- Инновационные технологии машиностроения. ЧПУ

Содержание
- 2. ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ Под числовым программным управлением понимают управление обработкой заготовки на станке
- 3. Технологические возможности станков с ЧПУ: - дискретность позиционирования 0,5…1 мкм; - адаптивное управление по силе и
- 4. Технологические возможности станков с ЧПУ: (продолжение) - возможность углового позиционирования шпинделя для ориентированной установки в патрон
- 5. Оборудование с ЧПУ - 2,5-х координатные станки – перемещения по трем (четырем) координатам, однако одновременные перемещения
- 6. Многоцелевой станок (МС) — это станок, предназначенный для выполнения нескольких различных видов обработки металла резанием, оснащенный
- 7. Многоцелевая обработка определяется способностью выполнять различные операции механической обработки на одном станке за один установ детали.
- 8. МНОГОЦЕЛЕВЫЕ СТАНКИ С ЧПУ
- 9. Инструментальные узлы многоцелевых станков а - с револьверными головками; б - с инструментальным магазином, револьверной и
- 10. Разработка техпроцесса обработки на станке с ЧПУ Особенности технологической подготовки производства при использовании станков с ЧПУ
- 12. Скачать презентацию
Слайд 2ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Под числовым программным управлением понимают управление обработкой
ОБРАБОТКА ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Под числовым программным управлением понимают управление обработкой
Слайд 3Технологические возможности станков с ЧПУ:
- дискретность позиционирования 0,5…1 мкм;
-
Технологические возможности станков с ЧПУ:
- дискретность позиционирования 0,5…1 мкм;
-
- дискретность позиционирования 0,5…1 мкм;
-
Слайд 4Технологические возможности станков с ЧПУ:
(продолжение)
- возможность углового позиционирования шпинделя для
Технологические возможности станков с ЧПУ:
(продолжение)
- возможность углового позиционирования шпинделя для
Слайд 5Оборудование с ЧПУ
- 2,5-х координатные станки – перемещения по трем (четырем)
Оборудование с ЧПУ
- 2,5-х координатные станки – перемещения по трем (четырем)
Слайд 6 Многоцелевой станок (МС) — это станок, предназначенный для выполнения нескольких различных видов обработки
Многоцелевой станок (МС) — это станок, предназначенный для выполнения нескольких различных видов обработки
Слайд 7Многоцелевая обработка определяется способностью выполнять различные операции механической обработки на одном станке
Многоцелевая обработка определяется способностью выполнять различные операции механической обработки на одном станке
Слайд 8МНОГОЦЕЛЕВЫЕ СТАНКИ С ЧПУ
МНОГОЦЕЛЕВЫЕ СТАНКИ С ЧПУ

Слайд 9 Инструментальные узлы многоцелевых станков
а - с револьверными головками; б -
Инструментальные узлы многоцелевых станков
а - с револьверными головками; б -

Слайд 10
Разработка техпроцесса обработки на станке с ЧПУ
Особенности технологической подготовки производства
Разработка техпроцесса обработки на станке с ЧПУ Особенности технологической подготовки производства
 Robert Scott and "Terra nova"
Robert Scott and "Terra nova" Утомление при физической и умственной работе. Восстановление
Утомление при физической и умственной работе. Восстановление «Исследование теплового расширения твёрдых тел»
«Исследование теплового расширения твёрдых тел» Использование нетрадиционных форм обучения на уроках физической культуры
Использование нетрадиционных форм обучения на уроках физической культуры Отчёт о деятельности общеобразовательного учреждения за 2010-2011 учебный год
Отчёт о деятельности общеобразовательного учреждения за 2010-2011 учебный год Интерактивная доска нового поколения PolyVision eno flex как средство развития педагогического мастерства
Интерактивная доска нового поколения PolyVision eno flex как средство развития педагогического мастерства Администрирование налогов
Администрирование налогов Финансовый рынок и его сегменты
Финансовый рынок и его сегменты Курить – здоровью вредить!
Курить – здоровью вредить! Управление временем –управление проектом
Управление временем –управление проектом В начале кризиса ожидалось, что он повлияет только на размер кошелька покупателя, а бизнес ждет временное, на время кризиса, снижен
В начале кризиса ожидалось, что он повлияет только на размер кошелька покупателя, а бизнес ждет временное, на время кризиса, снижен Презентация на тему Славные символы России 4 класс
Презентация на тему Славные символы России 4 класс Гапонова Стелла
Гапонова Стелла МНПО Биокон. Солнцезащитная серия
МНПО Биокон. Солнцезащитная серия Презентация на тему Избирательное право в России
Презентация на тему Избирательное право в России  Структура дипломного проекта
Структура дипломного проекта Живая материя при низких и сверхнизких температурах
Живая материя при низких и сверхнизких температурах История СНК Хирургии, онкологии и экспериментальной медицины
История СНК Хирургии, онкологии и экспериментальной медицины COFME ПРЕЗЕНТАЦИЯ SACI
COFME ПРЕЗЕНТАЦИЯ SACI Сказочно-красивые платки
Сказочно-красивые платки Глобализация
Глобализация Основы трудового права
Основы трудового права Индия – родина Будды
Индия – родина Будды Презентация на тему Тест по БЖД
Презентация на тему Тест по БЖД 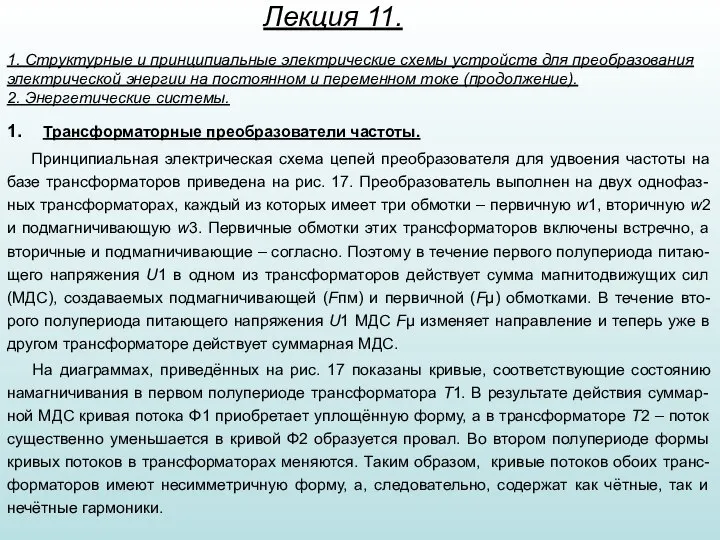 Электрические схемы устройств для преобразования электрической энергии на постоянном и переменном токе. (Лекция 11)
Электрические схемы устройств для преобразования электрической энергии на постоянном и переменном токе. (Лекция 11) Египетские украшения
Египетские украшения Модернизация вагона-хоппера
Модернизация вагона-хоппера Химический БРЕЙН-РИНГ
Химический БРЕЙН-РИНГ