- DP (1)

Содержание
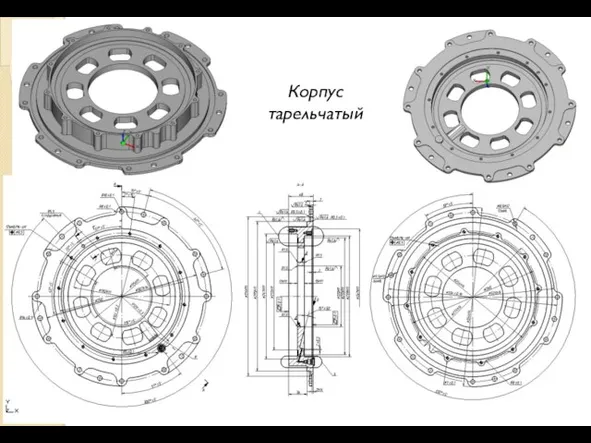
- 2. Корпус тарельчатый
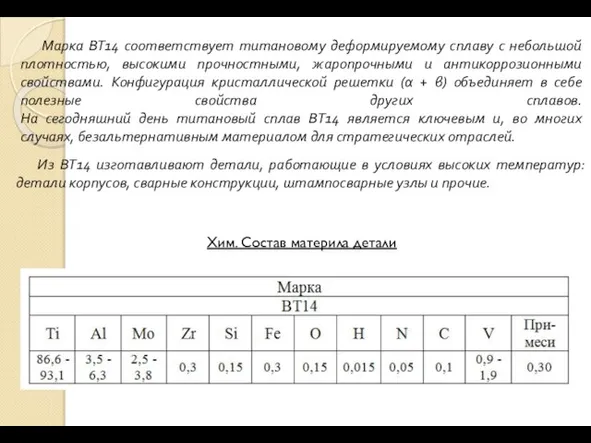
- 3. Марка ВТ14 соответствует титановому деформируемому сплаву с небольшой плотностью, высокими прочностными, жаропрочными и антикоррозионными свойствами. Конфигурация
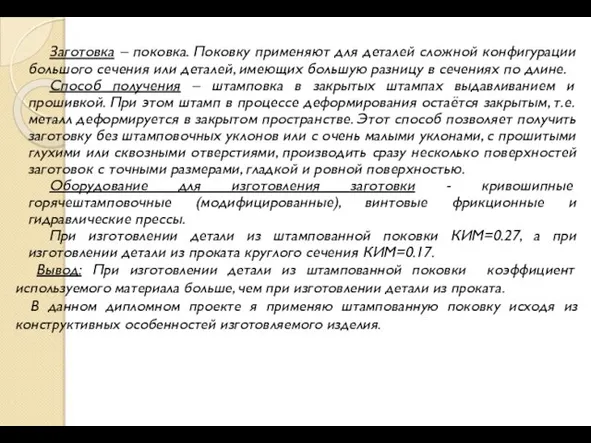
- 4. Заготовка – поковка. Поковку применяют для деталей сложной конфигурации большого сечения или деталей, имеющих большую разницу
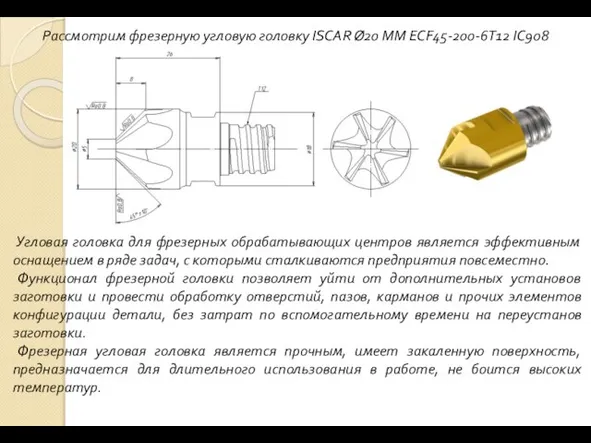
- 6. Рассмотрим фрезерную угловую головку ISCAR Ø20 MM ECF45-200-6T12 IC908 Угловая головка для фрезерных обрабатывающих центров является
- 7. Универсально-сборное приспособление (далее – УСП) - это зажимные элементы, которые предназначены для фрезерного станка с ЧПУ
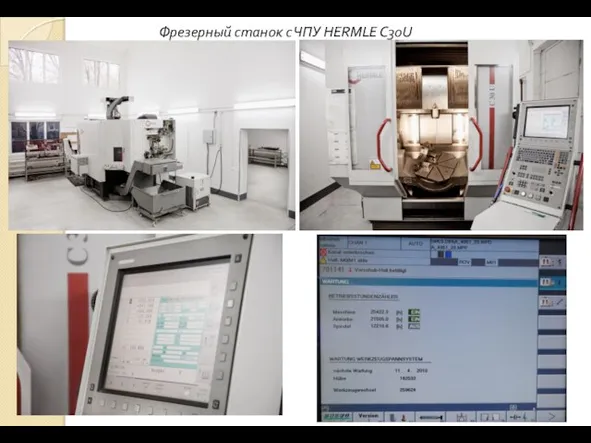
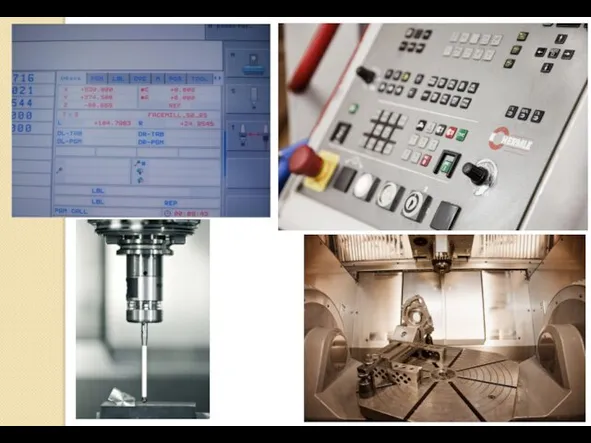
- 8. Фрезерный станок с ЧПУ HERMLE C30U
- 11. В станках с ЧПУ сочетается гибкость универсального оборудования с точностью и производительностью станка - автомата. В
- 13. Скачать презентацию
Слайд 3Марка ВТ14 соответствует титановому деформируемому сплаву с небольшой плотностью, высокими прочностными, жаропрочными
Марка ВТ14 соответствует титановому деформируемому сплаву с небольшой плотностью, высокими прочностными, жаропрочными
Слайд 4Заготовка – поковка. Поковку применяют для деталей сложной конфигурации большого сечения или
Заготовка – поковка. Поковку применяют для деталей сложной конфигурации большого сечения или
Слайд 6Рассмотрим фрезерную угловую головку ISCAR Ø20 MM ECF45-200-6T12 IC908
Угловая головка для
Рассмотрим фрезерную угловую головку ISCAR Ø20 MM ECF45-200-6T12 IC908
Угловая головка для
Слайд 7 Универсально-сборное приспособление (далее – УСП) - это зажимные элементы, которые предназначены
Универсально-сборное приспособление (далее – УСП) - это зажимные элементы, которые предназначены

Слайд 8Фрезерный станок с ЧПУ HERMLE C30U
Фрезерный станок с ЧПУ HERMLE C30U
Слайд 11В станках с ЧПУ сочетается гибкость универсального оборудования с точностью и производительностью
В станках с ЧПУ сочетается гибкость универсального оборудования с точностью и производительностью
 Презентация на тему Севастополь в судьбе Ахматовой
Презентация на тему Севастополь в судьбе Ахматовой Исследование представителей отряда клещи , обитающих на территории Красногвардейского района , и вызывающих заболевания человека
Исследование представителей отряда клещи , обитающих на территории Красногвардейского района , и вызывающих заболевания человека Образцы макета кухни-столовой
Образцы макета кухни-столовой В гости просим! День именинника
В гости просим! День именинника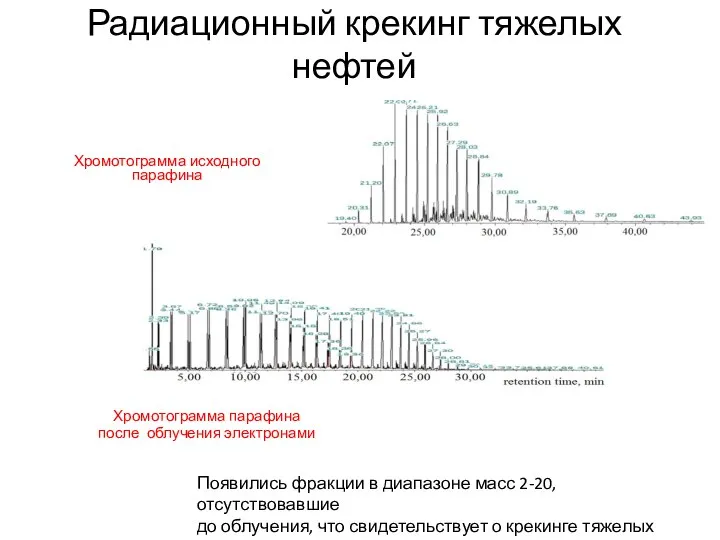 Радиационный крекинг тяжелых нефтей
Радиационный крекинг тяжелых нефтей Космический рацион. Меню на 12 апреля
Космический рацион. Меню на 12 апреля Учет документооборота
Учет документооборота Скандинавская ходьба
Скандинавская ходьба «Инновационные решения для системы образования на основе ИИП «КМ-Школа»
«Инновационные решения для системы образования на основе ИИП «КМ-Школа» Не волнуйтесь! Будьте здоровы! (Don't Worry! Be Healthy!)
Не волнуйтесь! Будьте здоровы! (Don't Worry! Be Healthy!) Малыш и Карлсон
Малыш и Карлсон Глагол и его формы
Глагол и его формы «1С:Предприятие 8. 1С-Рейтинг: Учет родительской оплаты и питания в детских учреждениях»
«1С:Предприятие 8. 1С-Рейтинг: Учет родительской оплаты и питания в детских учреждениях» 28.01 5м
28.01 5м Ресурсное состояние
Ресурсное состояние Продажа дачного участка с двумя домами
Продажа дачного участка с двумя домами Максим Горький. Жизнь и творчество
Максим Горький. Жизнь и творчество Кассовые боксы
Кассовые боксы "кнут и пряник"...
"кнут и пряник"... Игры с кубиками
Игры с кубиками Чемпионат проектов в сфере туризма Молодежный туристский проект – 2019
Чемпионат проектов в сфере туризма Молодежный туристский проект – 2019 Презентация на тему Условия плавания тел
Презентация на тему Условия плавания тел My country legislation on health care of disabled people
My country legislation on health care of disabled people Обобщение знаний об именах прилагательных
Обобщение знаний об именах прилагательных Санкт-Петербург
Санкт-Петербург Страны третьего мира
Страны третьего мира Презентация на тему Литературное чтение
Презентация на тему Литературное чтение Плитка на выклейку для подрядчиков
Плитка на выклейку для подрядчиков