- Инновационные технологии машиностроения. Фрезерование

Содержание
- 2. ФРЕЗЕРОВАНИЕ Фрезерованием обрабатывают: - плоские открытые горизонтальные, вертикальные и наклонные поверхности; - прямоугольные выступы и полуоткрытые
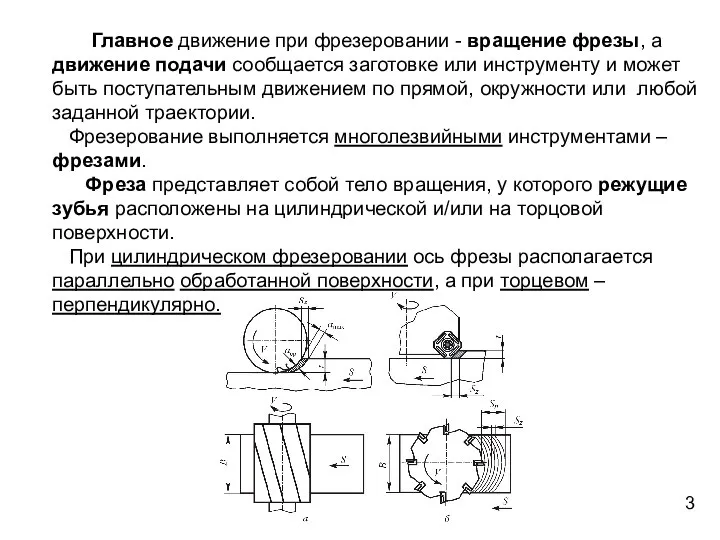
- 3. Главное движение при фрезеровании - вращение фрезы, а движение подачи сообщается заготовке или инструменту и может
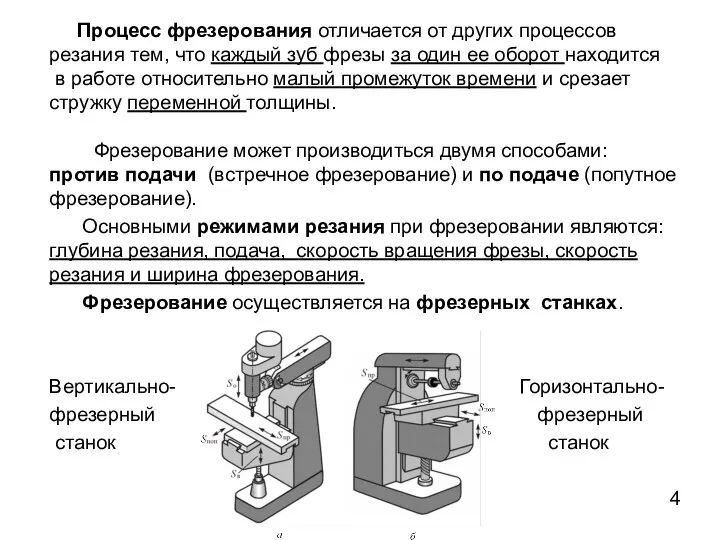
- 4. Процесс фрезерования отличается от других процессов резания тем, что каждый зуб фрезы за один ее оборот
- 5. Существуют: цилиндрические, торцовые, угловые, концевые, дисковые, прорезные, пазовые, пальцевые, фасонные, шпоночные, червячные, резьбовые и другие специальные
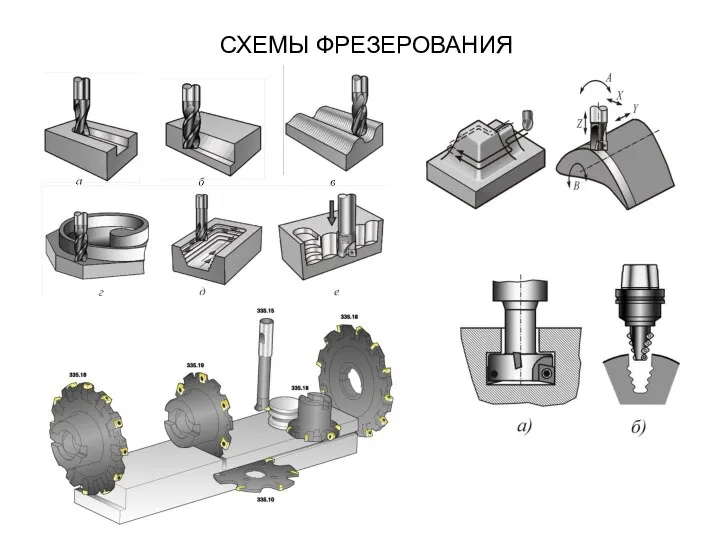
- 6. СХЕМЫ ФРЕЗЕРОВАНИЯ
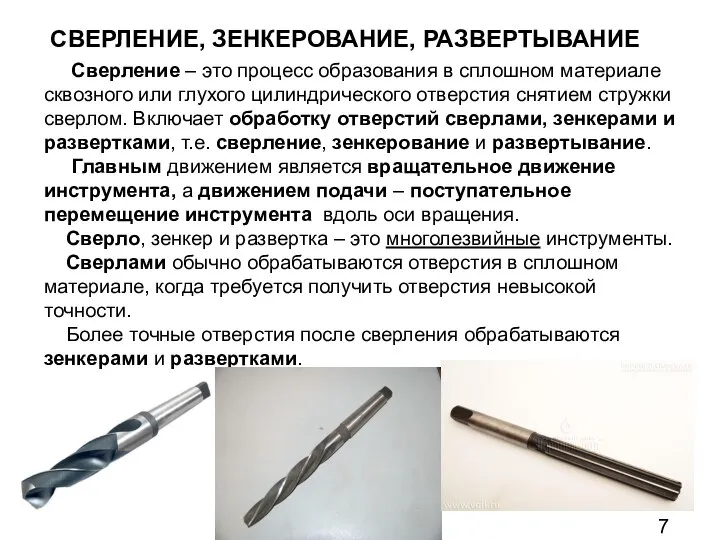
- 7. СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ Сверление – это процесс образования в сплошном материале сквозного или глухого цилиндрического отверстия
- 8. Особенности сверления: 1. Резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. 2.
- 9. НАРЕЗАНИЕ РЕЗЬБЫ Нарезание резьбы – процесс образования резьбы на наружных и внутренних поверхностях деталей резанием. Нарезание
- 10. ПРОТЯГИВАНИЕ Протягивание применяется как окончательный вид обработки деталей, обеспечивающий высокую точность размеров и качество обработанных поверхностей.
- 11. ПРОТЯГИВАНИЕ Протяжки протягиваются через обрабатываемое изделие, а прошивки продавливаются (прошиваются) через него. Главным движением является движение
- 12. Внутреннее протягивание применяют для обработки различных отверстий, например квадратных, многогранных, шлицевых с различными профилями прямых и
- 13. СТРОГАНИЕ И ДОЛБЛЕНИЕ Строгание и долбление применяют для обработки плоскостей и несложных фасонных поверхностей с прямолинейными
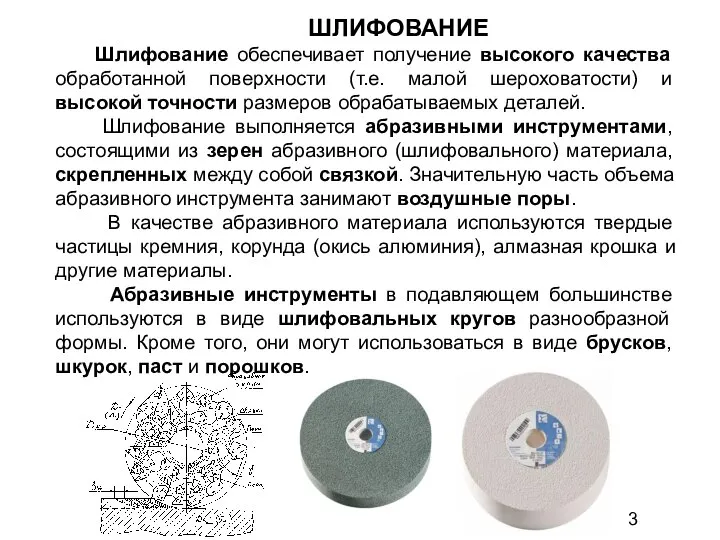
- 14. ШЛИФОВАНИЕ Шлифование обеспечивает получение высокого качества обработанной поверхности (т.е. малой шероховатости) и высокой точности размеров обрабатываемых
- 15. Процесс резания при шлифовании можно рассматривать как фрезерование многозубой фрезой с высокой скоростью. Каждое единичное абразивное
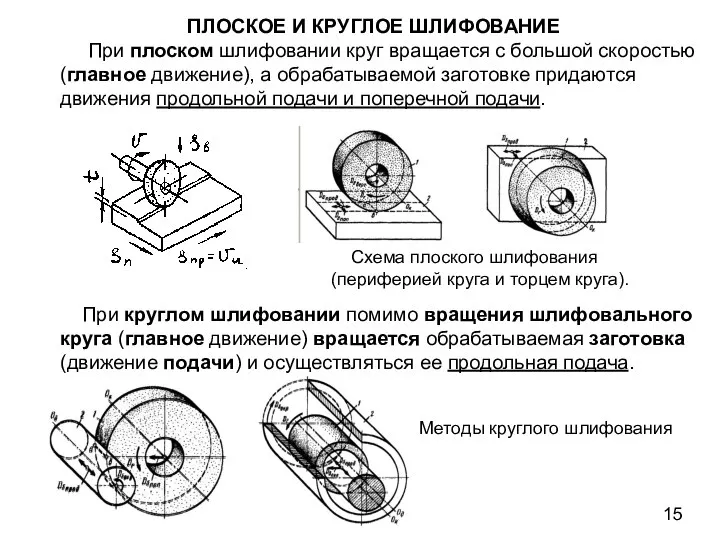
- 16. ПЛОСКОЕ И КРУГЛОЕ ШЛИФОВАНИЕ При плоском шлифовании круг вращается с большой скоростью (главное движение), а обрабатываемой
- 17. Плоское шлифование Круглое шлифование
- 19. Скачать презентацию
Слайд 2ФРЕЗЕРОВАНИЕ
Фрезерованием обрабатывают:
- плоские открытые горизонтальные, вертикальные и наклонные поверхности;
-
ФРЕЗЕРОВАНИЕ
Фрезерованием обрабатывают:
- плоские открытые горизонтальные, вертикальные и наклонные поверхности;
-
Слайд 3 Главное движение при фрезеровании - вращение фрезы, а движение подачи сообщается
Главное движение при фрезеровании - вращение фрезы, а движение подачи сообщается
Слайд 4 Процесс фрезерования отличается от других процессов резания тем, что каждый зуб
Процесс фрезерования отличается от других процессов резания тем, что каждый зуб
Слайд 5 Существуют: цилиндрические, торцовые, угловые, концевые, дисковые, прорезные, пазовые, пальцевые, фасонные, шпоночные,
Существуют: цилиндрические, торцовые, угловые, концевые, дисковые, прорезные, пазовые, пальцевые, фасонные, шпоночные,

Слайд 6СХЕМЫ ФРЕЗЕРОВАНИЯ
СХЕМЫ ФРЕЗЕРОВАНИЯ
Слайд 7 СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ
Сверление – это процесс образования в сплошном материале
СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ
Сверление – это процесс образования в сплошном материале
Слайд 8 Особенности сверления:
1. Резание ведется инструментом, передний угол которого различен в
Особенности сверления:
1. Резание ведется инструментом, передний угол которого различен в

Слайд 9 НАРЕЗАНИЕ РЕЗЬБЫ
Нарезание резьбы – процесс образования резьбы на наружных и
НАРЕЗАНИЕ РЕЗЬБЫ
Нарезание резьбы – процесс образования резьбы на наружных и

Слайд 10 ПРОТЯГИВАНИЕ
Протягивание применяется как окончательный вид обработки деталей, обеспечивающий высокую точность
ПРОТЯГИВАНИЕ
Протягивание применяется как окончательный вид обработки деталей, обеспечивающий высокую точность

Слайд 11 ПРОТЯГИВАНИЕ
Протяжки протягиваются через обрабатываемое изделие, а прошивки продавливаются (прошиваются) через
ПРОТЯГИВАНИЕ Протяжки протягиваются через обрабатываемое изделие, а прошивки продавливаются (прошиваются) через

Слайд 12 Внутреннее протягивание применяют для обработки различных отверстий, например квадратных, многогранных, шлицевых
Внутреннее протягивание применяют для обработки различных отверстий, например квадратных, многогранных, шлицевых

Слайд 13 СТРОГАНИЕ И ДОЛБЛЕНИЕ
Строгание и долбление применяют для обработки плоскостей и
СТРОГАНИЕ И ДОЛБЛЕНИЕ
Строгание и долбление применяют для обработки плоскостей и

Слайд 14 ШЛИФОВАНИЕ
Шлифование обеспечивает получение высокого качества обработанной поверхности (т.е. малой шероховатости)
ШЛИФОВАНИЕ
Шлифование обеспечивает получение высокого качества обработанной поверхности (т.е. малой шероховатости)
Слайд 15Процесс резания при шлифовании можно рассматривать как фрезерование многозубой фрезой с высокой
Слайд 16 ПЛОСКОЕ И КРУГЛОЕ ШЛИФОВАНИЕ
При плоском шлифовании круг вращается с большой
ПЛОСКОЕ И КРУГЛОЕ ШЛИФОВАНИЕ
При плоском шлифовании круг вращается с большой
Слайд 17Плоское шлифование Круглое шлифование
Плоское шлифование Круглое шлифование

 Осень - славная пора
Осень - славная пора Проверка знаний по теме «Базы данных»
Проверка знаний по теме «Базы данных» Оценка эффективности рекламы разных видов
Оценка эффективности рекламы разных видов Баскетбол
Баскетбол Я и мой ребенок - пешеходы
Я и мой ребенок - пешеходы Образ святого Александра Невского в культуре и литературе
Образ святого Александра Невского в культуре и литературе Моё банкетное мероприятие
Моё банкетное мероприятие Деятельность. Лекция №2
Деятельность. Лекция №2 Урок истории в 8 классеОтечественная война 1812 года
Урок истории в 8 классеОтечественная война 1812 года Экскурсия на водоём
Экскурсия на водоём Презентация на тему Решение задач на смеси, сплавы, растворы
Презентация на тему Решение задач на смеси, сплавы, растворы  Задачи и методы современной психологии
Задачи и методы современной психологии Защита от мошенников
Защита от мошенников Колизей 5 класс
Колизей 5 класс Загрязнение амосферы автомобильным транспортом
Загрязнение амосферы автомобильным транспортом Индустрия гостеприимства
Индустрия гостеприимства Упражнения при работе за компьютером
Упражнения при работе за компьютером Презентация на тему Клетка история изучения. Клеточная теория
Презентация на тему Клетка история изучения. Клеточная теория Уклонение от уплаты налогов:
Уклонение от уплаты налогов: АДДИКТИВНОЕПОВЕДЕНИЕ
АДДИКТИВНОЕПОВЕДЕНИЕ Из истории одного предмета: Мастера земли Ермаковской
Из истории одного предмета: Мастера земли Ермаковской Экслибрис. Задание по прикладной композиции
Экслибрис. Задание по прикладной композиции Строение клетки
Строение клетки Специализированные медицинские регистры
Специализированные медицинские регистры «Трудовое воспитание является практической подготовкой молодого поколения к участию в общественном производстве и вместе с тем в
«Трудовое воспитание является практической подготовкой молодого поколения к участию в общественном производстве и вместе с тем в Что такое мультимедиа (8 класс)
Что такое мультимедиа (8 класс) Национальные и государственные традиции
Национальные и государственные традиции Особенности русского меркантилизма
Особенности русского меркантилизма