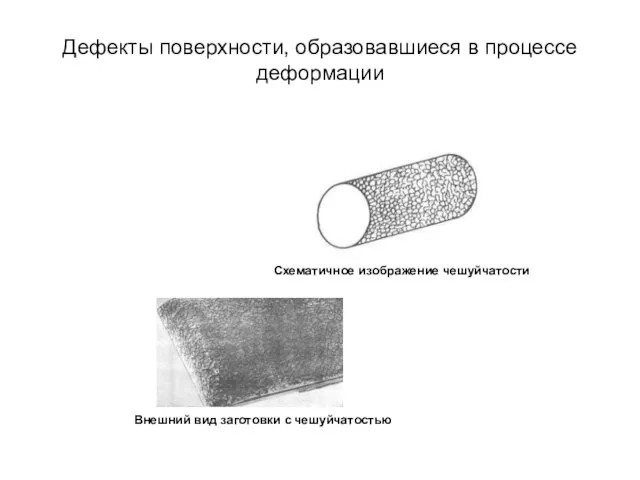
- 35. Чешуйчатость сварного шва Поперечные или округлые (при автоматической сварке под флюсом - удлиненно-округлые) углубления на поверхности
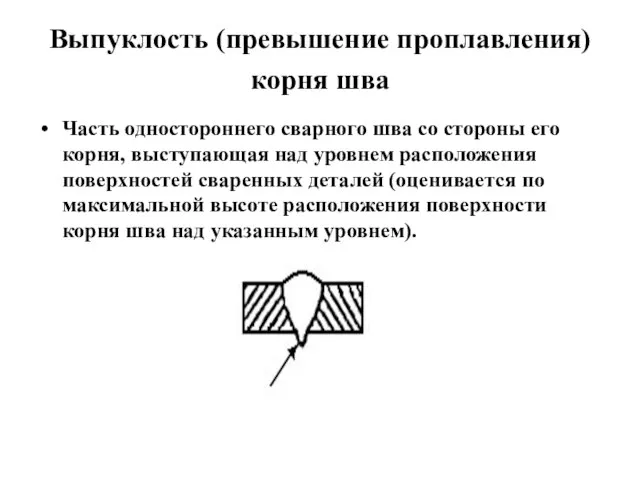
- 36. Выпуклость (превышение проплавления) корня шва Часть одностороннего сварного шва со стороны его корня, выступающая над уровнем
- 37. Выпуклость (превышение проплавления) корня шва Причины образования дефекта: - большой зазор; - большой угол разделки кромок;
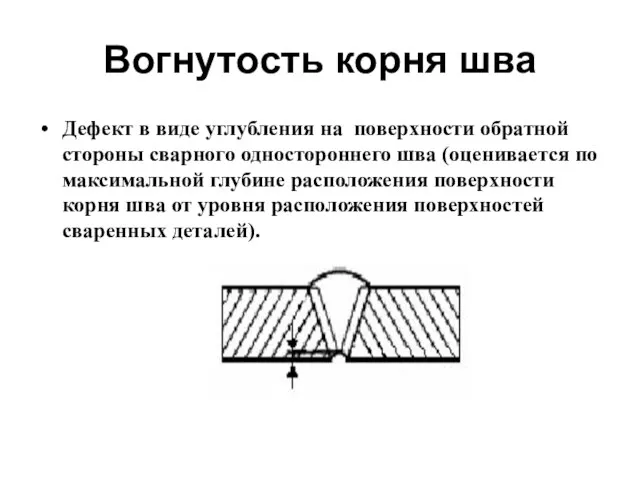
- 38. Вогнутость корня шва Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва (оценивается по
- 39. Вогнутость корня шва Причины образования дефекта: - большие зазоры; - малое притупление. Дефект возникает в стыковых
- 40. Максимальный размер включения наибольшее расстояние между точками внешнего контура включения.
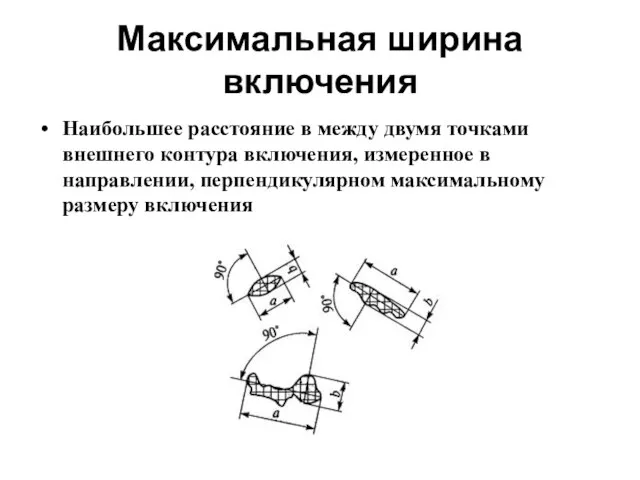
- 41. Максимальная ширина включения Наибольшее расстояние в между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном
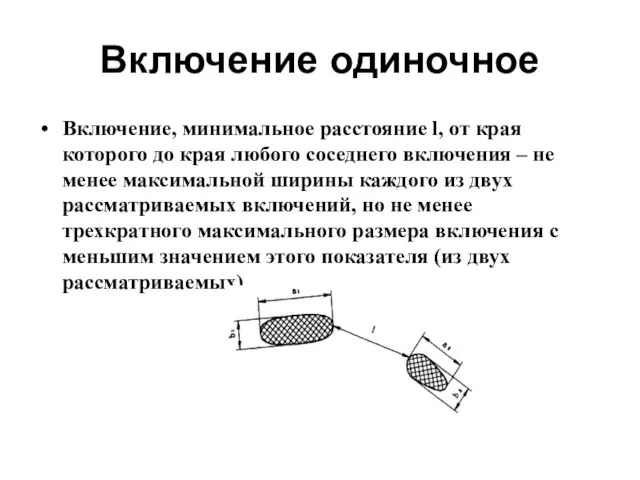
- 42. Включение одиночное Включение, минимальное расстояние l, от края которого до края любого соседнего включения – не
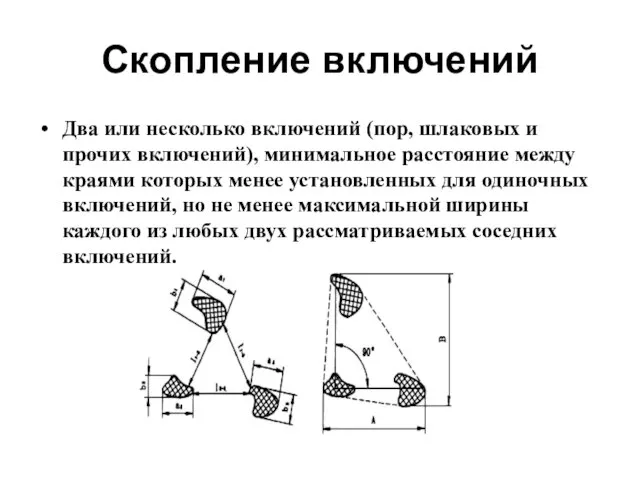
- 43. Скопление включений Два или несколько включений (пор, шлаковых и прочих включений), минимальное расстояние между краями которых
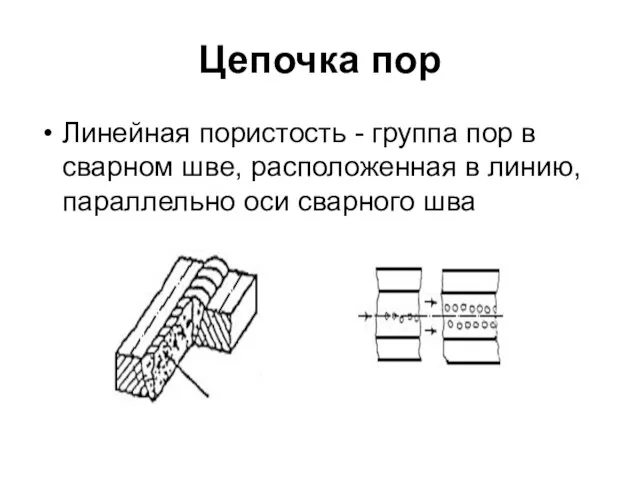
- 44. Цепочка пор Линейная пористость - группа пор в сварном шве, расположенная в линию, параллельно оси сварного
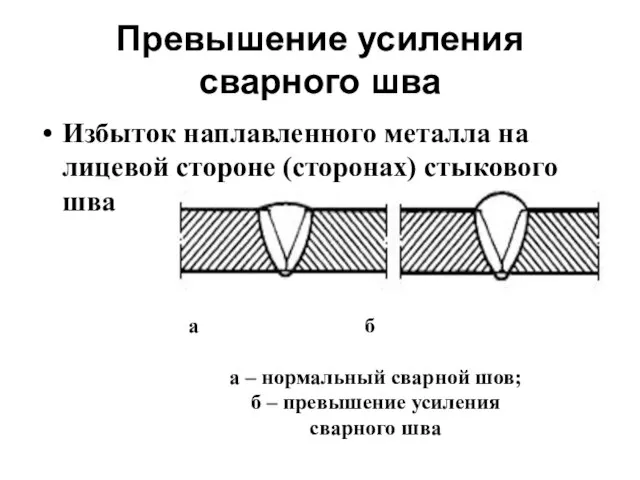
- 45. Превышение усиления сварного шва Избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва
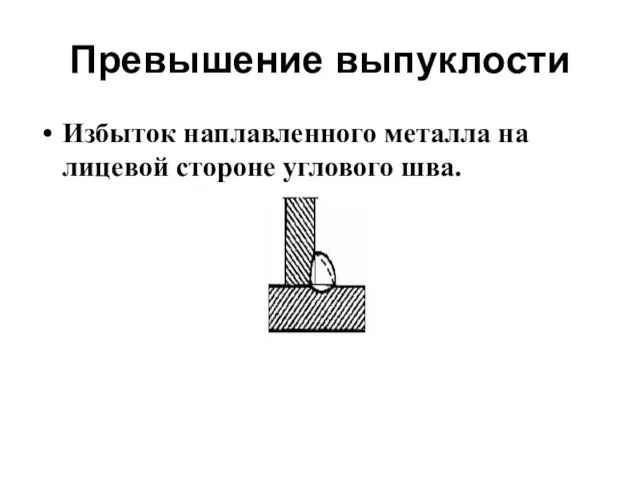
- 46. Превышение выпуклости Избыток наплавленного металла на лицевой стороне углового шва.
- 47. Превышение выпуклости Причины образования дефекта: - несоблюдение техники сварки; - большая скорость подачи присадочной проволоки. Данный
- 48. Местное превышение проплава Местный избыточный проплав (с внутренней стороны одностороннего шва).
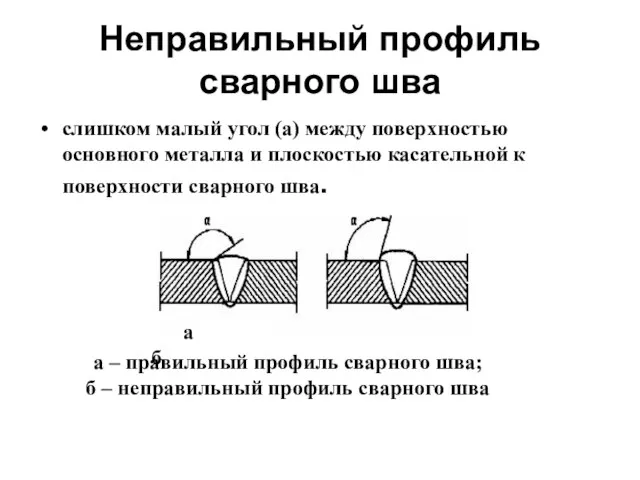
- 49. Неправильный профиль сварного шва слишком малый угол (а) между поверхностью основного металла и плоскостью касательной к
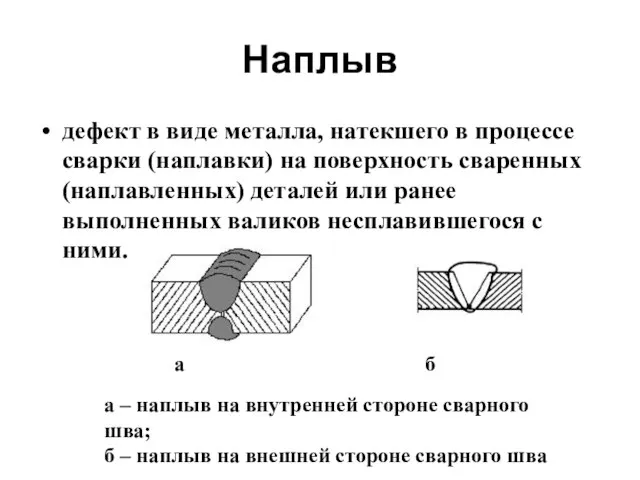
- 50. Наплыв дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность сваренных (наплавленных) деталей или
- 51. Наплыв Причины образования дефекта: - большой ток; - большая скорость сварки; - длинная дуга (повышенное напряжение);
- 52. Наплыв Дефект возникает с лицевой стороны соединения или обратной стороны из-за некачественного поджатия к подкладке и,
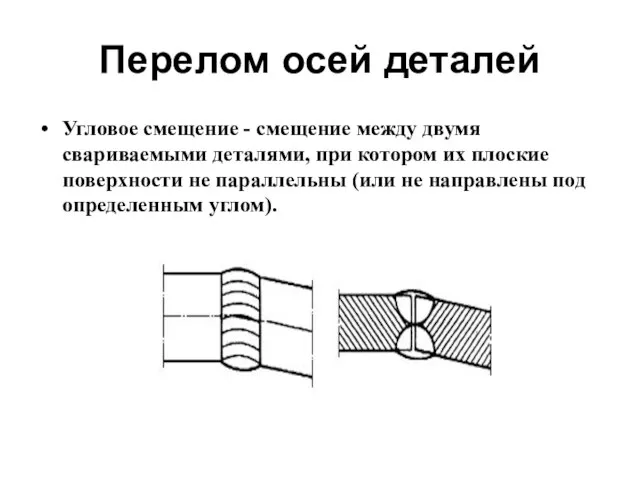
- 53. Перелом осей деталей Угловое смещение - смещение между двумя свариваемыми деталями, при котором их плоские поверхности
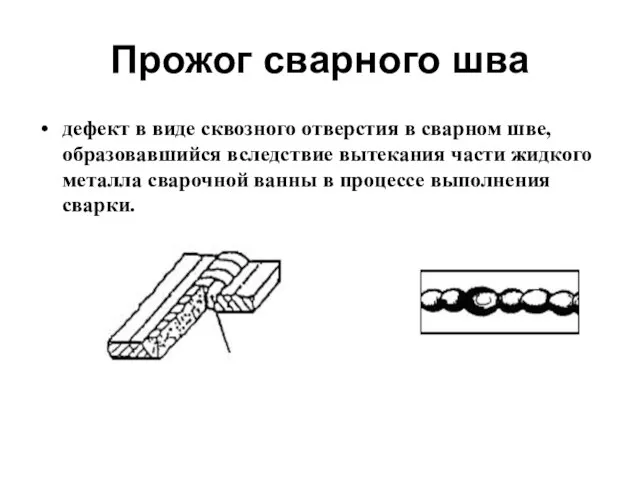
- 54. Прожог сварного шва дефект в виде сквозного отверстия в сварном шве, образовавшийся вследствие вытекания части жидкого
- 55. Прожог сварного шва Прожоги бывают одиночными, протяженными, дискретными. Причины образования дефекта: - большая погонная энергия; -
- 56. Прожог сварного шва Дефект характерен при сварке тонкостенных элементов, а так же первого (корневого) шва при
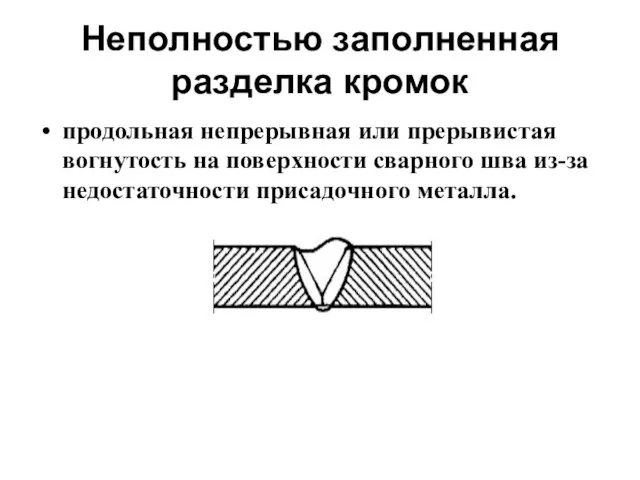
- 57. Неполностью заполненная разделка кромок продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточности присадочного
- 58. Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению.
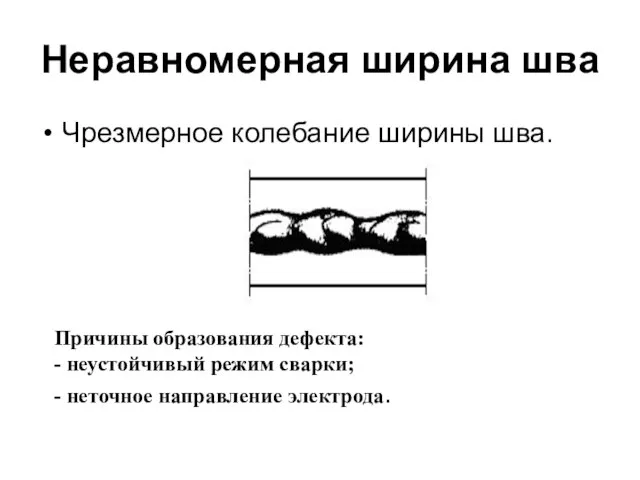
- 59. Неравномерная ширина шва Чрезмерное колебание ширины шва.
- 60. Неравномерная поверхность шва Чрезмерная неровность наружной поверхности шва.
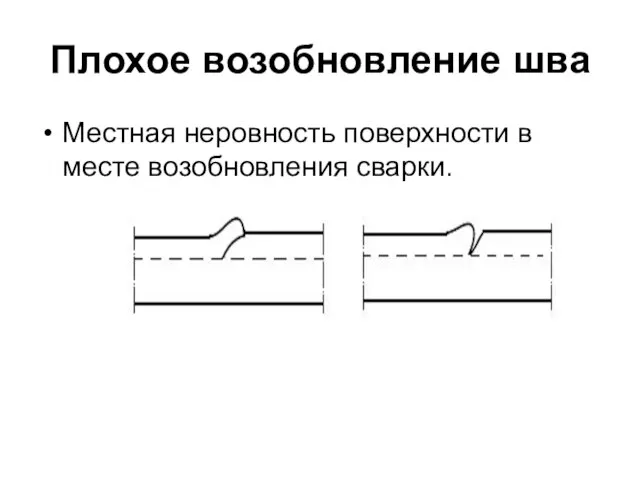
- 61. Плохое возобновление шва Местная неровность поверхности в месте возобновления сварки.
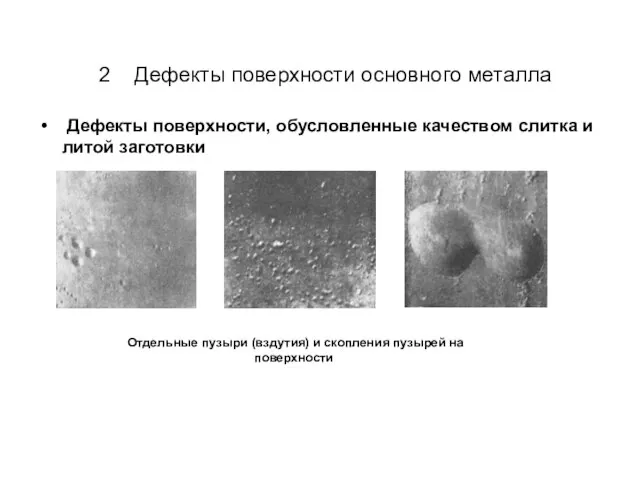
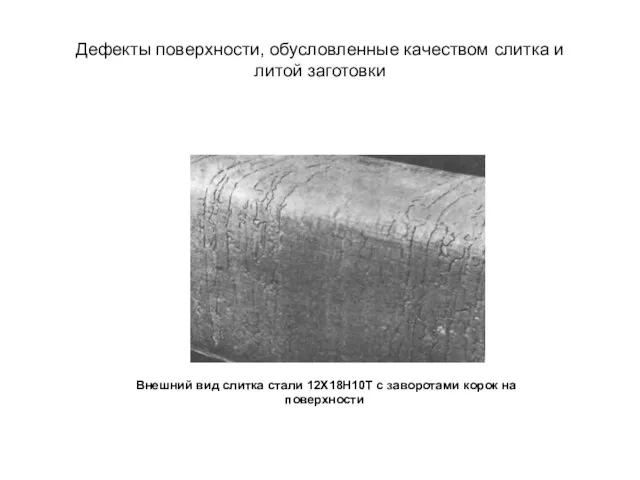
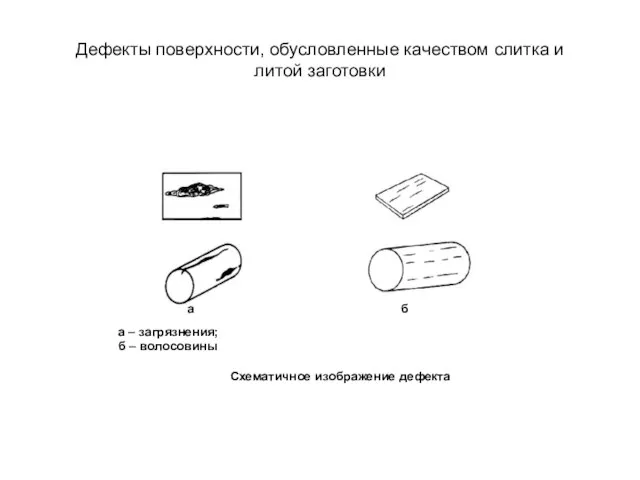
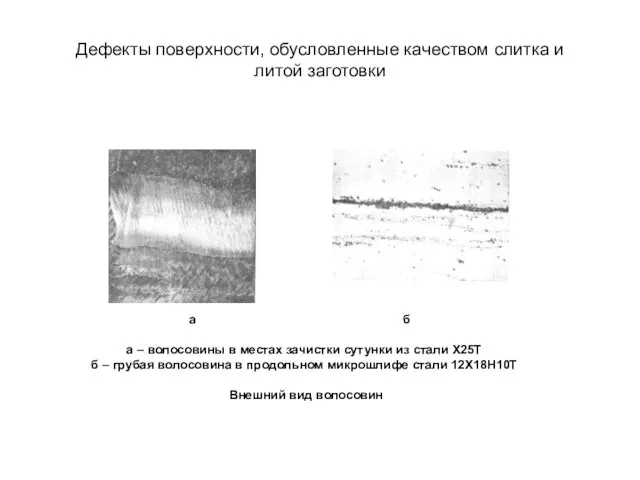
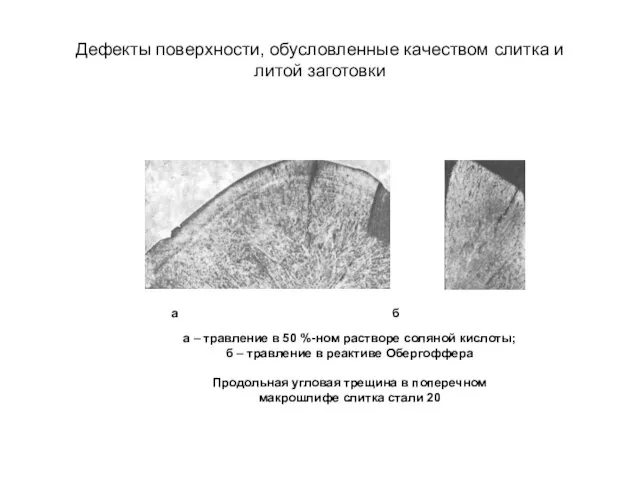
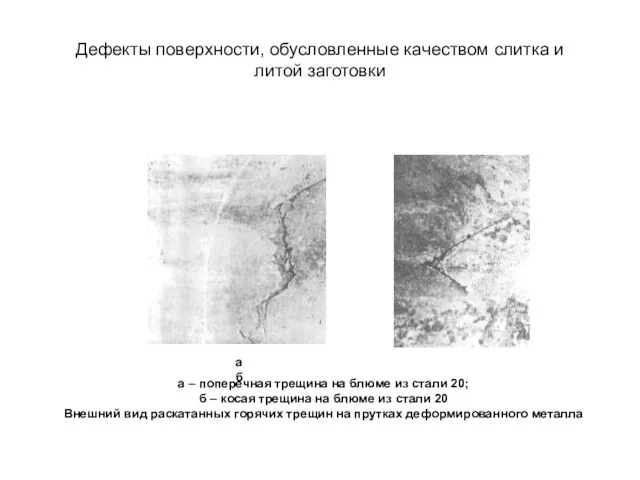
- 62. 2 Дефекты поверхности основного металла Дефекты поверхности, обусловленные качеством слитка и литой заготовки
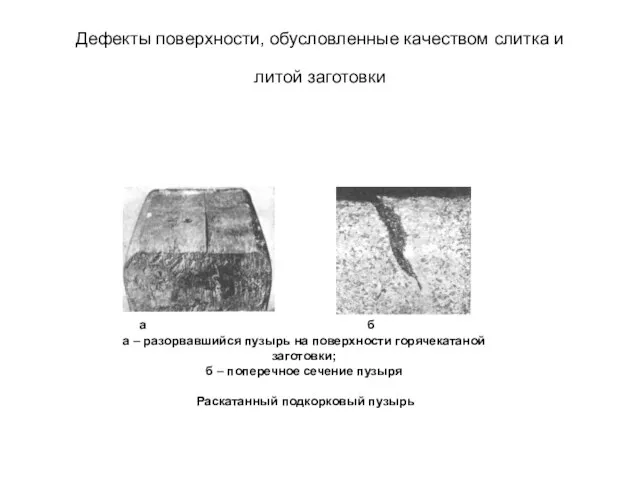
- 63. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
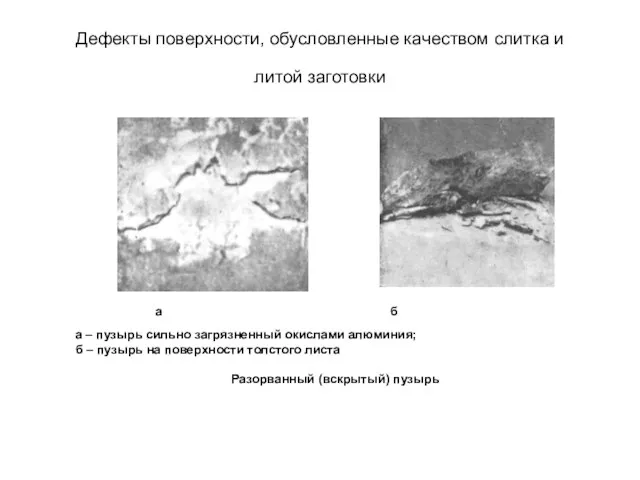
- 64. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
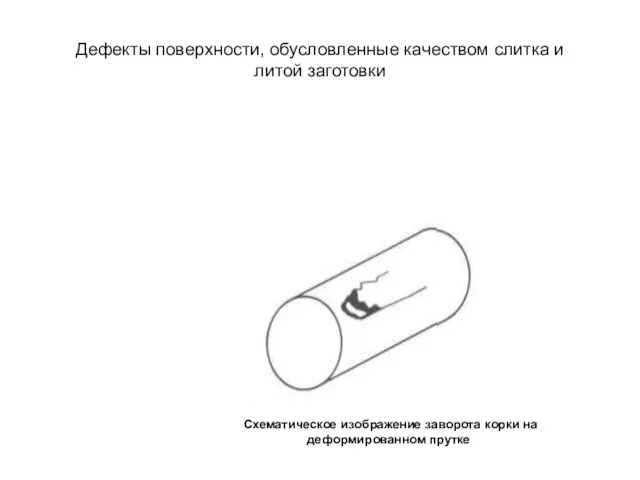
- 65. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
- 66. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
- 67. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
- 68. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
- 69. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
- 70. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
- 71. Дефекты поверхности, обусловленные качеством слитка и литой заготовки
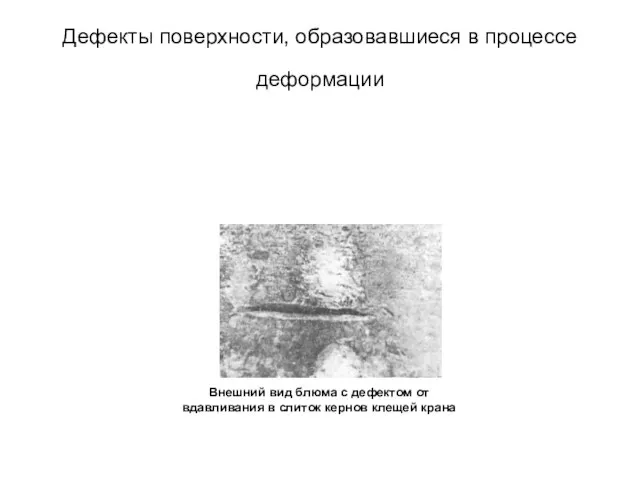
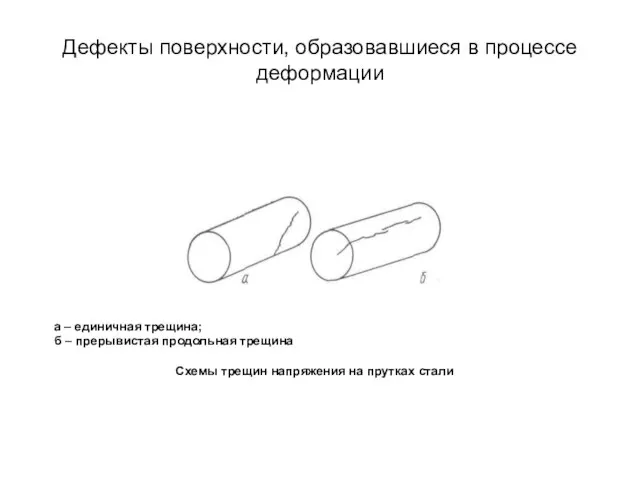
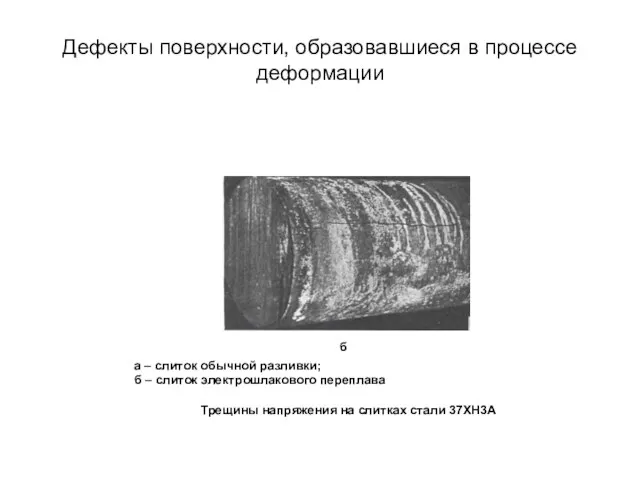
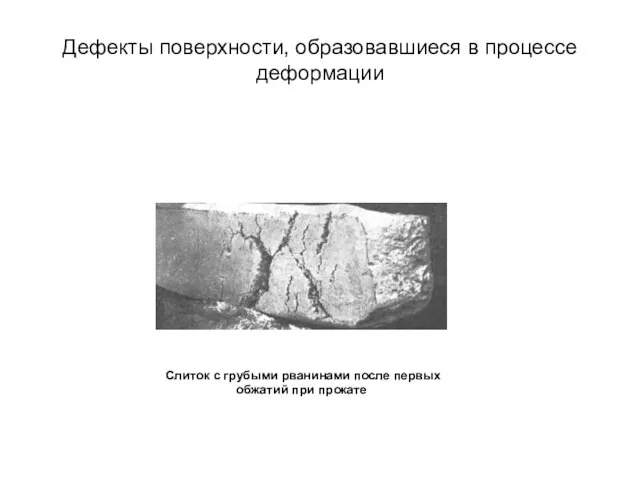
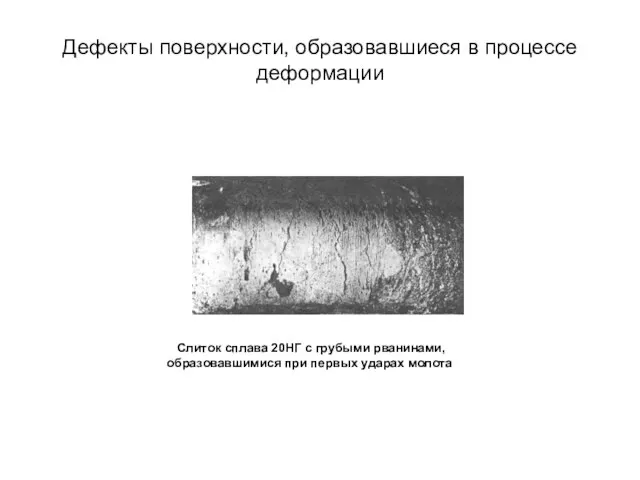
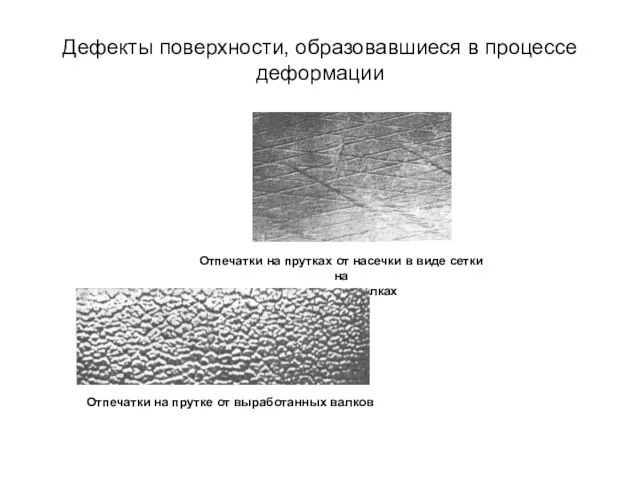
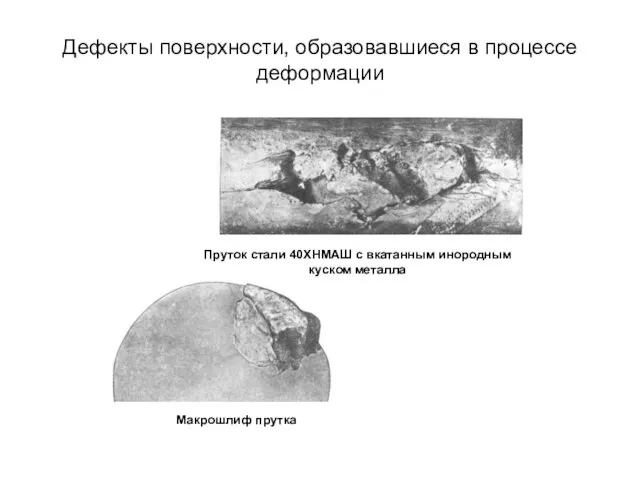
- 72. Дефекты поверхности, образовавшиеся в процессе деформации
- 73. Дефекты поверхности, образовавшиеся в процессе деформации
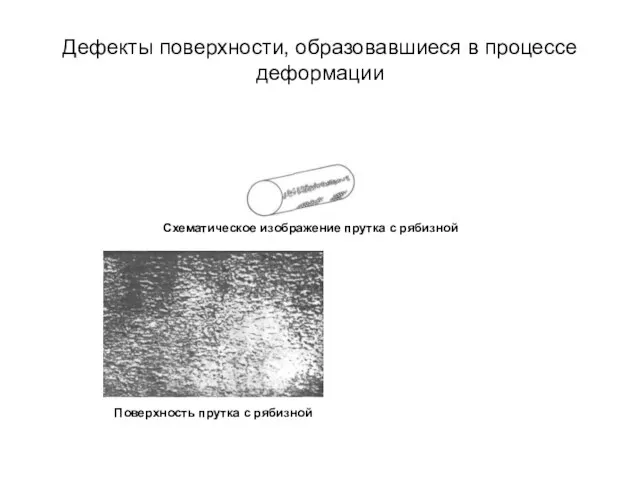
- 74. Дефекты поверхности, образовавшиеся в процессе деформации
- 75. Дефекты поверхности, образовавшиеся в процессе деформации
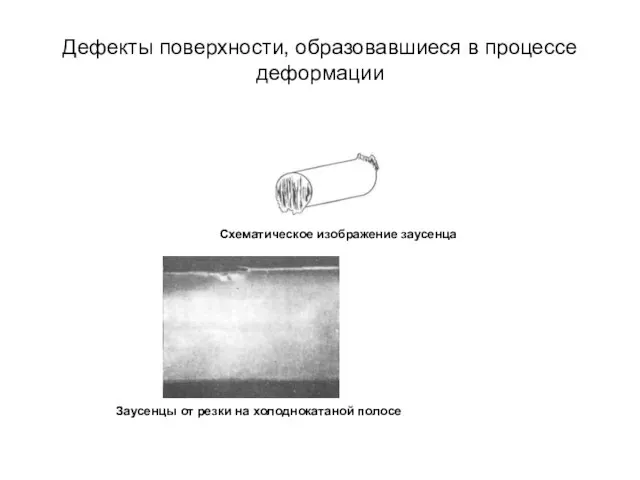
- 76. Дефекты поверхности, образовавшиеся в процессе деформации
- 77. Дефекты поверхности, образовавшиеся в процессе деформации
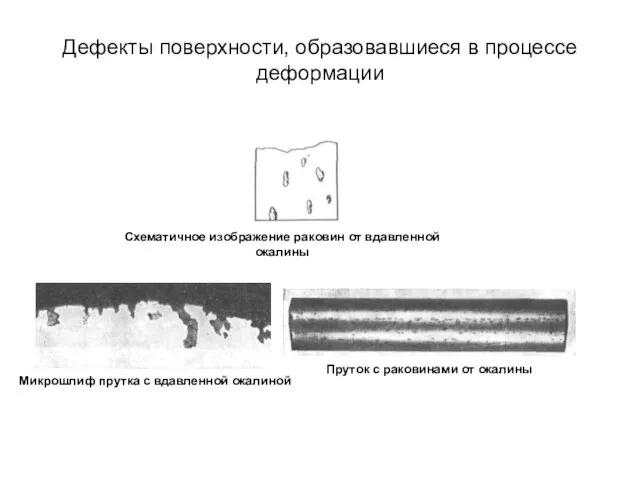
- 78. Дефекты поверхности, образовавшиеся в процессе деформации
- 79. Дефекты поверхности, образовавшиеся в процессе деформации
- 80. Дефекты поверхности, образовавшиеся в процессе деформации
- 81. Дефекты поверхности, образовавшиеся в процессе деформации
- 82. Дефекты поверхности, образовавшиеся в процессе деформации
- 83. Дефекты поверхности, образовавшиеся в процессе деформации
- 84. Дефекты поверхности, образовавшиеся в процессе деформации
- 85. Дефекты поверхности, образовавшиеся в процессе деформации
- 86. Дефекты поверхности, образовавшиеся в процессе деформации
- 87. Дефекты поверхности, образовавшиеся в процессе деформации
- 88. Дефекты поверхности, образовавшиеся в процессе деформации
- 89. Дефекты поверхности, образовавшиеся в процессе деформации
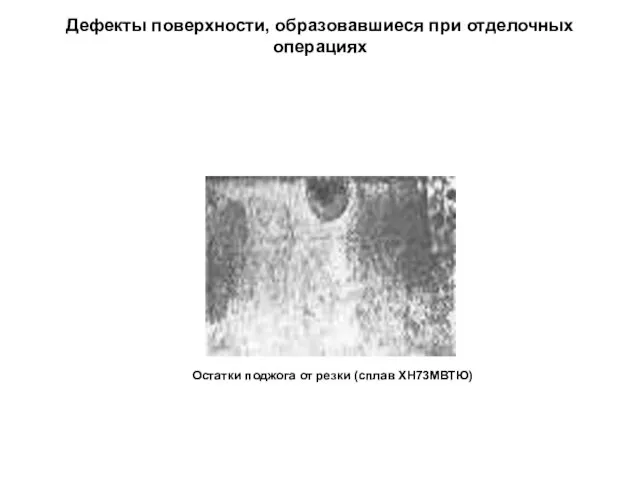
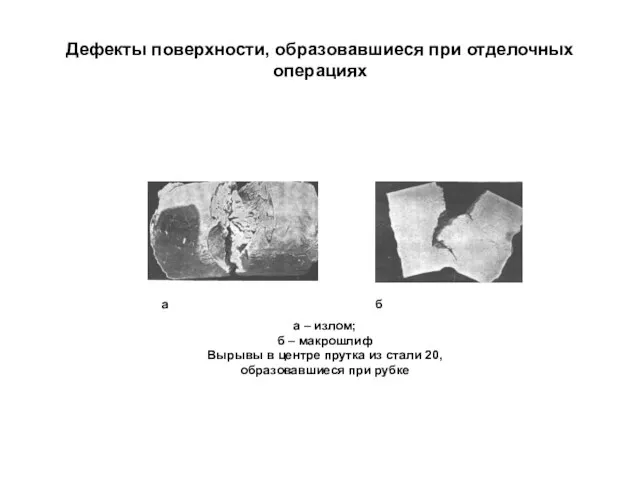
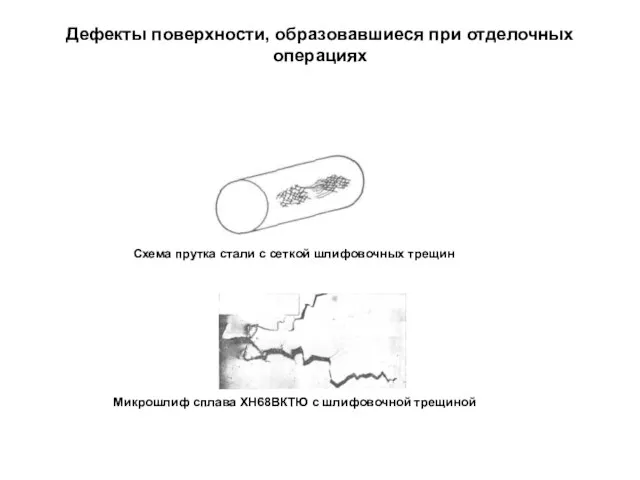
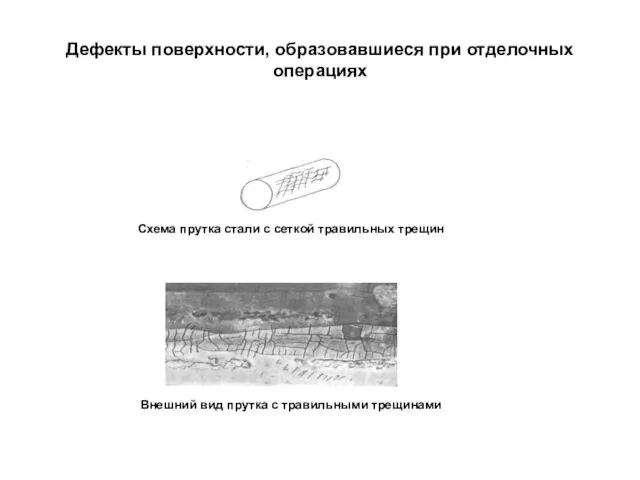
- 90. Дефекты поверхности, образовавшиеся при отделочных операциях
- 91. Дефекты поверхности, образовавшиеся при отделочных операциях
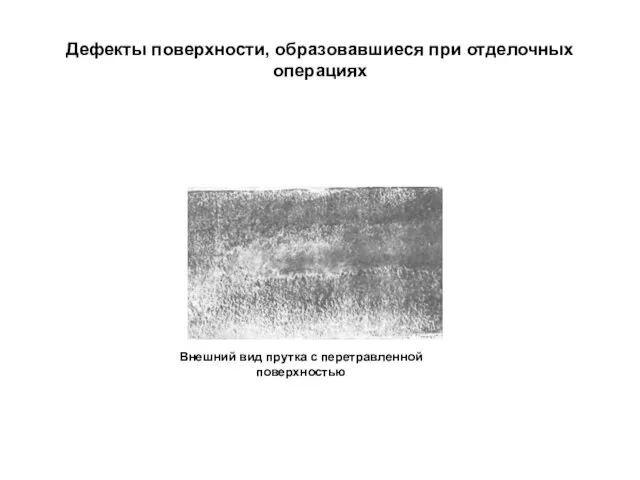
- 92. Дефекты поверхности, образовавшиеся при отделочных операциях
- 93. Дефекты поверхности, образовавшиеся при отделочных операциях
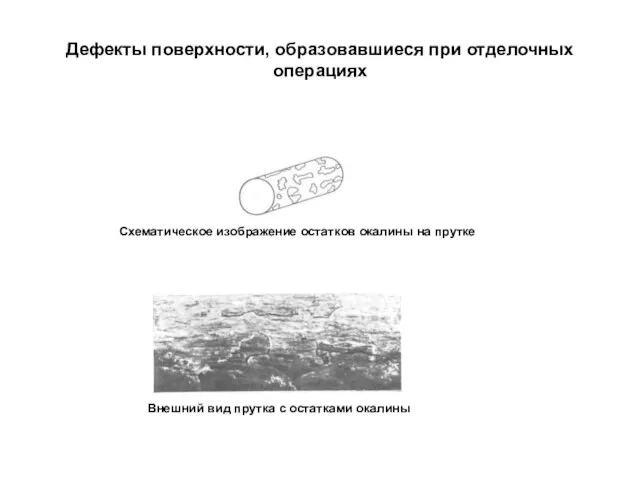
- 94. Дефекты поверхности, образовавшиеся при отделочных операциях
- 95. Дефекты поверхности, образовавшиеся при отделочных операциях
- 97. Скачать презентацию
Слайд 2ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА
Работа включает варианты графического представления дефектов
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА
Работа включает варианты графического представления дефектов
Слайд 31 Дефекты сварных соединений при визуальном и измерительном контроле
Под дефектом понимают
1 Дефекты сварных соединений при визуальном и измерительном контроле
Под дефектом понимают
Слайд 4Классификация дефектов сварных соединений
Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей,
Классификация дефектов сварных соединений
Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей,
Слайд 5Трещина сварочного соединения
Трещины бывают:
продольными
поперечными
разветвлёнными
радиальными
кратерными.
Трещина сварочного соединения
Трещины бывают:
продольными
поперечными
разветвлёнными
радиальными
кратерными.
Слайд 6Трещина сварочного соединения
Причины образования дефекта:
- жесткая конструкция изделия;
- сварка в жестко закрепленных
Трещина сварочного соединения
Причины образования дефекта:
- жесткая конструкция изделия;
- сварка в жестко закрепленных
Слайд 7Трещина сварочного соединения
Трещина – это наиболее опасный и недопустимый дефект, как правило,
Трещина сварочного соединения
Трещина – это наиболее опасный и недопустимый дефект, как правило,
Слайд 8Продольная трещина сварного соединения.
Продольная трещина - трещина сварного соединения, ориентированная вдоль
Продольная трещина сварного соединения.
Продольная трещина - трещина сварного соединения, ориентированная вдоль

Слайд 9Поперечная трещина сварного соединения
Поперечная трещина - трещина сварного соединения, ориентированная поперек
Поперечная трещина сварного соединения
Поперечная трещина - трещина сварного соединения, ориентированная поперек
Слайд 10Разветвленная трещина сварного соединения
Разветвленная трещина - трещина сварного соединения, имеющая ответвления
Разветвленная трещина сварного соединения
Разветвленная трещина - трещина сварного соединения, имеющая ответвления
Слайд 11Радиальная трещина
Радиальная трещина - несколько трещин разного направления, исходящих из одной
Радиальная трещина
Радиальная трещина - несколько трещин разного направления, исходящих из одной
Слайд 12Кратерная трещина
Кратерная трещина - трещина (продольная, поперечная, разветвленная) в кратере валика
Кратерная трещина
Кратерная трещина - трещина (продольная, поперечная, разветвленная) в кратере валика
Слайд 13Включение
Включение - полость в металле, заполненная газом, шлаком или инородным металлом;
Включение
Включение - полость в металле, заполненная газом, шлаком или инородным металлом;
Слайд 14Включение
Причины образования дефекта:
- некачественная подготовка поверхности;
- некачественный основной металл;
- нарушение технологии сварки;
-
Включение
Причины образования дефекта:
- некачественная подготовка поверхности;
- некачественный основной металл;
- нарушение технологии сварки;
-
Слайд 15Шлаковое включение сварного шва.
Шлаковое включение - полость в металле, в том
Шлаковое включение сварного шва.
Шлаковое включение - полость в металле, в том
Слайд 16Флюсовое включение
Флюсовое включение - полость в металле сварного шва, заполненная нерасплавившимся флюсом,
Флюсовое включение
Флюсовое включение - полость в металле сварного шва, заполненная нерасплавившимся флюсом,
Слайд 17Вольфрамовое включение
Вольфрамовое включение - внедрившаяся в металл шва нерасплавленная частица (осколок) неплавящегося
Вольфрамовое включение
Вольфрамовое включение - внедрившаяся в металл шва нерасплавленная частица (осколок) неплавящегося
Слайд 18Окисное включение
Окисное включение - окисел металла, попавший в металл шва во время
Окисное включение
Окисное включение - окисел металла, попавший в металл шва во время
Слайд 19Пора
Пора - заполненная газом полость округлой формы.
Пора
Пора - заполненная газом полость округлой формы.
Слайд 20Пора
Поры могут быть одиночными, а также могут располагаться в виде цепочек и
Пора
Поры могут быть одиночными, а также могут располагаться в виде цепочек и
Слайд 21Пора
Поры возникают при сварке алюминиевых и титановых сплавов, в глубоких стыковых швах,
Пора
Поры возникают при сварке алюминиевых и титановых сплавов, в глубоких стыковых швах,
Слайд 22Отслоение
Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с
Отслоение
Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с
Слайд 23Кратер
Кратер. Усадочная раковина сварного шва - дефект в виде полости или впадины,
Кратер
Кратер. Усадочная раковина сварного шва - дефект в виде полости или впадины,
Слайд 24Кратер
Причина образования дефекта - нарушение техники сварки.
Кратеры являются концентраторами напряжений, сопровождаются усадкой
Кратер
Причина образования дефекта - нарушение техники сварки.
Кратеры являются концентраторами напряжений, сопровождаются усадкой
Слайд 25Свищ в сварном шве
Свищ в сварном шве - дефект в виде воронкообразного
Свищ в сварном шве
Свищ в сварном шве - дефект в виде воронкообразного
Слайд 26Свищ в сварном шве
Причины образования дефекта:
- некачественный основной металла;
- нарушение защиты.
Дефект сопровождает
Свищ в сварном шве
Причины образования дефекта:
- некачественный основной металла;
- нарушение защиты.
Дефект сопровождает
Слайд 27Подрез
Подрез - острые конусообразные углубления на границе поверхности сварного шва с
Подрез
Подрез - острые конусообразные углубления на границе поверхности сварного шва с
Слайд 28Подрез
Различают односторонний и двусторонний подрезы.
Причины образования дефекта:
- большой ток;
- большая скорость;
-
Подрез
Различают односторонний и двусторонний подрезы.
Причины образования дефекта:
- большой ток;
- большая скорость;
-
Слайд 29Подрез
Подрез является концентратором напряжения, возникает при сварке концентрированными источниками в режиме глубокого
Подрез
Подрез является концентратором напряжения, возникает при сварке концентрированными источниками в режиме глубокого
Слайд 30Брызги металла
Дефект в виде затвердевших капель расплавленного металла на поверхности сваренных
Брызги металла
Дефект в виде затвердевших капель расплавленного металла на поверхности сваренных
Слайд 31Брызги металла
Причины образования дефекта:
- несоблюдение техники сварки;
- длинная дуга.
Дефект возникает при сварке
Брызги металла
Причины образования дефекта:
- несоблюдение техники сварки;
- длинная дуга.
Дефект возникает при сварке
Слайд 32Непровар.
Неполный провар - дефект в виде несплавления в сварном соединении вследствие
Непровар.
Неполный провар - дефект в виде несплавления в сварном соединении вследствие
Слайд 33Непровар.
Дефект наиболее характерен при алюминиевых сплавах и под флюсом, является концентратором напряжения.
Непровар.
Дефект наиболее характерен при алюминиевых сплавах и под флюсом, является концентратором напряжения.
Слайд 34Углубление (западание) между валиками шва
Продольная впадина между двумя соседними валиками (слоями)
Углубление (западание) между валиками шва
Продольная впадина между двумя соседними валиками (слоями)
Слайд 35Чешуйчатость сварного шва
Поперечные или округлые (при автоматической сварке под флюсом -
Чешуйчатость сварного шва
Поперечные или округлые (при автоматической сварке под флюсом -
Слайд 36Выпуклость (превышение проплавления) корня шва
Часть одностороннего сварного шва со стороны его
Выпуклость (превышение проплавления) корня шва
Часть одностороннего сварного шва со стороны его
Слайд 37Выпуклость (превышение проплавления) корня шва
Причины образования дефекта:
- большой зазор;
- большой угол разделки
Выпуклость (превышение проплавления) корня шва
Причины образования дефекта:
- большой зазор;
- большой угол разделки
Слайд 38Вогнутость корня шва
Дефект в виде углубления на поверхности обратной стороны сварного
Вогнутость корня шва
Дефект в виде углубления на поверхности обратной стороны сварного
Слайд 39Вогнутость корня шва
Причины образования дефекта:
- большие зазоры;
- малое притупление.
Дефект возникает в
Вогнутость корня шва
Причины образования дефекта:
- большие зазоры;
- малое притупление.
Дефект возникает в
Слайд 40Максимальный размер включения
наибольшее расстояние между точками внешнего контура включения.
Максимальный размер включения
наибольшее расстояние между точками внешнего контура включения.

Слайд 41Максимальная ширина включения
Наибольшее расстояние в между двумя точками внешнего контура включения,
Максимальная ширина включения
Наибольшее расстояние в между двумя точками внешнего контура включения,
Слайд 42Включение одиночное
Включение, минимальное расстояние l, от края которого до края любого
Включение одиночное
Включение, минимальное расстояние l, от края которого до края любого
Слайд 43Скопление включений
Два или несколько включений (пор, шлаковых и прочих включений), минимальное
Скопление включений
Два или несколько включений (пор, шлаковых и прочих включений), минимальное
Слайд 44Цепочка пор
Линейная пористость - группа пор в сварном шве, расположенная в
Цепочка пор
Линейная пористость - группа пор в сварном шве, расположенная в
Слайд 45Превышение усиления сварного шва
Избыток наплавленного металла на лицевой стороне (сторонах) стыкового
Превышение усиления сварного шва
Избыток наплавленного металла на лицевой стороне (сторонах) стыкового
Слайд 46Превышение выпуклости
Избыток наплавленного металла на лицевой стороне углового шва.
Превышение выпуклости
Избыток наплавленного металла на лицевой стороне углового шва.
Слайд 47Превышение выпуклости
Причины образования дефекта:
- несоблюдение техники сварки;
- большая скорость подачи присадочной проволоки.
Данный
Превышение выпуклости
Причины образования дефекта:
- несоблюдение техники сварки;
- большая скорость подачи присадочной проволоки.
Данный
Слайд 48Местное превышение проплава
Местный избыточный проплав (с внутренней стороны одностороннего шва).
Местное превышение проплава
Местный избыточный проплав (с внутренней стороны одностороннего шва).

Слайд 49Неправильный профиль сварного шва
слишком малый угол (а) между поверхностью основного металла
Неправильный профиль сварного шва
слишком малый угол (а) между поверхностью основного металла
Слайд 50Наплыв
дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность
Наплыв
дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность
Слайд 51Наплыв
Причины образования дефекта:
- большой ток;
- большая скорость сварки;
- длинная дуга (повышенное напряжение);
-
Наплыв
Причины образования дефекта:
- большой ток;
- большая скорость сварки;
- длинная дуга (повышенное напряжение);
-
Слайд 52Наплыв
Дефект возникает с лицевой стороны соединения или обратной стороны из-за некачественного поджатия
Наплыв
Дефект возникает с лицевой стороны соединения или обратной стороны из-за некачественного поджатия
Слайд 53Перелом осей деталей
Угловое смещение - смещение между двумя свариваемыми деталями, при
Перелом осей деталей
Угловое смещение - смещение между двумя свариваемыми деталями, при
Слайд 54Прожог сварного шва
дефект в виде сквозного отверстия в сварном шве, образовавшийся
Прожог сварного шва
дефект в виде сквозного отверстия в сварном шве, образовавшийся
Слайд 55Прожог сварного шва
Прожоги бывают одиночными, протяженными, дискретными.
Причины образования дефекта:
- большая погонная энергия;
-
Прожог сварного шва
Прожоги бывают одиночными, протяженными, дискретными.
Причины образования дефекта:
- большая погонная энергия;
-
Слайд 56Прожог сварного шва
Дефект характерен при сварке тонкостенных элементов, а так же первого
Прожог сварного шва
Дефект характерен при сварке тонкостенных элементов, а так же первого
Слайд 57Неполностью заполненная разделка кромок
продольная непрерывная или прерывистая вогнутость на поверхности сварного
Неполностью заполненная разделка кромок
продольная непрерывная или прерывистая вогнутость на поверхности сварного
Слайд 58Асимметрия углового шва
Несоответствие фактического значения катета шва проектному значению.
Асимметрия углового шва
Несоответствие фактического значения катета шва проектному значению.

Слайд 59Неравномерная ширина шва
Чрезмерное колебание ширины шва.
Неравномерная ширина шва
Чрезмерное колебание ширины шва.
Слайд 60Неравномерная поверхность шва
Чрезмерная неровность наружной поверхности шва.
Неравномерная поверхность шва
Чрезмерная неровность наружной поверхности шва.
Слайд 61Плохое возобновление шва
Местная неровность поверхности в месте возобновления сварки.
Плохое возобновление шва
Местная неровность поверхности в месте возобновления сварки.
Слайд 62
2 Дефекты поверхности основного металла
Дефекты поверхности, обусловленные качеством слитка и литой
2 Дефекты поверхности основного металла
Дефекты поверхности, обусловленные качеством слитка и литой
Слайд 63Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 64Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 65Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 66Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 67Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 68Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки

Слайд 69Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 70Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 71Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Дефекты поверхности, обусловленные качеством слитка и
литой заготовки
Слайд 72Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 73Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 74Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 75Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 76Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 77Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 78Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 79Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 80Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации

Слайд 81Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 82Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 83Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации

Слайд 84Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 85Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 86Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 87Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 88Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 89Дефекты поверхности, образовавшиеся в процессе деформации
Дефекты поверхности, образовавшиеся в процессе деформации
Слайд 90Дефекты поверхности, образовавшиеся при отделочных
операциях
Дефекты поверхности, образовавшиеся при отделочных
операциях
Слайд 91Дефекты поверхности, образовавшиеся при отделочных
операциях
Дефекты поверхности, образовавшиеся при отделочных
операциях
Слайд 92Дефекты поверхности, образовавшиеся при отделочных
операциях
Дефекты поверхности, образовавшиеся при отделочных
операциях
Слайд 93Дефекты поверхности, образовавшиеся при отделочных
операциях
Дефекты поверхности, образовавшиеся при отделочных
операциях
Слайд 94Дефекты поверхности, образовавшиеся при отделочных
операциях
Дефекты поверхности, образовавшиеся при отделочных
операциях
Слайд 95Дефекты поверхности, образовавшиеся при отделочных
операциях
Дефекты поверхности, образовавшиеся при отделочных
операциях
 «Эра подозрения» как пример синтеза критической и умозрительной установок
«Эра подозрения» как пример синтеза критической и умозрительной установок Глиняная игрушка Белогорья
Глиняная игрушка Белогорья Здоровьесберегающие технологии на уроках истории и обществознания
Здоровьесберегающие технологии на уроках истории и обществознания Борьба народов с западными завоевателями
Борьба народов с западными завоевателями Теория дифференциальной ассоциации
Теория дифференциальной ассоциации Во главе христианского мира
Во главе христианского мира Игра Самый умный
Игра Самый умный Легкая атлетика
Легкая атлетика Графика
Графика Эмоции
Эмоции Академия новостей Academ.info
Академия новостей Academ.info Правила защиты от мошенников
Правила защиты от мошенников Урок русского языка в 5 классе.
Урок русского языка в 5 классе. Конкурс рецептов блинов Народны
Конкурс рецептов блинов Народны СОВРЕМЕННЫЕ ПРОБЛЕМЫ РАЗВИТИЯ ОБРАЗОВАНИЯ В УСЛОВИЯХ СИСТЕМНЫХ ИЗМЕНЕНИЙ
СОВРЕМЕННЫЕ ПРОБЛЕМЫ РАЗВИТИЯ ОБРАЗОВАНИЯ В УСЛОВИЯХ СИСТЕМНЫХ ИЗМЕНЕНИЙ 1 Конкурентное сравнение Какой погрузчик выбрали Вы? ©2006 Gehl Company All Rights Reserved.
1 Конкурентное сравнение Какой погрузчик выбрали Вы? ©2006 Gehl Company All Rights Reserved. Nationalities
Nationalities  Кемлянская средняя школа
Кемлянская средняя школа Орнаменты Древней Греции
Орнаменты Древней Греции Решение проблемы загруженности участка дороги : Площадь Василевского
Решение проблемы загруженности участка дороги : Площадь Василевского Псалом 2
Псалом 2 СИМФОНИЧЕСКИЙ ОРКЕСТР
СИМФОНИЧЕСКИЙ ОРКЕСТР Караульная служба. Тема 4
Караульная служба. Тема 4 Виды предложений по цели высказывания
Виды предложений по цели высказывания БАНКЕТНЫЙ ЗАЛ
БАНКЕТНЫЙ ЗАЛ Различные способы решения текстовых задач
Различные способы решения текстовых задач ОС Windows Пакет FAR
ОС Windows Пакет FAR Презентация Языкового Клуба
Презентация Языкового Клуба