- KMX

Содержание
- 3. Управление в подающем механизме
- 4. Светодиодные индикаторы
- 5. Переключатель режимов 2-тактный режим триггера Переключатель используется для выбора 2-тактного режима триггера. Процесс сварки начинается с
- 6. Переключатель режимов 4-тактный режим триггера Переключатель используется выбора 4-тактного режима триггера. Процесс сварки начинается с нажатия
- 7. Точечная сварка Режим точечной сварки (режим триггера) Переключатель используется для установки точечной сварки. Процесс сварки начинается
- 8. MMA сварка MMA сварка и поверхностная строжка угольным электродом Переключатель режимов на подающем механизме для установки
- 9. Индикатор включения ON indicator Когда аппарат включен и подсоединен к питающей сети напряжения, горит светодиодный индикатор.
- 10. Индикатор перегрева Перегрев Индикатор автоматически включается, если сварка прерывается из-за перегрева сварочного трансформатора. После восстановления нормальной
- 11. Время обратного горения при сварке в CO2 / Ar Время обратного горения Настройка времени обратного горения.
- 12. Установка скорости подачи проволоки Скорость подачи проволоки может сильно варьироваться Скорость подачи проволоки может регулироваться в
- 13. Установка сварочного напряжения Плавная настройка сварочного напряжения Сварочное напряжение регулируется для правильного соотношения скорости подачи проволоки
- 14. Сетевой переключатель Используется для включения/выключения сварочного аппарата. Индикатор включения горит, когда аппарат подсоединен к сети и
- 15. Подсоединение сварочной горелки Евроразъем (центральное соединение) Евроразъем – унифицированный разъем для подключения сварочной горелки. Возможность использования
- 16. Кабель заземления Все сварочные аппараты Migatronic оснащены стандартным 3-х метровым кабелем заземления, включая заземляющий зажим. Заземляющий
- 17. Быстро-разъемное соединение Для стыков водяного охлаждения со сварочной горелки. Blue and red colours on the couplings
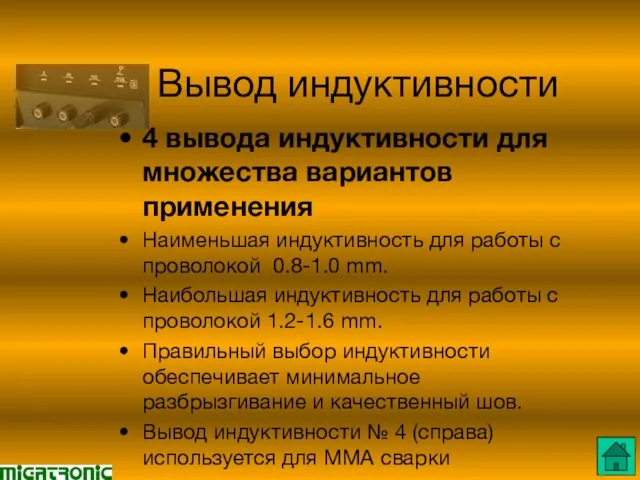
- 18. Вывод индуктивности 4 вывода индуктивности для множества вариантов применения Наименьшая индуктивность для работы с проволокой 0.8-1.0
- 19. Кнопка подачи проволоки Эта кнопка используется для заправки проволоки в горелку со скоростью 4 м/мин, при
- 20. Послесварочная продувка Регулятор подстройки длительности послесварочной продувки
- 21. Мягкий старт Мягкий старт В крайнем левом положении скорость подачи устанавливается равной показаниям на цифровом индикаторе
- 22. Дисплей показаний Вольт/Ампер Дисплей зеленого цвета слева отображает сварочное напряжение в процессе сварки Зеленый дисплей отображает
- 23. Применение KMX Когда другие сдаются он способен на большее KMX 550: Работа в тяжелых условиях с
- 24. Конфигурация Комплектуется различными типами подающих механизмов закрытого или открытого типа Возможность использования Push-Pull систем Всегда оснащается
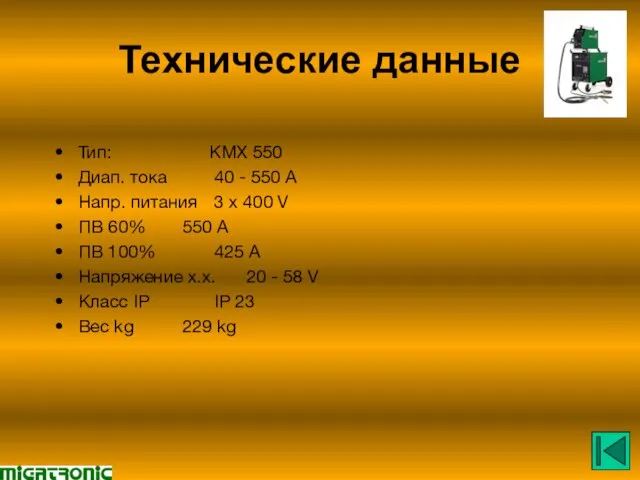
- 25. Технические данные Тип: KMX 550 Диап. тока 40 - 550 A Напр. питания 3 x 400
- 26. Почему выбираем MIGATRONIC ? Европейский лидер производства сварочного оборудования Стандарт качества ISO 9001 Сеть сервиса и
- 28. Скачать презентацию

Слайд 3Управление в подающем механизме
Управление в подающем механизме

Слайд 4Светодиодные индикаторы
Светодиодные индикаторы
Слайд 5Переключатель режимов
2-тактный режим триггера
Переключатель используется для выбора 2-тактного режима триггера. Процесс сварки
Переключатель режимов
2-тактный режим триггера
Переключатель используется для выбора 2-тактного режима триггера. Процесс сварки
Слайд 6Переключатель режимов
4-тактный режим триггера
Переключатель используется выбора 4-тактного режима триггера. Процесс сварки начинается
Переключатель режимов
4-тактный режим триггера
Переключатель используется выбора 4-тактного режима триггера. Процесс сварки начинается
Слайд 7Точечная сварка
Режим точечной сварки (режим триггера)
Переключатель используется для установки точечной сварки. Процесс
Точечная сварка
Режим точечной сварки (режим триггера)
Переключатель используется для установки точечной сварки. Процесс
Слайд 8MMA сварка
MMA сварка и поверхностная строжка угольным электродом
Переключатель режимов на подающем механизме
MMA сварка
MMA сварка и поверхностная строжка угольным электродом
Переключатель режимов на подающем механизме
Слайд 9Индикатор включения
ON indicator
Когда аппарат включен и подсоединен к питающей сети напряжения, горит
Индикатор включения
ON indicator
Когда аппарат включен и подсоединен к питающей сети напряжения, горит
Слайд 10Индикатор перегрева
Перегрев
Индикатор автоматически включается, если сварка прерывается из-за перегрева сварочного трансформатора.
После
Индикатор перегрева
Перегрев
Индикатор автоматически включается, если сварка прерывается из-за перегрева сварочного трансформатора.
После
Слайд 11Время обратного горения при сварке в CO2 / Ar
Время обратного горения
Настройка
Время обратного горения при сварке в CO2 / Ar
Время обратного горения
Настройка
Слайд 12Установка скорости подачи проволоки
Скорость подачи проволоки может сильно варьироваться
Скорость подачи проволоки
Установка скорости подачи проволоки
Скорость подачи проволоки может сильно варьироваться
Скорость подачи проволоки
Слайд 13Установка сварочного напряжения
Плавная настройка сварочного напряжения
Сварочное напряжение регулируется для правильного соотношения скорости
Установка сварочного напряжения
Плавная настройка сварочного напряжения
Сварочное напряжение регулируется для правильного соотношения скорости
Слайд 14Сетевой переключатель
Используется для включения/выключения сварочного аппарата.
Индикатор включения горит, когда аппарат подсоединен
Сетевой переключатель
Используется для включения/выключения сварочного аппарата.
Индикатор включения горит, когда аппарат подсоединен
Слайд 15Подсоединение сварочной горелки
Евроразъем (центральное соединение)
Евроразъем – унифицированный разъем для подключения
Подсоединение сварочной горелки
Евроразъем (центральное соединение)
Евроразъем – унифицированный разъем для подключения
Слайд 16Кабель заземления
Все сварочные аппараты Migatronic оснащены стандартным 3-х метровым кабелем заземления, включая
Кабель заземления
Все сварочные аппараты Migatronic оснащены стандартным 3-х метровым кабелем заземления, включая
Слайд 17Быстро-разъемное соединение
Для стыков водяного охлаждения со сварочной горелки.
Blue and red colours on
Быстро-разъемное соединение
Для стыков водяного охлаждения со сварочной горелки.
Blue and red colours on
Слайд 18 Вывод индуктивности
4 вывода индуктивности для множества вариантов применения
Наименьшая индуктивность для работы
Вывод индуктивности
4 вывода индуктивности для множества вариантов применения
Наименьшая индуктивность для работы
Слайд 19Кнопка подачи проволоки
Эта кнопка используется для заправки проволоки в горелку со скоростью
Кнопка подачи проволоки
Эта кнопка используется для заправки проволоки в горелку со скоростью
Слайд 20Послесварочная продувка
Регулятор подстройки длительности послесварочной продувки
Послесварочная продувка
Регулятор подстройки длительности послесварочной продувки
Слайд 21Мягкий старт
Мягкий старт
В крайнем левом положении скорость подачи устанавливается равной
Мягкий старт
Мягкий старт
В крайнем левом положении скорость подачи устанавливается равной
Слайд 22Дисплей показаний Вольт/Ампер
Дисплей зеленого цвета слева отображает сварочное напряжение в процессе сварки
Зеленый
Дисплей показаний Вольт/Ампер
Дисплей зеленого цвета слева отображает сварочное напряжение в процессе сварки
Зеленый
Слайд 23Применение KMX
Когда другие сдаются он способен на большее
KMX 550:
Работа
Применение KMX
Когда другие сдаются он способен на большее
KMX 550:
Работа
Слайд 24Конфигурация
Комплектуется различными типами подающих механизмов закрытого или открытого типа
Возможность использования Push-Pull систем
Всегда
Конфигурация
Комплектуется различными типами подающих механизмов закрытого или открытого типа
Возможность использования Push-Pull систем
Всегда
Слайд 25Технические данные
Тип: KMX 550
Диап. тока 40 - 550 A
Напр. питания 3 x 400 V
ПВ
Технические данные
Тип: KMX 550
Диап. тока 40 - 550 A
Напр. питания 3 x 400 V
ПВ
Слайд 26Почему выбираем MIGATRONIC ?
Европейский лидер производства сварочного оборудования
Стандарт качества ISO 9001
Сеть
Почему выбираем MIGATRONIC ?
Европейский лидер производства сварочного оборудования
Стандарт качества ISO 9001
Сеть

 Тема_04
Тема_04 Граждане, отмеченные на доске почета Чернянского района
Граждане, отмеченные на доске почета Чернянского района Презентация на тему Пищевые отравления
Презентация на тему Пищевые отравления  Основные требования к трафарету
Основные требования к трафарету Компьютерные игры
Компьютерные игры Презентация для арендодателей
Презентация для арендодателей ВВЕДЕНИЕ В ТОВАРНО-СЫРЬЕВЫЕ РЫНКИ В THOMSON REUTERS МОСКВА, 2009 ЕВГЕНИЯ ФИРСОВА НАТАЛИЯ КАРАМНОВА
ВВЕДЕНИЕ В ТОВАРНО-СЫРЬЕВЫЕ РЫНКИ В THOMSON REUTERS МОСКВА, 2009 ЕВГЕНИЯ ФИРСОВА НАТАЛИЯ КАРАМНОВА Презентация рекламных возможностей Peterburg2.ru
Презентация рекламных возможностей Peterburg2.ru ОБЪЕДИНЕНИЕ "ЯБЛОКО"
ОБЪЕДИНЕНИЕ "ЯБЛОКО" Шаблон проекта
Шаблон проекта Логистика распределения и сбыта
Логистика распределения и сбыта Автоматизация деятельности архивной службы предприятия Система “АРХИВНОЕ ДЕЛО” (версия 4.0)
Автоматизация деятельности архивной службы предприятия Система “АРХИВНОЕ ДЕЛО” (версия 4.0) Презентация на тему Печать документов
Презентация на тему Печать документов Управление проектом по временным параметрам
Управление проектом по временным параметрам Начинается урок, Он пойдёт ребятам впрок. Постарайтесь всё понять И очень многое узнать.
Начинается урок, Он пойдёт ребятам впрок. Постарайтесь всё понять И очень многое узнать. «Проба пера»тема «Пожарная безопасность»
«Проба пера»тема «Пожарная безопасность» Свободное творчество (картины)
Свободное творчество (картины) Сайты образовательных учреждений города Хабаровска
Сайты образовательных учреждений города Хабаровска Подача заявления. Поступление в БГУ
Подача заявления. Поступление в БГУ Чистейшей прелести чистейший образец
Чистейшей прелести чистейший образец Морфологический анализ
Морфологический анализ Психологические свойства цвета.
Психологические свойства цвета. Lata dzieciństwa
Lata dzieciństwa Без друга в жизни туго (1 класс) - презентация для начальной школы_
Без друга в жизни туго (1 класс) - презентация для начальной школы_ Бурение скважин
Бурение скважин НЕОБХОДИМЫЙ ПЕРЕХОД ОТ СТРАТЕГИЧЕСКОГО ПЛАНИРОВАНИЯ КАК СОВОКУПНОСТИ ФОРМАЛЬНЫХ ИНСТРУМЕНТОВ К СТРАТЕГИРОВАНИЮ КАК
НЕОБХОДИМЫЙ ПЕРЕХОД ОТ СТРАТЕГИЧЕСКОГО ПЛАНИРОВАНИЯ КАК СОВОКУПНОСТИ ФОРМАЛЬНЫХ ИНСТРУМЕНТОВ К СТРАТЕГИРОВАНИЮ КАК  Презентация на тему Решение задач на проценты
Презентация на тему Решение задач на проценты partіynі-sistemi-ta-їh-tipologіya
partіynі-sistemi-ta-їh-tipologіya